Изобретение относится к непрерывного действия многопечным системам для термообработки и, в частности, к линиям, в которых используют несколько карусельных печей для одновременной (в одной системе) обработки деталей, требующих разных циклов термической обработки.
Существующие цементационные печные системы непрерывного действия часто содержат разные секции или камеры для разделения различных операций обработки, используемых в процессах цементации, а именно нагрева, цементации, диффузии и уравнительного охлаждения. Например, известно устройство, имеющее отдельные печные ступени (по существу, прямоугольные в плане) для нагрева, цементации и диффузионного насыщения металлических деталей при выбранных температурах и в разных газообразных атмосферах в течение заданных периодов времени. В таких системах поддоны (лотки) с деталями проталкивают или протаскивают один за другим сквозь каждую печь в заданной последовательности, причем каждый поддон остается в одном и том же относительном положении в своей линии при его прохождении через систему. Каждая деталь получает одинаковую с другими термическую обработку.
Вышеупомянутые линии широко использовали для непрерывных очень длинных потоков одинаковых деталей, но они не совсем пригодны для заводов, где нужно обработать самые разные металлические детали, требующие разной продолжительности цикла обработки и/или разных типов закалки-охлаждения, или где нужно "производить по спросу" разнообразные детали, чтобы держать малые запасы. Использование в таких областях применения печных линий было бы затруднительным, потому что они обычно могут обеспечить разную термообработку только при частичной или полной незагрузке линии путем использования пустых поддонов на заданных участках поточной линии. Такие попытки требуют больших затрат времени и значительно снижают производительность печной системы.
Кроме того, в печной линии показана диффузионная печь с вращающимся подом, имеющая диффузионную камеру, отдельную от радиационной цементационной камеры. Хотя эти линии являются некоторым усовершенствованием, они позволяют изменять время обработки деталей только в одной части общего процесса термической обработки. Кроме того, раскрытые в этих известных линиях печи с вращающимся подом не позволяют нужным образом разделить их камеры на несколько зон или камер для улучшения регулирования температуры. Такие однокамерные карусельные печи потребовали бы использования горячих протягивающих механизмов для передачи поддонов с деталями между двумя карусельными печами, что снизило бы надежность передачи и ухудшило доступность к передаточным механизмам, необходимую для проведения технического обслуживания.
Следовательно, целью изобретения является создание усовершенствованной линии, позволяющей производить термическую обработку разных деталей в течение разных периодов времени, причем в соседних поддонах, проходящих в процессе обработки через линию и без необходимости использования заданного числа пустых поддонов в линии.
Целью изобретения является также создание линии, обеспечивающей возможность обработки деталей, имеющих переменную продолжительность цикла термообработки, с обеспечением наивысшего уровня производительности.
Целью изобретения является также создание линий с множеством соединенных друг с другом камер, в некоторых из которых можно было производить термическую обработку одновременно деталей с разной потребной продолжительностью обработки.
Целью изобретения является также создание линии позволяющей, кроме вышесказанного, перемещать детали между камерами только путем толкающего действия и без перемешивания атмосфер взаимосоединенных камер.
Целью изобретения является также создание многокамерной линии, в которой в каждой из нескольких камер поддон с деталями может быть выбран, независимо от его местонахождения, в качестве следующего поддона, подлежащего выгрузке на камеры.
Целью изобретения является также создание линии с цементационной печью с вращающимся поддоном, имеющей несколько зон с регулируемой температурой и усовершенствованную циркуляцию ее газовой атмосферы.
Целью изобретения является также создание линии с множеством карусельных камер, имеющих улучшенные равномерность температуры и однородность атмосферы в каждой камере.
Целью изобретения является также создание многокамерной линии, в которой любой поддон с деталями в карусельной уравнительной камере может быть, независимо от местонахождения в камере, направлен к выбранной разгрузочной дверце для закалки или охлаждения в одном из нескольких устройств различных типов.
Целью изобретения является также создание линии для термообработки с несколькими карусельными печами, включающими уравнительную печь, служащую для охлаждения деталей, для транспортировки деталей к устройству для медленного охлаждения и/или к выбранным закалочным устройствам и для повторного нагрева деталей, возвращенных из устройства для медленного охлаждения.
В соответствии с изобретением предлагается линия для термообработки деталей непрерывного действия с несколькими капсульными печами, расположенными последовательно, и выполненными каждая с возможностью нагрева поддонов с подлежащими обработке разными деталями в продолжение разных периодов времени и затем выталкивания выбранного поддона в следующую печь или рабочую камеру для дальнейшей обработки. Линия одновременно обрабатывает смесь деталей, требующих разной продолжительности цикла обработки, что обеспечивает возможность получения разной толщины цементированного слоя и глубины диффузии, когда требуется, при одновременном обеспечении высоких КПД печей и однородных атмосфер в печах.
В предпочтительном варианте линия в соответствии с настоящим изобретением содержит три печи тороидальной формы: цементационную, диффузионную и уравнительную, каждая из которых имеет круглый вращающийся под для поддержания и перемещения поддонов с деталями в кольцевой камере печи. Каждая печь с вращающимся подом соединена с другой печью посредством запатентованного дверного устройства с двойной дверцей, которое препятствует перемешиванию газовых атмосфер соседних печей камер. В круглом пространстве ("отверстии") каждой тороидальной печи установлены один или несколько толкателей для выгрузки поддонов с деталями. Вращающиеся поды позволяют выгрузить любой поддон из любого места в печи в любое время путем поворота выбранного места на поде к разгрузочной дверце печи, что обеспечивает высокую степень гибкости работы системы.
Уравнительная печь вышеупомянутой предпочтительной линии служит в качестве охладительной камеры, механизма для транспортирования поддонов с деталями к выбранному закалочному устройству или к камере медленного охлаждения и в качестве подогревательной камеры для деталей, возвращенных из камеры медленного охлаждения. Поддоны, вытолкнутые в камеру медленного охлаждения из уравнительной камеры, могут быть после охлаждения вновь поданы в уравнительную камеру для повторного нагрева (до температуры обработки) и закалки или могут быть удалены непосредственно из камеры медленного охлаждения на линию возврата поддонов.
Для обеспечения однородности атмосферы в цементационной камере в ее боковых стенах установлены специальные вентиляторы. Вентиляторы обычно один и на зону обеспечивают круговую циркуляцию газов в рабочей камее цементационной печи в направлении против вращения ее пода. Однородность атмосферы обеспечивает также путем контроля и регулирования температур в нескольких зонах. В диффузионной и уравнительной камерах могут быть использованы сводовые вентиляторы (обычно один на каждую из нескольких зон) для обеспечения однородности атмосферы.
Ниже дано кратное описание чертежей, на которых: на фиг.1 показана линия для термообработки; на фиг. 2 разрез А-А на фиг.1; на фиг.3 разрез Б-Б на фиг. 1; на фиг.4 разрез В-В на фиг.1; на фиг.5 разрез Г-Г на фиг.1; на фиг.6 разрез Д-Д на фиг.5; на фиг.7 продольный разрез печи предварительного нагрева; на фиг.8 разрез Ж-Ж на фиг.7; на фиг.9 схематический вид линии для термообработки вариант.
На фиг. 1 показан общий схематический вид (план) предпочтительной линии для термообработки непрерывного действия в соответствии с настоящим изобретением (Используемый в данном описании термин "цементация" подразумевает обработку не только в богатых углеродом газовых атмосферах, но и в содержащих углерод и азот средах для нитроцементации). Линия 20 для термообработки деталей содержит несколько соединенных друг с другом печей, каждая из которых образует отдельную рабочую камеру, в которой обрабатывают в течение цикла цементации поддоны, загруженные деталями. Некоторые из печей, также, как печь 22 предварительного нагрева и отпускная печь 24 обычно являются традиционными устройствами, через которые детали (поддоны с деталями) транспортируют в порядке их поступления (подогревательная печь 22 может, как будет описано позже, обеспечивать некоторую гибкость в отношении порядка обработки, благодаря использованию двух рядов, каждый из которых можно проталкивать с равной скоростью, или, при желании, она может представлять собой вращающуюся печь тороидального типа). Другие печи, такие, как три последовательно соединенные карусельные (с вращающимся подом) тороидальные печи 30, 32, 34 являются уникальными печами с регулируемым циклом, которые позволяют выгружать детали в любом выбранном порядке, независимо от времени и последовательности поступления. Эти печи и другие составные части линии 20 непрерывного действия описаны ниже в порядке обработки деталей в течение цикла цементации.
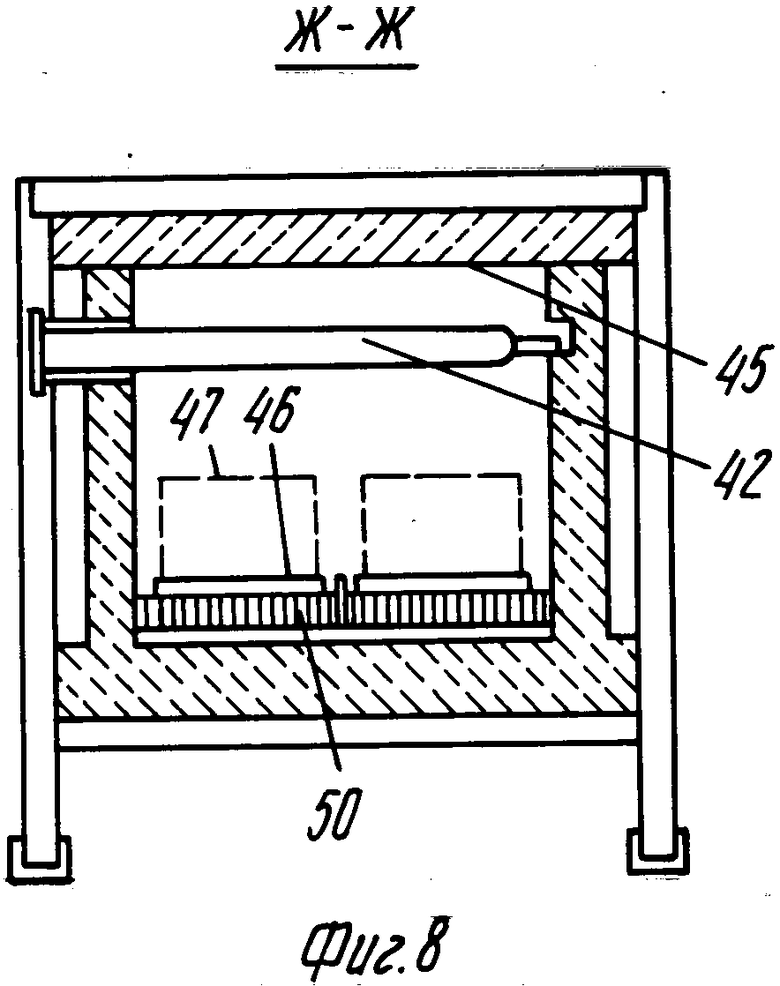
Поддоны, загруженные подлежащими цементации деталями, например шестернями, валами и другими стальными деталями, поверхность которых нужно упрочнить, сначала перемещают из зоны 38 загрузки и выгрузки к печи 22 предварительного нагрева (см. фиг.1, 7 и 8). Печь 22 для предварительного нагрева, которая показана как традиционная печь с неподвижным подом, но которая может при необходимости представлять собой карусельную (с вращающимся подом) печь, подобную тем, что будут описаны ниже, служит для нагрева обрабатываемых деталей до требуемой температуры цементации, например 1700о F (927оС), в газовой атмосфере, предотвращающей обезуглероживание или образование окалины. Для этой цели между боковыми стенками печи 22 выше и, если необходимо, ниже поддонов расположены радиационные трубы 42 (обычно U-образной формы), соединенные на одном конце с горелкой, работающей на газообразном или жидком топливе (могут быть также использованы и радиационные трубы с электрическим нагревом), а газовую атмосферу печи 22 регулируют, так чтобы она содержала небольшое количество углерода (например, 0,2, процента по весу), путем использования продукции генератора эндотермического газа (не показан), а также азота и, если требуется, небольшого количества обогащающего углерода газа от подходящего источника. К радиационным трубам 42 могут быть присоединены рекуператоры традиционной конструкции для утилизации тепла горячих газов, прошедших через радиационные трубы. Для циркуляции газов с целью обеспечения однородности атмосферы в печи могут быть предусмотрены один или несколько вентиляторов, таких, как вентилятор 44, установленный на потолке 45 печи 22. Поддон 46 с деталями 47 подают в печь 22 предварительного нагрева посредством имеющего привод от электродвигателя толкателя 48 (обычно заключенный в кожух цепной выталкиватель, хорошо известный в данной области техники), после чего проталкивают через печь 22 по направляющим 50 в одну линию посредством жесткого основного толкателя 56 с приводом от электродвигателя или в две линии посредством двух отдельных основных толкателей 56 и 58. Толкатели 56 и 58 предпочтительно выполняют с обеспечением возможности проталкивания поддонов, если это необходимо, на каждую из позиций по длине печи 22, так что эта печь может быть разгружена при останове без использования порожних поддонов. Желательно использовать печь предварительного нагрева, имеющую две соседние линии, имеющие каждая три или четыре позиции для поддона, поскольку это обеспечивает большую производительность печи предварительного нагрева, необходимую для быстрого заполнения соседней цементационной печи 30 при начальном пуске. Двойная линия также позволяет некоторую гибкость в отношении времени нахождения разных деталей в печи предварительного нагрева. Например, она позволяет пропускать через печь 22 в цементационную печь 30 более легкие детали быстрее, чем более тяжелые, которые требуют большого времени предварительного нагрева. Во время нормальной работы обычно нет нужды использовать все позиции нагрева в печи 22, чтобы не отставать от цементационный печи 30.
Выходной конец печи 22 предварительного нагрева соединен с карусельной цементационной печью 30, от которой он отделен посредством специального двухдверного устройства 61, дверцы которого обычно закрыты. Подходящим двухдверным устройством 61 является такое, какое описано в патенте США N 3662996, и показано там на фиг.2. Описание к патенту США N 3662996 включено в данное описание путем этой ссылки на него. Такие дверные устройства содержат устройство 62 для отвода вытекающего потока в одной из боковых стенок в соединительной зоне 63, проходящей между двумя дверцами 61. Отводное устройство 62 служит для выпуска выходящих газов, текущих в соединительную зону 63 либо из печи 22 предварительного нагрева, либо из цементационной печи 30, когда дверцы 61 закрыты, а еще важнее, когда они открыты. Таким образом, предотвращают перемешивание разных атмосфер печей 22 и 30.
Для обеспечения установки поддонов с деталями, подаваемых в цементационную печь 40, в требуемом для передачи положении в печи 22 поддоны, продвигаемые по каждой лини печи 22, заставляют взаимодействовать с позиционером 64, расположенным на выходном конце печи 22 предварительного нагрева. Каждый позиционер 64 для поддонов включает в себя позиционирующий стержень, который проходит в печь 22 и с которым входит в контакт поддон, прежде чем достигнет "позиции выгрузки", в печи 22 предварительного нагрева. Движущийся поддон толкает позиционирующий стержень назад в направлении движения поддона, до тех пор, пока поддон не достигнет позиции выгрузки, в момент чего позиционирующий стержень действует на выключатель, что вызывает прекращение толкающего действия основного толкателя 56 и отвод назад позиционирующего стержня.
Когда нужно переместить поддон 46 в карусельную цементационную печь 30, дверцы 61 поднимают. Затем поддон заталкивают посредством толкателя 65 с приводом от электродвигателя (обычно это закрытый цепной выталкиватель) на кольцевой пол 66 в цементационной печи 30. Надлежащее позиционирование поддона на поде 66 обеспечивают путем взаимодействия между толкателем 65 и позиционером 67, аналогичным вышеописанному позиционеру 64 и расположенным в центральном отверстии тороида, образованном внутренней боковой стенкой 68 цементационной печи 30.
В кольцевой камере 69 тороидальной цементационной печи 30 создают регулируемую обогащенную углеродом газовую атмосферу, в результате чего углерод равномерно проникает в поверхность деталей. Атмосфера может быть создана посредством генератора эндотермического газа с обогащением углеродом, связанного с анализатором-регулятором, который может содержать зонды для определения содержания кислорода. Типичное содержание углерода для атмосферы может составлять, например, величину, находящуюся в диапазоне примерно 1-1,35% по весу. Для поддержания требуемой повышенной температуры (например, 1700 F или 927оС) для цементации устанавливают радиационные трубы 72 (фиг.2), проходящие между внутренней и наружной боковыми стенками 68 и 76, причем стенки 68 и 76 предпочтительно выполняют из изоляционного огнеупорного материала или футеруют таким материалом.
Детали перемещают в цементационной печи 30 путем вращения пода 66 в кольцевой цементационной камере 69, причем под 66 обычно вращают непрерывно, кроме случаев, когда его останавливают для приема или выгрузки деталей. Для облегчения перемещения под 66 поддерживают посредством неподвижно закрепленных колес 80 которые катятся по кольцевому пути 84 на нижней стороне пода 66. По соседству с подом по его внутреннему и наружному диаметрам установлены подходящие масляные затворы 88 для предотвращения утечки газовой атмосферы вокруг пода, причем предусмотрена циркуляция масла и воздухо-масляному теплообменнику (не показан) и обратно для поддержания температуры масла на заданном уровне. Вращение пода 66 осуществляют посредством приводного механизма 92, такого, как цепь с приводом от гидравлического двигателя. Приводной механизм содержит органы управления скоростью для регулирования движения пода во время разгона, нормального хода и замедление и предпочтительно вращает под 66 при выполнении обычных технологических операций только в одном направлении. Если он выполнен с возможностью перемещения пода во время работы только в одном направлении, то предпочтительно он должен позволять ручное толчковое реверсирование вращения в случае неисправности и для обеспечения возможности выполнения технического обслуживания. В соответствии с другим вариантом механизм 92 может быть выполнен с возможностью обеспечения вращения пода 66 во время работы как в направлении по часовой стрелке, так и в направлении против часовой стрелки, причем с автоматическим выбором направления вращения пода для максимального уменьшения требуемого хода пода для выгрузки выбранного поддона из цементационной камеры 69. Обычная скорость вращения пода 66 предпочтительно составляет по крайней мере один оборот в минуту, но и при таких скоростях тоже обусловленная "минимальным ходом" выгода вращения в двух направлениях, вероятно, не стоит дополнительного усложнения, необходимого для обеспечения регулирования этого.
В линии 20 поддон с деталями транспортируют от позиции 93 загрузки по соседству с двойной дверцей 61 цементационной печи 30 к позиции 94 выгрузки по соседству с выпускным дверным устройством 96 путем перемещения пода 66, а не путем проталкивания как части линии поддона, проходящей по печной камере. Поскольку любая точка на поде может быть повернута до позиции 94 выгрузки, любой поддон с деталями может быть переведен на позицию выгрузки в любое время, независимо от времени нахождения его в цементационной печи. Это позволяет одновременно подвергать цементации в печи 30 смесь деталей, некоторые из которых требуют большего времени цементации, чем другие, например, для обеспечения большей толщины цементированного слоя. Это позволяет также отдавать предпочтение при выгрузке деталями, требующим высокой точности термической обработки, перед деталями, которые могут допускать добавочное науглероживание и не требуют немедленной выгрузки. Кроме того, эта универсальная работа цементационной печи 30 обеспечивается без использования определенного числа порожних поддонов между поддонами с деталями, требующими разного времени цементации. Использование большого числа порожних поддонов является стандартным неэффективным способом изменения времени цикла в традиционной многокамерной печи с толкателем.
Для надлежащей цементации деталей в печи 30 необходимо, чтобы газовая атмосфера в кольцевой камере 69 была однородной. Поэтому цементационную камеру 69 печи делят на несколько зон, например, три зоны в предпочтительном варианте, показанном на фиг.1. Датчиком 104 температуры в каждой из трех зон контролируют и регулируют температуру газовой атмосферы в рабочей камере 69. Датчики 104 могут быть, например, расположены вблизи от центра каждой зоны и достаточно высоко над подом 66, чтобы не мешать движению загруженных поддонов (например, выше загруженных поддонов примерно на два дюйма, т.е. 50,8 мм) и связаны через регуляторы температуры (не показаны) с горелками снабжающими энергией радиационные трубы 72 соответственной зоны, для поддержания требуемой температуры в камере. Поскольку каждую зону контролируют и регулируют индивидуально, то изменение температуры по окружности камеры минимально, что обеспечивает надлежащую цементацию деталей.
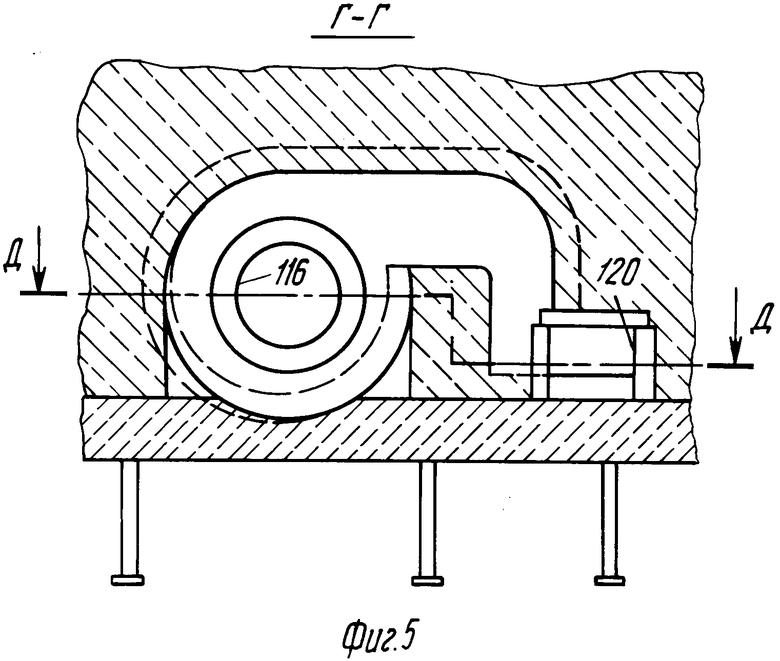
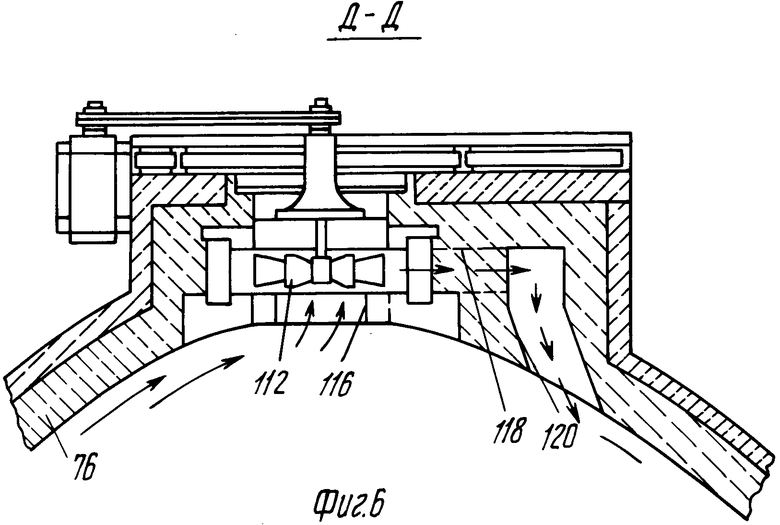
Обеспечение однородности газовой атмосферы также способствуют вентиляторы 112 (фиг.1, 5 и 6), предпочтительно центробежные, установлены в наружной боковой стенке 76 выше пода 66 карусельной цементационной печи 30. Каждый вентилятор расположен во входе 116 туннеля 118, выполненного в огнеупорном материале боковой стенки 76, и направляет поток к выходу 120, отнесенному от входа 116 на расстояние по окружности боковой стенки 76, например, составляющее около 4 футов (1,2 м). Как показано на фиг.6, выходы 120 могут быть расположены под углом, чтобы способствовать созданию круговой составляющей потока газовой атмосферы, предпочтительно в направлении, противоположном направлению вращения пода 66. Этот противопоток газов, когда они движутся от выхода одного воздуховода агрегата к входу следующего воздуходувного агрегата (не "держась", однако наружной боковой стенки 76), способствует полному перемешиванию газов в цементационной камере 69 и обеспечивает хороший контакт между деталями и свежей, обогащенной углеродом газовой атмосферы.
Когда цементация деталей в поддоне в печи 30 приближается к завершению, под 66 поворачивают таким образом, чтобы расположить поддон на позиции 94 выгрузки. После этого открывают дверцы 124 в соединительной зоне 126 между цементационной печью 30 и диффузионной печью 32 и толкают поддон с деталями на заранее выбранную позицию в кольцевой рабочей камере 128 карусельной диффузионной печи 32 посредством закрытого цепного толкателя 130 с приводом от электродвигателя, который (толкатель) взаимодействует с подходящим позиционером 131 для поддонов в центральном отверстии 133 тороида диффузионной печи 32. Поскольку цементационная печь 30 выполнена в форме тороида, ее центральное отверстие 132 обеспечивает возможность установки и работы толкателя 130 в этом открытом пространстве. Это позволяет избежать необходимости использования вытягивающих механизмов в горячей соединительной зоне (горловине) 126 между печами 30 и 32.
Тороидальная форма также облегчает разделение печи 30 на зоны, как описано выше, для обеспечения улучшенного регулирования температуры в кольцевой камере 69 печи.
Является предпочтительным, чтобы дверцы 124 между печами 30 и 32 были двухдверного типа, подобного описанным выше двойным дверцам 61 между печью 22 предварительного нагрева и цементационной печью 30. Это двухдверное устройство предотвращает перемешивание разных газовых атмосфер печей 30 и 32, в частности, когда дверцы 124 открыты для транспортирования деталей в диффузионную печь 32.
Карусельная диффузионная печь 32 и карусельная уравнительная печь 34 подобны по конструкции цементационной печи 30, но обычно имеют меньше камер, чем печь 30, например, могут иметь восемь позиций для поддонов, вместо четырнадцати, которые могут быть предусмотрены в цементационной печи 30. Это возможно потому, что время нахождения деталей в печах 32 и 34 значительно короче, чем время пребывания их в цементационной печи 30, и следовательно, требуется меньше мест для поддонов для обработки такого же числа деталей, какое обрабатывается в цементационной печи 30. Конечно, каждая из печей 30, 32 и 34 или все они могут работать с производительностью ниже максимальной, и может быть желательным оставлять некоторые места для поддонов пустыми для разделения поддонов, содержащих разные типы деталей.
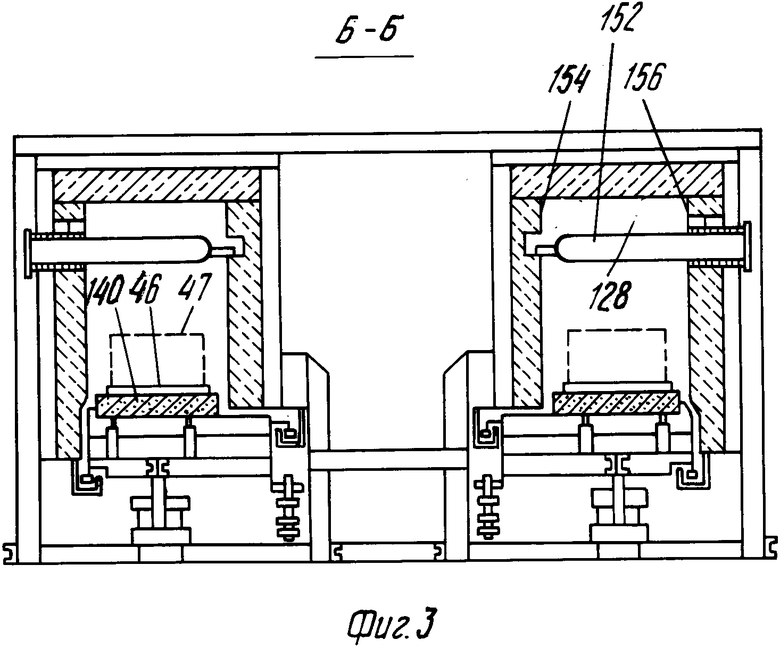
Диффузионная печь 32 содержит вращающийся под 140 и две зоны 144 регулирования температуры, каждая из которых снабжена датчиком 146 температуры и установленным на своде вентилятором 148 для обеспечения однородности газовой атмосферы. В предпочтительной печной системе 20, показанной на фиг.1, рабочая камера 128 карусельной диффузионной печи 32 имеет две зоны 144, каждая из которых снабжена одним сводовым вентилятором 148 радиального типа. Диффузионная печь 32 служит для регулирования содержания углерода в наружных слоях деталей и обычно обеспечивает равномерное содержание углерода от поверхности деталей до заданной глубины. Для этой цели в диффузионной печи 32 создают посредством генератора эндотермического газа, к которому добавляют обогащающий углеродом газ, газовую атмосферу с несколько более низким содержанием углерода, чем в цементационной печи 30 (например 0,9%). Требуемый уровень углерода поддерживают посредством подходящего анализатора-регулятора атмосферы, который может содержать зонды для определения содержания кислорода. Для поддержания заданной температуры диффузии (например, 1700 F, т.е. 927оС) предусмотрены радиационные трубы 152 (фиг.3), проходящие между внутренней и наружной боковыми стенками 154 и 156.
Диффузионная печь 32, подобно цементационной печи 30, позволяет одновременно обрабатывать вместе с диффузионной камерой 128 детали, требующие разного времени диффузии, поскольку ее под имеет 140 имеет перемещать (по требованию) поддоны с деталями с любой позиции в печи 32 к месту выгрузки. Таким образом, после завершения термической обработки в диффузионной печи 32 выбранных деталей в течение заданного времени под 140, вращаясь, перемещает поддоны, содержащие детали, на позицию 158 выгрузки, совмещенную с дверным проемом, ведущим в уравнительную печь 34, а также расположенную на одной линии с имеющим привод от электродвигателя закрытым цепным толкателем 162, установленным в центральном отверстии 133, образованном тороидом диффузионной печи 32. После этого открывают сдвоенные дверцы 168, аналогичные сдвоенным дверцам 124 между цементационной печью 30 и диффузионной печью 32, и толкают поддон в уравнительную печь 34.
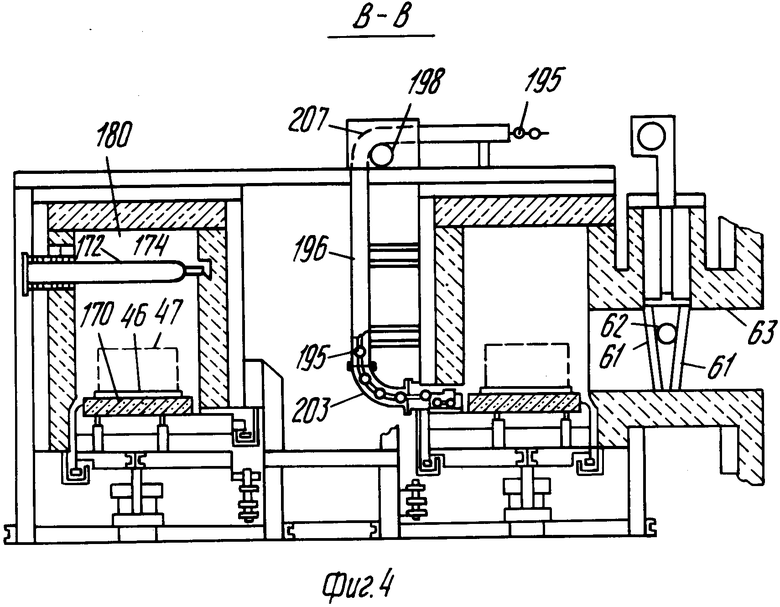
Уравнительная печь 34 конструктивно подобна карусельным печам 30 и 32 и содержит (фиг.3) вращающийся под 170, радиационные трубы 172 и средства (не показаны) для поддержания регулируемой обогащенной углеродом (например, 0,9% ) газовой атмосферы в рабочей камере 174 печи. Один или несколько вентиляторов 176 радиального типа проходят сквозь свод 180 и служат для того, чтобы способствовать обеспечению однородности газовой атмосферы в камере 174 уравнительной печи, причем уравнительная печь имеет две зоны регулирования температуры, каждая из которых снабжена датчиком 178 температуры. Кроме того, уравнительная печь 34 имеет три выхода 186, 187 и 188, позволяющие при необходимости производить различные операции закалки и охлаждения. Уравнительная печь 34 служит, таким образом, в качестве транспортного устройства, обладающего большой гибкостью в перемещении деталей на различные позиции закалки. Она служит также для снижения температуры деталей от температуры диффузии до заданного уровня (например, 1540 F, т.е. 837оС) перед закалкой и для повторного нагрева, вновь подаваемых в уравнительную печь 34 из камеры 202 медленного охлаждения вблизи выхода 187.
Как показано на фиг,1. в центральном отверстии 189, образованном тороидальной уравнительной печью 24, установлено три закрытых цепных толкателя 190, 191 и 192 с приводом от электродвигателя, совмещенных соответственно с тремя выходами 187, 187 и 188 уравнительной печи 34. В отверстии 189 расположены также два позиционера 193 и 194 для поддонов, предназначенные для того, чтобы способствовать правильному позиционированию поддонов, проталкиваемых в уравнительную камеру 174 из карусельной диффузионной печи 32 или возвращаемых из камеры 202 медленного охлаждения, совмещенной с выходом 187 уравнительной печи 34.
Для максимального уменьшения величины отверстия 189 тороида толкатели 190, 191 и 192 предпочтительно устанавливают таким образом, чтобы части труб 196, вмещающих цепи, и звездочки 198, приводящие в движение "жесткие" цепи 195 были расположены вертикально (см.фиг. 4), а не горизонтально, как закрытые цепные толкатели 48 и 65, связанные с печью 22 предпочтительного нагрева. Таким образом, при вращении звездочек 198 толкателей 190, 191 и 192, например, посредством установленных на своде электродвигателей, цепи 195 движутся горизонтально в камеру 174 уравнительной печи и из этой камеры по 90о изгибам 203 и 207 и по вертикали и горизонтали в их держателях 196. Толкатели 130 и 162 карусельных печей 30 и 32 тоже установлены в вертикальном положении.
Как показано на фиг.1, один выход 186 уравнительной печи 34 отделен посредством дверцы 199 от элеваторного устройства 200 для закалки окунанием традиционного устройства, содержащего элеватор, который опускает детали в бак, содержащий закалочную среду, например, масло, и затем поднимает их для дальнейшей обработки после закалки. Детали, повернутые на позицию против выхода 186 уравнительной печи 34, перемещают посредством закрытого цепного толкателя 190 с приводом от электродвигателя на элеватор закалочного устройства 200. Детали опускают и подвергают закалке окунанием, а затем поднимают и перемещают на линию 201 для транспортировки после закалки.
Для того, чтобы переместить детали, подлежащие медленному охлаждению, например, до температуры примерно 700-800 F (371-427оС) поворачивают под 170 уравнительной печи 34 на позицию вблизи выхода 187, расположенного перед двухпозиционной камерой 202 медленного охлаждения. Поднимают единственную соединительную внутреннюю дверцу 204 и перемещают поддон посредством закрытого цепного толкателя 101 с приводом от электродвигателя на одну из двух позиций в камере 202 медленного охлаждения. Затем поддон поднимают посредством подъемного механизма в положение медленного охлаждения, где охлаждение может быть осуществлено посредством водоохлаждаемых плит, окружающих наружную верхнюю часть камеры медленного охлаждения и посредством газовой атмосферы, циркуляцию которой производят посредством двух установленных на своде осевых вентиляторов 205. Предусмотрены два места для поддонов, в результате чего поддон, находящийся на "переднем" или "заднем" месте, может быть в любое время опущен и перемещен посредством толкателя 206 обратно в уравнительную печь 34 для повторного нагрева, за которым следует закалка или другой цикл медленного охлаждения. Поддоны могут быть также переданы непосредственно из камеры 202 медленного охлаждения на линию 210 возврата поддонов посредством закрытого цепного толкателя 208, который удаляет поддон с задней позиции камеры 202. Любой из двух медленно охлаждаемых поддонов может быть удален указанным образом.
Детали, возвращенные в уравнительную печь 34, повторно нагревают в уравнительной камере 174, а затем закаливают либо в устройстве 200 для закалки окунанием, либо в устройствах 212 для закалки под прессом, которые загружают вручную деталями, удаленными из камеры 214 выдержки деталей для закалки под прессом. Камера 214 соединена с уравнительной печью 34 в области выхода 188 и детали в нее подают, открыв дверцу 216 и переместив их посредством закрытого цепного толкателя 192 с приводом от электродвигателя. Устройство 212 для закалки под прессом, содержащие зажимные приспособления для прочного зажатия деталей при подводе закалочной среды, используют для закалки деталей, слишком склонных к короблению при обработке в устройстве 200 для закалки окунанием.
Камера 214 выдерживания деталей для закалки под прессом предпочтительно содержит радиационные трубы, проходящие в поперечном ее направлении выше пода и служащие для доведения температуры деталей до выбранного уровня, например, около 1540 F (837оС) и ее заполняют обогащенной углеродом газовой средой с содержанием углерода, равным или чуть ниже содержания углерода в атмосфере уравнительной печи 34. Камера 214 может иметь два места для поддонов, содержащих разные типы деталей, например, одно место 218 для уложенных в стопу зубчатых колес и другое место 220 для валов. Доступ к месту 218 обеспечен через дверцу 222 типа вертикальной стенки, подвижной в пазах, а к месту 220 через вертикальной подвешенную дверцу 224 салонного типа. Разные дверные конструкции обеспечивают хороший доступ к конкретным деталям при максимальном уменьшении проникновения воздуха в камеру 214 выдержки во время периодического открывания дверец 222 и 224.
После закалки детали транспортируют через другие традиционные составные части линии 20 для обработки после закалки. Детали, прошедшие закалку под прессом, вновь загружают в поддоны, которые были охлаждены посредством небольшого вентилятора 230, установленного на позиции 232 охлаждения поддонов при закалке, и затем перемещают по транспортной линии 202 посредством подходящих транспортных механизмов, таких, как штанговые транспортеры с собачками.
Как показано на фиг. 1 закаленные детали пропускают в порядке их поступления на послезакалочную позицию 234 через промывочную (и, возможно, полоскательную ванну(ы), 236 и затем (но не обязательно) через отпускную печь 24. Печь 24 может представлять собой электронагревательную или газовую печь прямоугольного сечения, в которой детали повторно нагревают, например, до температуры около 300 F (149оС) для снятия напряжений и для уменьшения твердости и увеличения пластичности. При необходимости детали вручную рихтуют на позиции 240 вблизи выхода 242 отпускной печи 24. Может быть предусмотрена электронагревательная камера 244 с имеющей ручное управление дверцей для удаления деталей, предназначенная для того, чтобы держать детали горячими (например, при температуре около 300 F, т.е. 149оС) перед рихтовкой). Во время транспортировки деталей в зону 38 загрузки-выгрузки может быть выполнена добавочная операция, состоящая в удалении деталей из зажимных приспособлений, в которых они зажаты. Для уменьшения до минимума коробления поддонов используют позицию 246 кантования (опрокидывания) поддонов. На позиции дробеструйной обработки (не показана) может быть выполнена очистка деталей.
Всей линией 20 управляют из оборудованного вычислительного машиной центра 250 управления, который имеет набор различных хранимых в памяти команд для управления многочисленными дверцами, толкателями и вращающимися подами различных печей, включенных в линию, и для задания температур в печах и содержаний углерода в атмосфере печей. Центр 250 управления соединен также с кодирующими устройствами связанными с приводными механизмами 92 каждой карусельной печи, для того, чтобы следить за положением и условиями обработки каждого поддона с деталями в каждой из карусельных печей. Непрерывное слежение за деталями позволяет осуществить немедленное определение местонахождения каждого поддона в печной системе в случае остановки, а также позволяет накапливать данные о характере протекания процесса обработки для каждой детали, что облегчает контроль качества.
Размеры карусельных печей 30, 32 и 34 линии 20 выбраны такими, чтобы можно было легко установить толкатели и позиционеры для поддонов в центральном отверстии тороида с обеспечением доступа в центральное отверстие для технического обслуживания и образовать рабочие камеры печей с размерами, достаточными для обработки поддонов с деталями и для обслуживания печей. Каждая из карусельных печей в соответствии с настоящим изобретением может, например, иметь минимальный диаметр центрального отверстия около пяти футов (1,52 м) и общий диаметр до примерно тридцати футов (9,14 м), хотя, как было упомянуто выше, диффузионная печь 32 и уравнительная печь 34 предпочтительно имеют наружные диаметры, несколько меньше, чем наружный диаметр цементационной печи. Типичный размер поддона может составлять примерно 30 дюймов квадратных (193,5 см2), а типичная скорость вращения пода карусельных печей во время работы равна примерно одному обороту в минуту. Эта относительно высокая скорость делает ненужным вращение пода в двух направлениях во время выполнения технологического процесса и способствует обеспечению одинаковой термической обработки деталей. В течение цикла обработки детали могут оставаться в цементационной печи 30 примерно 7-15 ч, а в диффузионной печи 32 и в уравнительной печи 34 около 1 1/2-4 ч в каждой, в зависимости от типа деталей, подлежащих термической обработке, и толщины полезного диффузионного цементованного слоя.
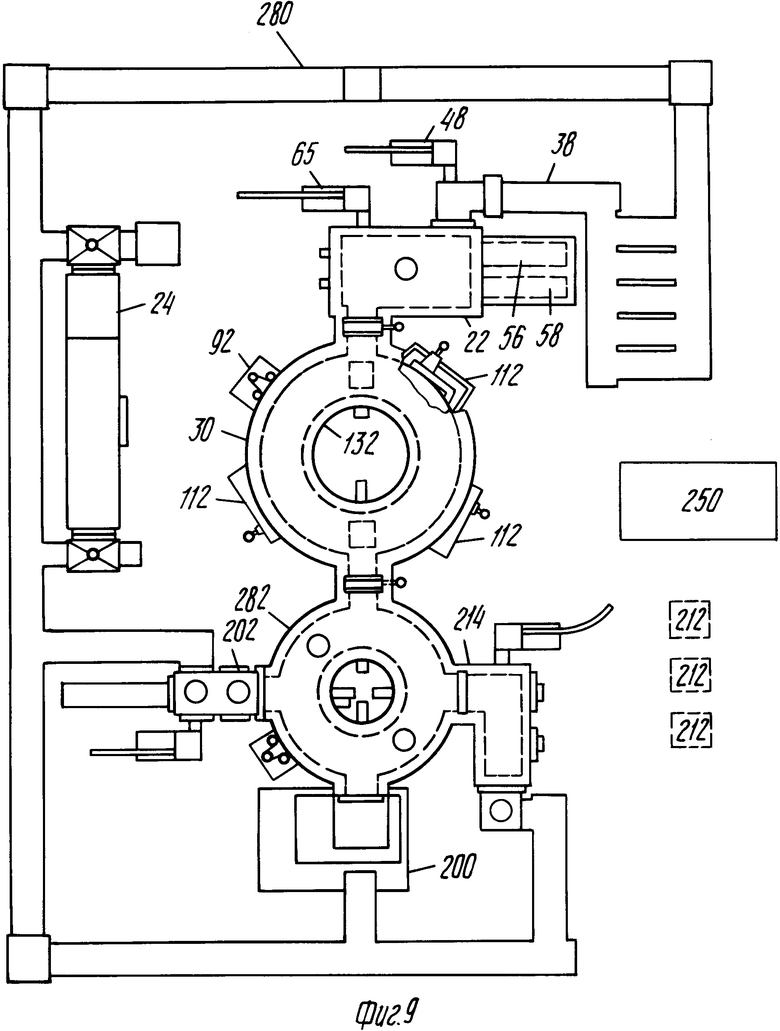
На фиг.9 показан вид сверху альтернативного варианта осуществления настоящего изобретения, причем печи и другие части линии обозначены теми же номерами позиций, что использованы для обозначения соответствующих элементов вышеописанной линии 20. Линия 280, показанная на фиг,9, отличается от линии 20 тем, что не имеет отдельной диффузионной печи, потому что и диффузионную и уравнительную операции обработки производят вместе в одной карусельной печи 282. Детали, не требующие диффузии в печи, отдельной от диффузионно-уравнительной печи 282, могут быть легко обработаны в 280 с двумя карусельными печами за меньшее общее время и с более низкими затратами, чем в описанной выше линии 20, но при всех других преимуществах и гибкости системы с тремя карусельными печами.
Линии, раскрытые в данном описании и показанные на чертежах, являются предпочтительными вариантами осуществления настоящего изобретения, допускающими внесение в них различных изменений в пределах существа и объема изобретения. Изобретение охватывает все варианты его осуществления и их эквиваленты в пределах объема следующей ниже формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Закалочный бак | 1981 |
|
SU1071647A1 |
| Вакуумная электропечь непрерывного действия для термообработки | 1980 |
|
SU916932A1 |
| КОЛЬЦЕВАЯ КОНВЕЙЕРНАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2131569C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1988 |
|
SU1831886A3 |
| Карусельная электропечь для термообработки мелких деталей | 1979 |
|
SU857683A1 |
| Безмуфельный агрегат | 1990 |
|
SU1770705A1 |
| Автоматическая линия для химикотермической обработки деталей | 1979 |
|
SU792056A1 |
| БИБЛИОТЕКА J | 1972 |
|
SU327257A1 |
| ПЕЧЬ ДЛЯ НЕПРЕРЫВНОЙ ЦЕМЕНТАЦИИ ГАЗАМИ ИЛИ ПРОДУКТАМИ ПИРОЛИЗА ГАЗОВ | 1937 |
|
SU52488A1 |
| Автоматизированная линия для комплек-СНОй ТЕРМичЕСКОй ОбРАбОТКи | 1979 |
|
SU846584A1 |


Изобретение относится к линиям для термообработки деталей (Д). Линия 20 непрерывного действия содержит по крайней мере две последовательно соединенные карусельные (К) печи (П) К цементационная П 30, К уравнительная (УП) 34 и К диффузионная П 32, установленная между цементационной и УП, позволяющая выгружать поддоны 46 с 47 из любого места в любое время путем подходящего поворота пода (П) и одновременно обрабатывать в каждой КПД с разным временем цикла обработки. Каждая КП тороидальной формы содержит один или несколько толкателей 56 с закрытой (заключенной в держатель) цепью, установленных в вертикальном положении в центральном пространстве (отверстии), причем цементационная П разделена на несколько зон и содержит настенные вентиляторы 44 для равномерного по окружности регулирования газовой атмосферы в кольцевой камере П. Два разных закалочных устройства 200 и 214 в устройство 202 для медленного охлаждения вблизи нескольких выходов 186, 187, 188. УП позволяют использовать для выбранных деталей разные процессы охлаждения и закалки, причем можно также возвращать Д из устройства для медленного охлаждения в УП для повторного нагрева. 15 з.п. ф-лы, 9 ил.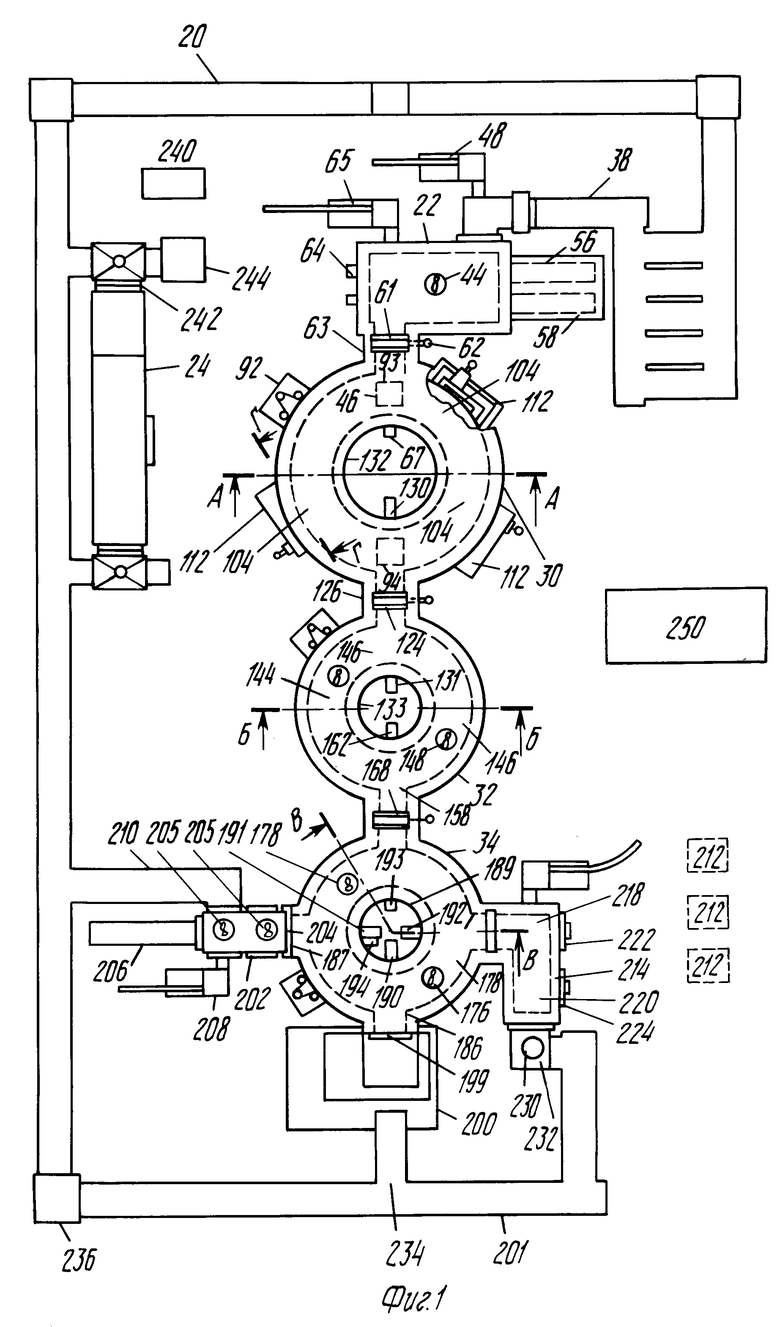
| Патент США N 3662996, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
