Изобретение относится к машиностроению, в частности к гальванической обработке деталей, и может найти применение при нанесении гальванических покрытий на стержни цилиндрической формы, такие как, например, валы, прутки, штоки гидроамортизаторов и т.п.
Известна автоматическая гальваническая установка для обработки цилиндрических стержней, содержащая узел осевой подачи стержней с приводом, узел вращения, систему токоподводов и гальваническую ванну со сливными карманами и узлом механической активации, промежуточный стол с роликами, установленный между узлом осевой подачи и узлом вращения стержней, при этом узел вращения и система токоподводов выполнены в виде двух горизонтальных рядов роликов, электрически и кинематически связанных между собой, установленных с возможностью вращения в одну сторону и расположенных с двух сторон гальванической ванны, в торцевых стенках которой выполнен ряд отверстий для прохождения стержней [1].
Описанная в [1] автоматическая гальваническая установка характеризуется ограниченными функциональными возможностями вследствие недостаточно высокого уровня автоматизации, обусловленного наличием ручного труда при выгрузке готовой продукции, а также недостаточно высокой надежностью при подаче стержней малых размеров (диаметра и длины) вследствие возможного отсутствия их вращения в гальванической ванне за счет торцевого трения деталей между собой.
Изобретением решается задача создания автоматической гальванической установки для обработки цилиндрических стержней, обладающей широкими функциональными возможностями благодаря высокому уровню автоматизации, обусловленному отсутствием ручного труда при выгрузке готовой продукции, а также высокой надежностью при подаче стержней малых размеров благодаря снижению торцевого трения деталей между собой.
Для решения поставленной задачи в автоматическую гальваническую установку для обработки цилиндрических стержней, содержащую узел осевой подачи стержней с приводом, узел вращения, систему токоподводов и гальваническую ванну со сливными карманами и узлом механической активации, промежуточный стол с роликами, установленный между узлом осевой подачи и узлом вращения стержней, при этом узел вращения и система токоподводов выполнены в виде двух горизонтальных рядов роликов, электрически и кинематически связанных между собой, установленных с возможностью вращения в одну сторону и расположенных с двух сторон гальванической ванны, в торцевых стенках которой выполнен ряд отверстий для прохождения стержней, предложено, согласно настоящему изобретению, ввести узел разгрузки, размещенный на выходе из гальванической ванны за узлом вращения и снабженный роликами, образующими два горизонтальных ряда, оси вращения которых расположены в направлении подачи стержней, при этом ролики промежуточного стола также образуют два горизонтальных ряда, оси вращения которых расположены в направлении подачи стержней.
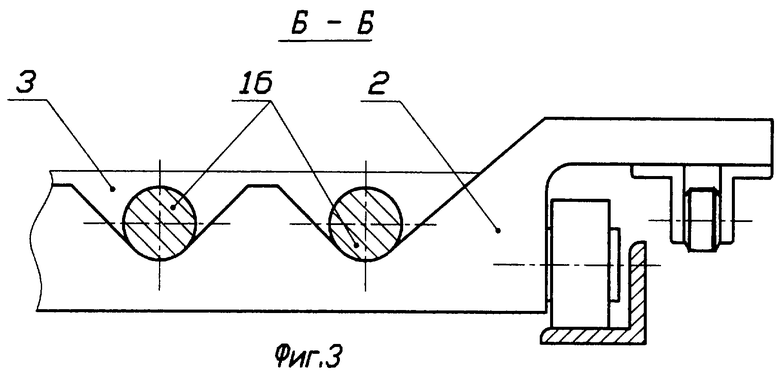
Изобретение поясняется на примере выполнения чертежами, на которых изображена заявляемая автоматическая гальваническая установка: фиг.1 - вид сбоку установки; фиг.2 - вид по стрелке А на фиг.1; фиг.3 - сечение Б-Б на фиг.1; фиг.4 - сечение В-В на фиг.1.
Автоматическая гальваническая установка включает узел 1 осевой подачи стержней, выполненный в виде цепного транспортера, состоящего из двух цепей, связанных между собой гребенками 2 и упорами 3.
Узел 1 осевой подачи стержней снабжен приводом 4 с редуктором.
Промежуточный стол 5, являющийся передаточным звеном между узлом 1 осевой подачи стержней и гальванической ванной 6, снабжен роликами 7 и установлен между узлом 1 осевой подачи и узлом 8 вращения стержней.
Ролики 7 промежуточного стола 5 образуют два горизонтальных ряда, оси вращения которых расположены в направлении подачи стержней и обеспечивают направление движение стержней к гальванической ванне.
Учитывая идентичность обоих рядов роликов, на фиг.4 приведен один из них - сечение В-В фиг.1.
Узел вращения стержней и система токоподводов выполнены в виде двух блоков 8 (с обеих сторон гальванической ванны 6) с горизонтально расположенными рядами роликов 9, электрически и кинематически связанных между собой, установленных с возможностью вращения в одну сторону и приводимых во вращение при помощи привода 10.
В торцевых стенках гальванической ванны 6 имеется ряд отверстий (в зависимости от числа обрабатываемых одновременно стержней) для прохождения стержней.
На выходе из гальванической ванны 6 за вторым блоком 8 роликов 9 узла вращения установлен узел 11 разгрузки.
Узел 11 разгрузки содержит также ролики 7, которые образуют два горизонтальных ряда, оси вращения которых расположены в направлении подачи стержней, и обеспечивают направление движения стержней от гальванической ванны 6.
Учитывая идентичность этих рядов роликов между собой, а также их идентичность с рядами роликов промежуточного стола 5, один из рядов которых представлен на фиг. 4, они на отдельном чертеже не представлены, и, следовательно, при рассмотрении их конструктивных особенностей и работы необходимо руководствоваться фиг. 4.
Узел 11 разгрузки электрически связан с конечным выключателем 12, обеспечивающим включение привода 13 узла 11 разгрузки.
Для приема готовых изделий предназначен накопитель 14 (см. фиг.2).
Установка снабжена пультом 15 управления технологическим процессом нанесения покрытия.
Все элементы и узлы установки для нанесения гальванических покрытий на обрабатываемые детали (цилиндрические стрежни 16) смонтированы на сварной металлической раме 17.
Установка работает следующим образом.
Обрабатываемые детали 16 укладываются на направляющие гребенки 2 таким образом, что торцами они упираются в упоры 3 (см. фиг.З).
Упоры 3 и гребенки 2, смонтированные на двух цепях транспортера, подают обрабатываемые детали 16 в осевом направлении в сторону промежуточного стола 5. При этом обрабатываемые детали 16 в этот момент не имеют осевого вращения.
Перед входом в гальваническую ванну 6 обрабатываемые детали 16 (см. фиг. 4) поступают на свободно вращающиеся ролики 7 промежуточного стола 5.
Подталкиваемые в торец следующими деталями 16, поступающими на обработку, первые концы деталей попадают в первый блок 8 узла вращения стержней, где и приобретают принудительное осевое вращение.
Наличие свободно вращающихся роликов 7 как на промежуточном столе 5, так и на узле 11 разгрузки, обеспечивает устранение торцевого трения обрабатываемых деталей, расположенных по одной оси, как поступающих в гальваническую ванну 6, так и выходящих из нее.
Обрабатываемые детали 16, вращающиеся вокруг своей оси с заданной от пульта 15 скоростью радиального вращения и осевого перемещения, поступают в торцевые отверстия (не показаны) гальванической ванны 6, обращенные к промежуточному столу 5.
Электрохимические процессы, происходящие в гальванической ванне 6, а также обмывка и просушка деталей идентичны процессам, изложенным в описании к патенту 2040594.
Обработанные электрохимическим методом, обмытые и просушенные детали, сохраняя свои радиальное вращение и осевое движение, выходят через другие торцевые отверстия гальванической ванны 6, обращенные в сторону узла 11 разгрузки, попадают во второй блок 8 узла вращения на ролики 9, а затем, продолжая свое радиальное и поступательное движение, достигают узла 11 разгрузки.
Находясь на узле 11 разгрузки, обработанные детали 16, перемещаясь и вращаясь, достигают конечного выключателя 12 и упираются в него. Последний подает пневматическому устройству 13 импульс на срабатывание. Срабатывая, узел 11 разгрузки выгружает обработанные детали, которые, свободно скатываясь, попадают в накопитель 14.
В соответствии с заявляемым решением разработана техническая документация автоматической установки для нанесения гальванического покрытия на цилиндрические детали, изготовлен промышленный образец установки, находящейся в эксплуатации. Опыт его эксплуатации подтвердил его работоспособность и широкие возможности практического применения в будущем.
Литература
1. Патент РФ 2040594, МПК С 25 F 7/00, 1995 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ГАЛЬВАНИЧЕСКАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ СТЕРЖНЕЙ | 1991 |
|
RU2040594C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНЫЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2022 |
|
RU2801976C1 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ | 1994 |
|
RU2063485C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Устройство для нанесения покрытий на кольцеобразные детали | 1991 |
|
SU1819918A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| ЭЛЕКТРОКОНТАКТНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ БАНДАЖЕЙ КОЛЕСНЫХ ПАР | 1995 |
|
RU2085346C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| ЭЛЕКТРОД ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ ГАЛЬВАНО-МЕХАНИЧЕСКИМ МЕТОДОМ | 2006 |
|
RU2318927C1 |


Использование: изобретение относится к машиностроению, в частности к гальванической обработке деталей, и может найти применение при нанесении гальванических покрытий на стержни цилиндрической формы, такие как, например, валы, прутки, штоки гидроамортизаторов и т.п. Сущность: автоматическая гальваническая установка для обработки цилиндрических стержней содержит узел осевой подачи стержней с приводом, узел вращения, систему токоподводов и гальваническую ванну со сливными карманами и узлом механической активации, промежуточный стол с роликами, установленный между узлом осевой подачи и узлом вращения стержней, при этом узел вращения и система токоподводов выполнены в виде двух горизонтальных рядов роликов, электрически и кинематически связанных между собой, установленных с возможностью вращения в одну сторону и расположенных с двух сторон гальванической ванны, в торцевых стенках которой выполнен ряд отверстий для прохождения стержней, при этом она содержит узел разгрузки, размещенный на выходе из гальванической ванны за узлом вращения, снабженный роликами, образующими два горизонтальных ряда, оси вращения которых расположены в направлении подачи стержней, при этом ролики промежуточного стола также образуют два горизонтальных ряда, оси вращения которых расположены в направлении подачи стержней. Изобретение обеспечивает высокий уровень автоматизации гальванической установки, а также высокую надежность при подаче стержней малых размеров. 4 ил.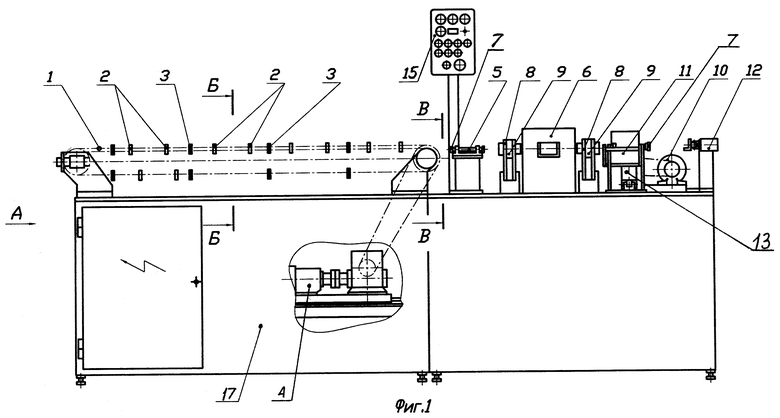
Автоматическая гальваническая установка для обработки цилиндрических стержней, содержащая узел осевой подачи стержней с приводом, узел вращения, систему токоподводов и гальваническую ванну со сливными карманами и узлом механической активации, промежуточный стол с роликами, установленный между узлом осевой подачи и узлом вращения стержней, при этом узел вращения и система токоподводов выполнены в виде двух горизонтальных рядов роликов, электрически и кинематически связанных между собой, установленных с возможностью вращения в одну сторону и расположенных с двух сторон гальванической ванны, в торцевых стенках которой выполнен ряд отверстий для прохождения стержней, отличающаяся тем, что она содержит узел разгрузки, размещенный на выходе из гальванической ванны за узлом вращения, снабженный роликами, образующими два горизонтальных ряда, оси вращения которых расположены в направлении подачи стержней, при этом ролики промежуточного стола также образуют два горизонтальных ряда, оси вращения которых расположены в направлении подачи стержней.
| АВТОМАТИЧЕСКАЯ ГАЛЬВАНИЧЕСКАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ СТЕРЖНЕЙ | 1991 |
|
RU2040594C1 |
| ЛИНИЯ ДЛЯ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1994 |
|
RU2080425C1 |
| ЛИНИЯ ДЛЯ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1992 |
|
RU2043429C1 |
| ВСГСОЮЗНАЯ ' Типография издательства ЦК ВЛКСМ «Молодая гвардия» I ;:'?;|;';х(; :^;:ц;'",со1; ,;'_______^^, ,' j" -.А'" ;j •• ••• --.-\. | 0 |
|
SU303213A1 |
| Форма выполнения генератора для непрерывного получения водяного газа по п. 1 авторского свидетельства № 60443 | 1940 |
|
SU60444A2 |

