Изобретение относится к станкостроению и может быть использовано при бесцентровой обработке крупногабаритных деталей типа колец.
Целью изобретения является повышение точности путем исключения влияния деформации от собственного веса при базировании детали.
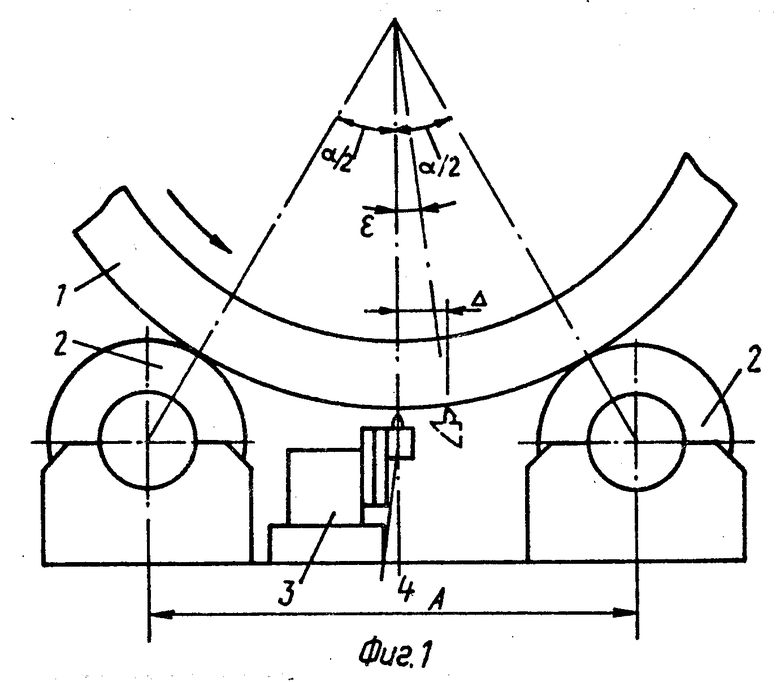
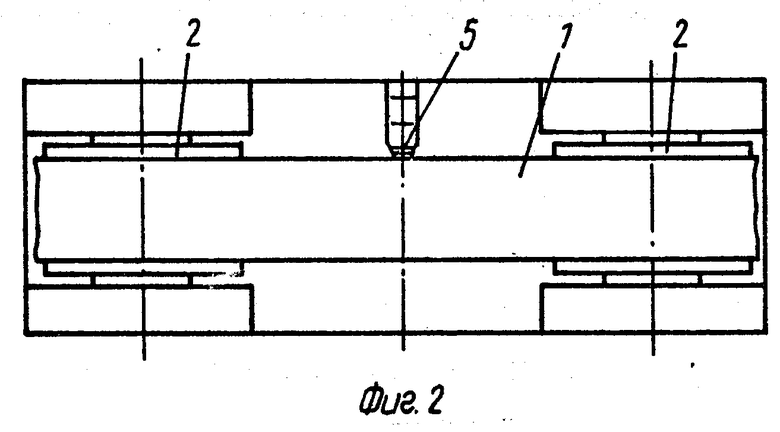
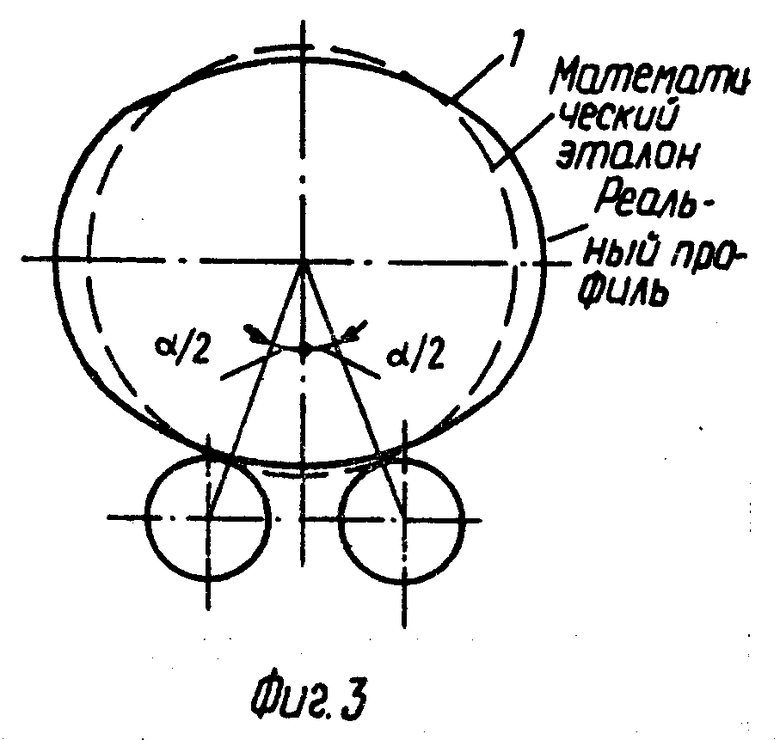
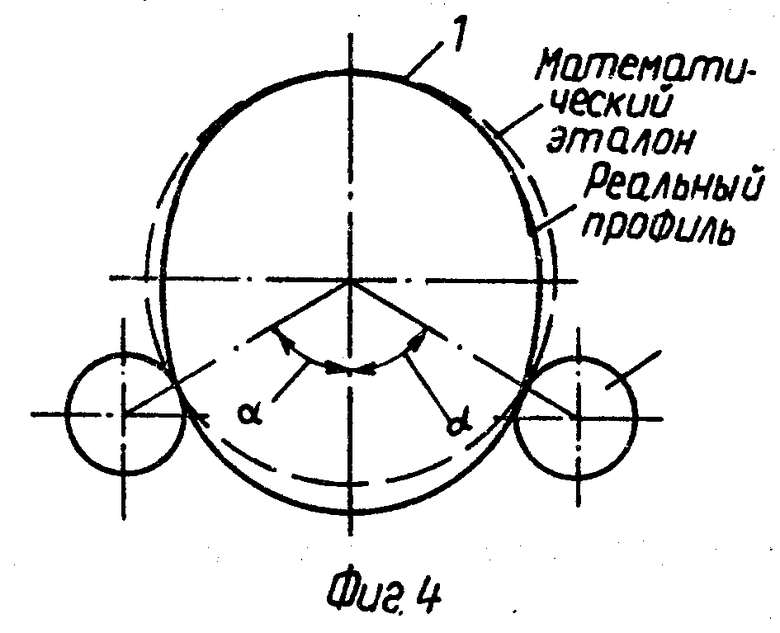
На фиг. 1 изображено устройство для реализации предлагаемого способа; на фиг. 2 то же, вид сверху; на фиг. 3 дана схема деформации обрабатываемой детали от собственного веса при установке опор с центральным углом α меньше расчетного; на фиг. 4 схема деформации обрабатываемой детали от собственного веса при установке опор с центральным углом α больше расчетного.
Предлагаемый способ обработки крупногабаритных деталей типа колец осуществляют следующим образом.
Деталь 1 размещается на двух приводных опорах, например роликах 2. Между опорами 2 располагается станок 3 с режущим инструментом 4. Для предотвращения сдвига детали 1 с приводных опор 2 служит торцовой упор 5, выполненный, например, в виде ролика.
Базирование на двух опорах массивной, но недостаточно жесткой детали, например бандажа цементной печи, вызывает деформацию детали от собственного веса, как это показано на фиг. 3 или на фиг. 4, в зависимости от расположения опор. Поэтому установкой обрабатываемой детали на опоры определяется такое их расположение, определяемое центральным углом α при котором на участке поверхности между опорами существует точка, где суммарный изгибающий момент от действия сил собственного веса уравновешен изгибающими моментами от действия собственного веса участков детали, находящихся выше опор, т.е. точка, в которой изменение радиуса кривизны равно нулю. Учитывая симметричность системы, этой точкой будет точка посередине участка.
Принимая указанные выше условия, центральный угол α расположения опор 2 подсчитывается по формуле
M PR + cosα/2 + α/2sinα/2-πsinα/2 + sin2α/2
+ cosα/2 + α/2sinα/2-πsinα/2 + sin2α/2 0 где М изгибающий момент в точке посередине между опорами;
0 где М изгибающий момент в точке посередине между опорами;
Р распределение нагрузки от собственного веса;
R радиус обрабатываемой детали;
α центральный угол расположения опор относительно обрабатываемой детали.
Из приведенного выражения α 76о. Имея значение угла α 76о, рассчитывается расстояние между опорными роликами 2 по формуле
А 2(R+r) sinα /2, где А межцентровое расстояние;
R радиус обрабатываемой детали;
r радиус опорного ролика.
Рассчитав таким образом необходимое расстояние между опорными роликами 2, они устанавливаются с учетом этого расстояния и закрепляются. Затем производится расчет угла смещения деформации ε. Принимается во внимание то, что вследствие вращения детали 1 и инерционности упругих деформаций в металле, точка поверхности, в которой изменение радиуса кривизны будет равно нулю, сместится от статического положения (середины участка между опорами) по направлению вращения детали 1 на некоторую угловую величину, определяемую углом смещения деформации ε.
Величина указанного угла смещения деформации рассчитывается по формуле
ε 
где ε- угол смещения деформации;
V скорость вращения обрабатываемой детали;
С скорость распространения поперечных колебаний.
Для установки вершины режущего инструмента 4 в точку обработки производится расчет величины необходимого линейного смещения инструмента 4 от симметрии системы по направлению вращения детали 1 по формуле
Δ=R˙sin ε
где Δ- линейное смещение инструмента;
R радиус обрабатываемой детали;
ε- угол смещения деформации.
Имея величину линейного перемещения инструмента 4 от оси симметрии, устанавливается режущий инструмент 4. Затем на опорные ролики 2 укладывается обрабатываемая деталь 1 и производится обработка.
Изобретение относится к станкостроению и может быть использовано при обработке крупногабаритных деталей типа колец. Целью изобретения является повышение точности путем исключения влияния деформации от собственного веса при базировании детали. Цель достигается за счет установки детали на двух приводных опорах, центральный угол расположения центров которых устанавливают равным 76°, а вершину режущего инструмента смещают относительно точки равноудаленной от центров опор по направлению вращения детали на расстояние, определяемое по формуле Δ=R·sinε, где Δ - линейное смещение инструмента; R - радиус обрабатываемой детали; e=v·1π/C, где ε - угол смещения деформации; V - скорость вращения детали; С - скорость распространения поперечных колебаний. 4 ил.
СПОСОБ БЕСЦЕНТРОВОГО ТОЧЕНИЯ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ ТИПА КОЛЕЦ, при котором деталь устанавливают на двух приводных опорах и базируют в осевом направлении посредством упора, а инструмент располагают между опорами, отличающийся тем, что, с целью повышения точности центральный угол расположения приводных опор относительно обрабатываемой детали устанавливают равным 76o, а вершину режущего инструмента смещают относительно точки равноудаленной от осей приводных опор по направлению вращения на расстояние определяемое по формуле
Δ=R·sinε,
где Δ линейное смещение инструмента;
R радиус обрабатываемой детали;
e угол смещения деформации, рассчитанный по формуле
где V скорость вращения детали;
c скорость распространения поперечных колебаний.
| СПОСОБ БЕСЦЕНТРОВОГО ТОЧЕНИЯ КРУГЛЫХ ДЕТАЛЕЙ | 0 |
|
SU241903A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
