Изобретение относится к гальванотехнике и может быть использовано для нанесения покрытий и восстановления изношенных наружных поверхностей деталей.
Известен анод для нанесения покрытия методом электролитического натирания [а.с. №685727, C25D 5/04, 15.09.1979], состоящий из полого корпуса с закрепленным на нем пористым материалом. В корпусе имеются три сектора с отверстиями, сделанные по высоте равномерно для подачи электролита в пористый материал.
Недостатками данного анода являются:
1) открытый подвод электролита, что ухудшает условия труда;
2) поступление электролита в пористый материал, даже когда не идет процесс нанесения покрытия, делает возможным утечку электролита вне рабочей зоны, что требует создания дополнительной системы сбора электролита.
Известен электрод для нанесения гальванического покрытия методом электрохимического натирания [патент №2063484, C25D 5/06, 10.07.1996], состоящий из полого цилиндра и полого спирального сектора с закрепленным на нем тампоном. Полый цилиндр имеет отверстия для подвода электролита, расположенные в верхней части цилиндра, и отверстия, обеспечивающие подачу электролита в спиральный сектор, а оттуда к тампону.
Недостатком данного электрода является то, что поступление электролита в пористый материал осуществляется даже тогда, когда не идет процесс нанесения покрытия, что делает возможным утечку электролита вне рабочей зоны, и требуется создание системы сбора электролита.
Известна автоматическая гальваническая установка для обработки цилиндрических стержней [патент RU №2040594, C25F 7/00, 25.07.1995], содержащая узел осевой подачи стержней с приводом, узел вращения, систему токоподводов и гальваническую ванну со сливными карманами и узлом механической активации.
Недостатками данной установки являются:
1) возможность нанесения покрытия только на цилиндрические поверхности, что значительно сужает область применения данной установки;
2) сложность конструкции, наличие системы сбора, фильтрации использованного электролита.
Задачей изобретения является получение универсального инструмента для нанесения гальванического покрытия гальвано-механическим методом, который обеспечивает подачу электролита только в процессе нанесения покрытия.
Поставленная задача достигается тем, что в электроде для нанесения гальванического покрытия гальвано-механическим методом в виде полого корпуса с отверстиями и емкостями, с закрепленным на корпусе пористым материалом, в отличие от прототипа корпус содержит две соосно расположенные емкости, каждая из которых выполнена в виде конуса, ориентированного вершиной вниз, при этом на образующих поверхностях конусов обеих емкостей выполнены ребра, расположенные по винтовой линии, но направленные в разные стороны, кроме того, по периферии верхней емкости выполнены отверстия, соединяющие ее с нижней емкостью, которая содержит центральное отверстие, кроме того, в нижней части нижней емкости смонтирован упругоподвижный корпус с центральным отверстием, в ложементе которого закреплен пористый абразивный материал.
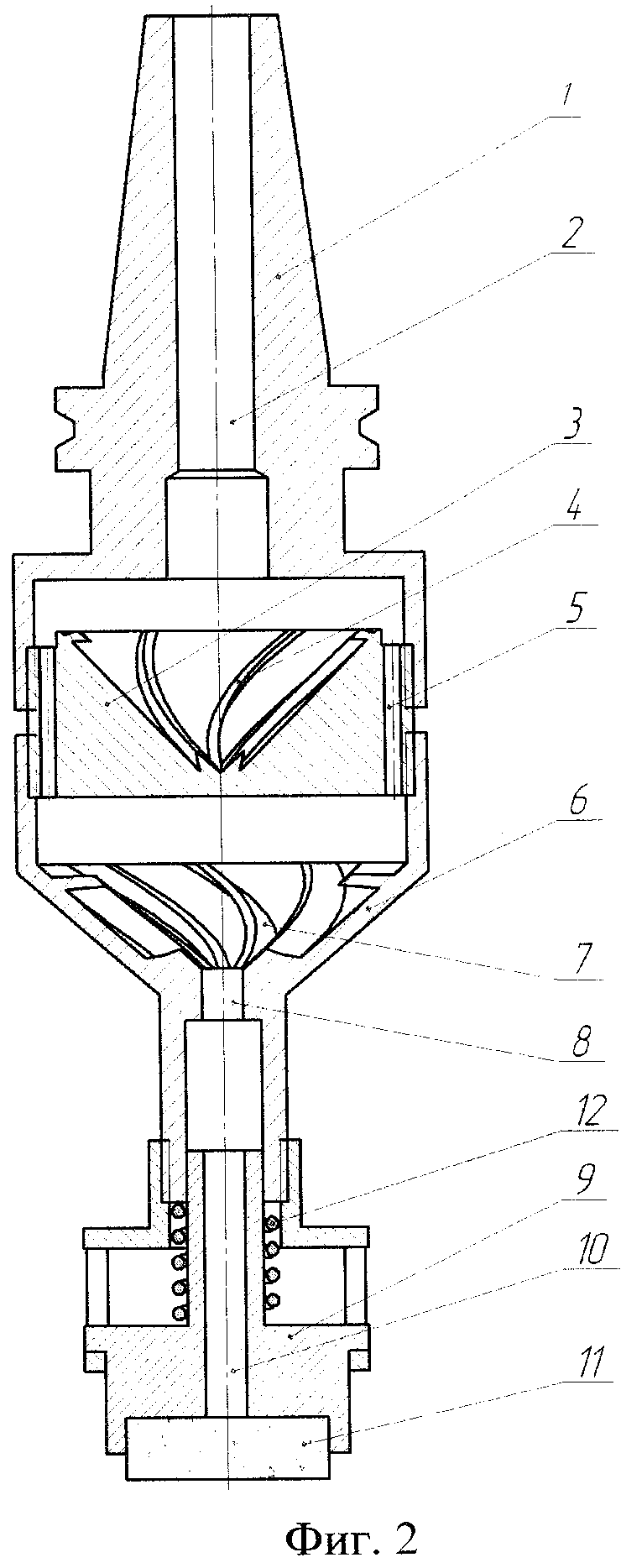
На фиг.1 представлен предлагаемый электрод, общий вид; на фиг.2 - разрез электрода.
Электрод для нанесения гальванического покрытия гальвано-механическим методом состоит из конуса 1, имеющего в центральной части отверстие 2. В емкости 3 смонтированы ребра 4, также на переферии имеются сквозные отверстия 5. Емкость 6 имеет ребра 7 и центральное отверстие 8. В нижней части емкости 6 смонтирован упруго-подвижный корпус 9 с центральным отверстием 10, в ложементе которого закреплен пористый абразивный материал 11. Упругим элементом 12 является, например, тарированная пружина сжатия.
Электрод работает следующим образом. В отверстие 2 конуса 1 насосной станцией (не показана) подается дозированный объем электролита. Вращение оправки задается в направлении, совпадающем с направлением винтовой линии ребер 4 емкости 3. С помощью ребер 4 электролит под действием центробежных сил выталкивается из емкости 3 и под действием сил тяжести через отверстия 5 поступает в емкость 6. В емкости 6 с помощью ребер 7, имеющих винтовой наклон, не совпадающий с направлением вращения, поступающий электролит направляется в центральное отверстие 8. Через центральное отверстие 10 упругоподвижного корпуса 9 электролит поступает в пористый абразивный материал 11 и далее в зону электролиза. Отверстия 5 в емкости 3 позволяют регулировать объемную подачу электролита в зону электролиза. Необходимое усилие прижатия пористого абразивного материала 11 обеспечивается позиционированием электрода относительно заготовки и упругим элементом 12.
Осаждение покрытия осуществляется на горизонтальные наружные поверхности детали (не показано) при вращении электрода и перемещении его по поверхности. Пористый абразивный материал 11 в зоне контакта временно удаляет с покрываемой поверхности диффузионный слой, истощенный реагирующими ионами, водородную пленку, а также различные примеси и загрязнения, тормозящие реакцию. Многократный разрыв катодной пленки практически снимает диффузионные ограничения и дает возможность применить большую плотность тока, а следовательно, получать высокие скорости осаждения, что резко увеличивает производительность.
Предлагаемая конструкция электрода позволяет герметизировать электролизную ячейку, что улучшает условия труда (не будет разбрызгивания и открытых потоков электролита). Емкость 3 обеспечивает передачу электролита в емкость 6 только при вращающемся электроде, в направлении винтовой линии ребер 4 емкости 3, что позволяет избежать утечки электролита из оправки после процесса нанесения покрытия.
Таким образом, предлагаемая конструкция электрода позволяет упростить конструкцию оборудования для нанесения гальванических покрытий (нет необходимости в системе сбора и фильтрации электролита), повысить экологические параметры оборудования и улучшить условия труда обслуживающего персонала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЛЬВАНО-МЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2333298C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КОМБИНИРОВАННЫХ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2009 |
|
RU2430199C2 |
| Автоматизированная установка нанесения гальванических покрытий | 2024 |
|
RU2833577C1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2503753C1 |
| Установка для хромирования внутренних поверхностей деталей | 2020 |
|
RU2749954C1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ИЗДЕЛИЯ | 2006 |
|
RU2312174C2 |
| ЭЛЕКТРОДНОЕ УСТРОЙСТВО | 2016 |
|
RU2637195C1 |
| Плоский шлифовальный круг и способ его изготовления | 2016 |
|
RU2657669C2 |
| Устройство для вневанного электролитического осаждения металлов с использованием роликовых анодов | 2021 |
|
RU2769383C1 |
Изобретение относится к гальванотехнике и может быть использовано для нанесения покрытий и восстановления изношенных наружных поверхностей. Электрод выполнен в виде полого корпуса с отверстиями и закрепленным на нем пористым материалом, при этом полый корпус содержит две соосно расположенные емкости, каждая из которых выполнена в виде конуса, ориентированного вершиной вниз, при этом на образующих поверхностях конусов обеих емкостей выполнены ребра, расположенные по винтовой линии и направленные в разные стороны, а по периферии верхней емкости выполнены отверстия, соединяющие ее с нижней емкостью, имеющей центральное отверстие, причем в нижней части нижней емкости смонтирован упругоподвижный корпус с центральным отверстием и ложементом, в котором закреплен пористый абразивный материал. Технический результат: получение универсального инструмента для нанесения гальванического покрытия, который обеспечивает подачу электролита только в процессе нанесения покрытия. 2 ил.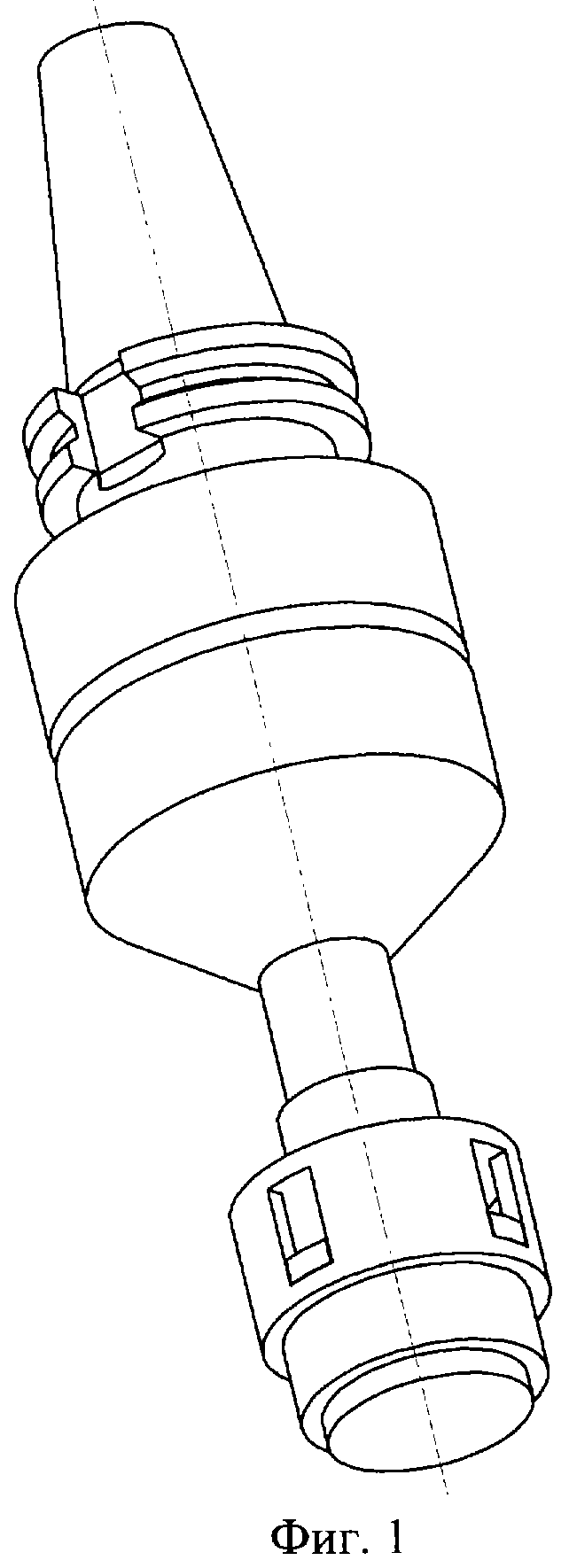
Электрод для нанесения гальванического покрытия гальвано-механическим методом, выполненный в виде полого корпуса с отверстиями и закрепленным на нем пористым материалом, отличающийся тем, что полый корпус содержит две соосно расположенные емкости, каждая из которых выполнена в виде конуса, ориентированного вершиной вниз, при этом на образующих поверхностях конусов обеих емкостей выполнены ребра, расположенные по винтовой линии и направленные в разные стороны, а по периферии верхней емкости выполнены отверстия, соединяющие ее с нижней емкостью, имеющей центральное отверстие, причем в нижней части нижней емкости смонтирован упругоподвижный корпус с центральным отверстием и ложементом, в котором закреплен пористый абразивный материал.
| Анод для нанесения покрытий методом электролитического натирания | 1977 |
|
SU685727A1 |
| АВТОМАТИЧЕСКАЯ ГАЛЬВАНИЧЕСКАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ СТЕРЖНЕЙ | 1991 |
|
RU2040594C1 |
| Анод для электролитического нанесения покрытий натиранием | 1980 |
|
SU931813A1 |
| Устройство для нанесения гальванического покрытия методом электролитического натирания | 1990 |
|
SU1784665A1 |

