Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении изделий, имеющих лезвия.
Известен способ изготовления лезвийных деталей для сельскохозяйственных и др. машин путем пластического формоизменения листовой заготовки в ковочных вальцах, при котором подготовленную заготовку устанавливают относительно формообразующего элемента и подвергают ее пластическому формоизменению [1]
Недостатки этого способа заключаются в образовании заусенцев по кромке лезвий и в недооформлении лезвий из-за разброса толщины исходной заготовки, что предопределяет применение таких дополнительных операций как обрезка заусенцев, так и по заточке лезвий.
Известен способ вальцевания лезвий на листовых заготовках, при котором устанавливают отклонение линейных размеров заготовки от номинальных и в соответствии с этим корректируют положение заготовки относительно калибров, установленных на поворотных элементах, размещенных в основании, после чего осуществляют пластическое формообразование [2]
Этому способу присущи те же недостатки, что и аналогу из-за того, что формообразование деталей осуществляют без учета упругого пружинения устройства от усилия вальцевания.
Технический результат, достигаемый при использовании изобретения, заключается в повышении качества изделий путем устранения влияния колебаний размеров исходной заготовки и силовых параметров вальцевания изделий и в снижении трудоемкости изготовления лезвийных изделий.
Отмеченный технический результат данного способа вальцевания лезвий на листовых заготовках обеспечивается, во-первых, тем, что при его осуществлении предложено предварительно определять требуемое усилие вальцевания, в соответствии с которым уменьшают установленное межосевое расстояние нажимных элементов на величину упругого деформирования основания и поворотных элементов с последующей корректировкой его в сторону увеличения или уменьшения при толщине заготовки соответственно больше или меньше номинального значения на установленную величину отклонения.
Известно устройство для вальцевания лезвий на листовых заготовках, содержащее калибры, размещенные оппозитно в зоне нажимного элемента на поворотных рычагах, закрепленных с помощью шарнирных опор на основании [3]
В предлагаемом устройстве основание выполнено в виде замкнутой силовой рамы О-образного сечения, причем устройство снабжено узлом изменения межосевого расстояния рычагов посредством клиновой пары, размещенной в полости силовой рамы за одной из шарнирных опор.
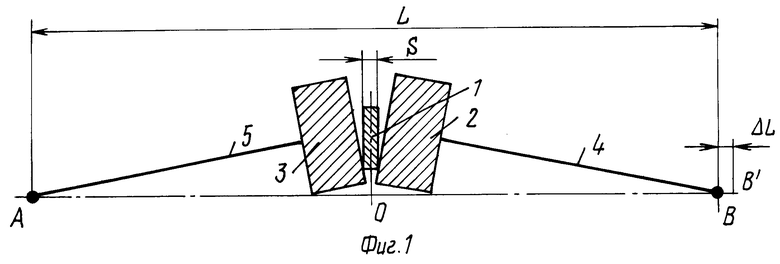
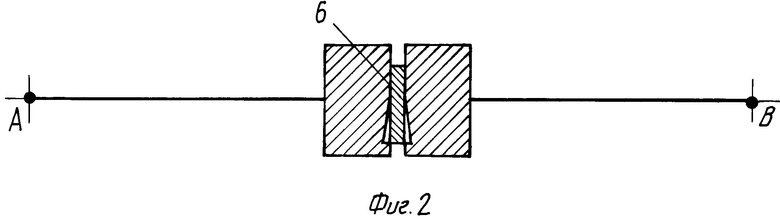
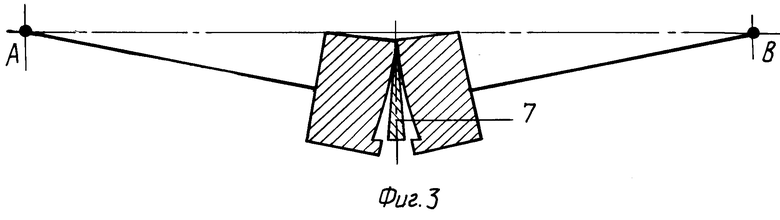
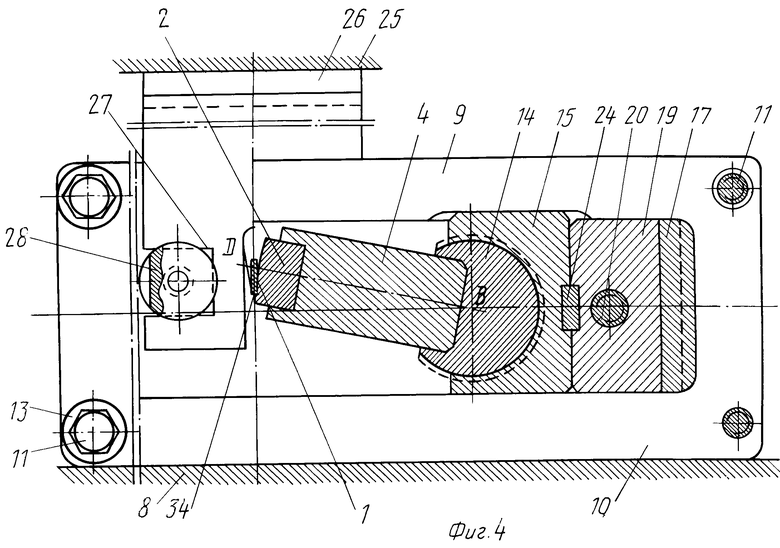
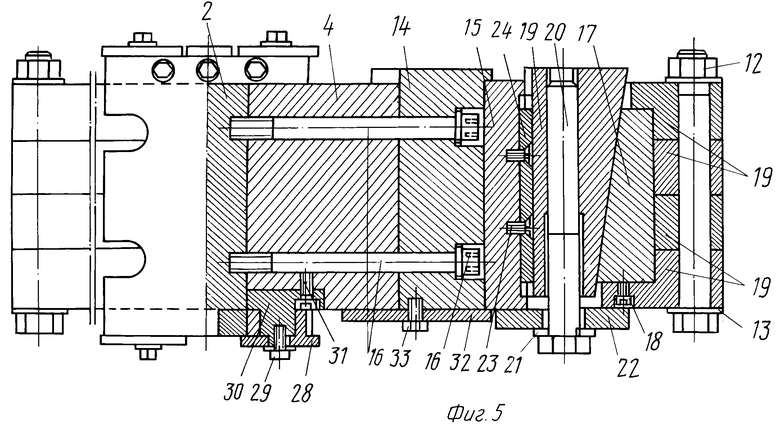
На фиг.1, 2 и 3 представлены схемы вальцевания лезвий на различных этапах вальцевания: в исходном положении, в промежуточный момент вальцевания и по окончании процесса вальцевания соответственно; на фиг.4 устройство, вид спереди (слева) и продольное его сечение (справа); на фиг.5 то же, вид сверху (слева) и сечение по СВД (справа).
Листовую заготовку 1 подвергают вальцеванию при помощии калибров 2 и 3 и поворотных рычагов 4 и 5, поворачивающихся относительно осей А и В, в результате чего сначала получают полуфабрикат 6, а затем изделие 7.
Устройство для вальцевания лезвий на кромках листовых заготовок включает следующие детали и узлы:
на столе 8 закреплено основание, выполненное в виде рамы 9, состоящей из четырех плит 10, скрепленных болтами 11 с гайками 12 и шайбами 13. Внутри рамы 9 размещены два поворотных рычага 4 и 5, концевые участки которых снабжены соответственно калибрами 2 и 3, а также цилиндрическими опорами 14 с водилами 15, совместное крепление которых обеспечено болтами 16. В правой части рамы 9 установлена клиновая пара, состоящая из неподвижного клина 17, укрепленного в раме 9 болтом 18, а также из подвижного клина 19, взаимодействующего своей резьбовой частью с регулировочным болтом 20, конец которого через шайбу 21 соединен с кольцом 22. Между подвижным клином 19 и водилом 15 в шпоночной канавке укреплена винтами 23 шпонка 24. К ползуну пресса 25 прикреплен П-образный кронштейн 26, в стойках которого выполнены прямоугольной формы вырезы 27, предназначенные для размещения в них четырех втулок 28 с болтами крепления 29 к шкворням 30, которые в свою очередь прикреплены к поворотным рычагам 3 и 4 болтами 31. Ограничительная планка 32 прикреплена болтом 33.
Устройство работает следующим образом.
В исходном положении (см. фиг.4) ползун пресса 25 вместе с кронштейном 26 находится в крайнем верхнем положении, в результате чего поворотные рычаги 4 и 5 с калибрами 2 и 3 образуют створ, что позволяет на отростки 34 калибров 2 и 3 установить листовую заготовку 1.
Включение рабочего хода пресса приводит к опусканию ползуна 25 с кронштейном 26. Усилие пресса, передаваемое через втулки 28 и шкворни 30 на поворотные рычаги 4 и 5, по мере поворота последних приводит к формообразованию заготовки 1 (фиг.1) сначала в полуфабрикат 6 (фиг.2), а затем в изделие 7 (фиг.3) в соответствии с рабочими поверхностями калибров 2 и 3. Окончание формообразования изделия 7 сопровождается дальнейшим опусканием ползуна пресса 25 с кронштейном 26 и поворотом рычагов 4 и 5 с калибрами 2 и 3, что позволяет освободить изделие 7 от воздействия усилий со стороны калибров 2 и 3 и удалить изделие 7 из рабочей зоны устройства.
Обратный ход пресса сопровождается подъемом поворотных рычагов 4 и 5 вместе с калибрами 2 и 3 в исходное положение (согласно фиг.1 и 4), после чего возможно осуществление следующего цикла вальцевания изделия. В связи с тем, что создание требуемого усилия Р вальцевания на оппозитно размещенных калибрах 2 и 3 сопровождается упругим деформированием как рычагов 4 и 5 с взаимодействующими с ними соответствующими элементами конструкции, так силовой рамы 9, необходима оценка значений и учет их величин.
Полное удлинение рамы 9 Δ Lс.р. под действием усилия вальцевания Р зависит от длины рамы Lс.р., модуля упругости Е и площади поперечного сечения рамы Fс.р. и устанавливается по формуле
ΔLс.р (1) причем упругое деформирование рамы 9 сопровождается упругим сжатием рычагов 4 и 5 и Δ Lрыч. и контактирующими с ними элементов конструкции,
(1) причем упругое деформирование рамы 9 сопровождается упругим сжатием рычагов 4 и 5 и Δ Lрыч. и контактирующими с ними элементов конструкции,
ΔLрыч (2)
(2)
Таким образом составляющая упругого деформирования устройства Δ Lусбудет
ΔLус=ΔLс.р+ΔLрыч +
+  (3)
(3)
Учет этой величины в устройстве обеспечивается изменением межосевого расстояния поворотных рычагов 4 и 5 с калибрами 2 и 3 АВ на величину Δ L ВВ' и если исходная толщина S заготовки 1 соответствует номинальному значению, то установленное межосевое АВ расстояние с поправкой на упругое деформирование устройства Δ Lус обеспечит изготовление детали 7 с заданными геометрическими параметрами.
Практически же заготовка 1 имеет отклонение по толщине Δ S в пределах ± 10% которое следует
либо вычесть из Δ Lус в случае, если толщина заготовки больше номинального значения на величину Δ S, т.е. принять итоговое изменение межосевого расстояния на величину
ΔL= ΔLус-ΔS  +
+  ΔS (4) либо прибавить к Δ Lус величину Δ S при фактической толщине заготовки S меньше ее номинального значения на величину Δ S, т.е. принять
ΔS (4) либо прибавить к Δ Lус величину Δ S при фактической толщине заготовки S меньше ее номинального значения на величину Δ S, т.е. принять
ΔL=ΔLус+ΔS=  +
+  + ΔS (5)
+ ΔS (5)
П р и м е р осуществления предложенного способа вальцевания при изготовлении ножа из стали при S 2 мм и Δ S 0,2 мм, причем потребное усилие вальцевания Р 200 тнс.
С учетом того, что площадь поперечного сечения силовой рамы 9 Fс.р.= 2.(5.17)170 см2 170000 мм2, длина рамы Lс.р.=600 мм, а площадь поперечного сечения рычагов 4 и 5 Fрыч. 7.17 119 см2 11900 мм2 и длина их с контактируемыми деталями Lрыч. 600 мм при модуле упругости силовых стальных деталей Е 2,1.104 кгс/мм2, то согласно (4) имеют L
L
 +
+  0,2
0,2
Для того, чтобы задать предварительное уменьшение межцентрового расстояния с АВ' до АВ, т.е. на величину Δ L 0,616 мм, необходимо при помощи клиновой пары с углом клина α 10о (tg α30/160 0,187) переместить ось поворотного рычага 4 на величину Δ L 0,616 мм, что обеспечивается перемещением регулировочного винта 19 на величину
lклина

 3,3 мм
3,3 мм
Для регулировочного винта 19 с резьбой М20 х 3 необходимо от номинального положения рычагов 4 и 5, соответствующего межосевому расстоянию АВ, вращением регулировочного винта 20 обеспечить перемещение подвижного клина 19 вместе с водилом 15, цилиндрической опоры 14, рычага 4 с калибром 2 на Lклин. 3,3 мм посредством поворота регулировочного винта 20 на 396о, т.е. на 1,1 оборота.
Указанный прием предварительного изменения межосевого расстояния с АВ' на АВ следует осуществлять после установки рычагов 4 и 5 в номинальное положение, когда Δ L 0.
Это обеспечивается тем, что вместо заготовки 1 в створ между калибрами 4 и 5 устанавливается эталонная плитка толщиной 2 мм, после чего вращением регулировочного винта 19 обеспечивается сближение рычагов 4 и 5 до "закусывания" этой плитки, а соответствующее положение винта принимается за номинальное ( Δ L 0).
Аналогично производится настройка устройства на вальцевание лезвий на кромках листовых заготовок других толщин (например, для S 3, 4, 5 мм) и механических свойств исходного материала.
Опробирование и внедрение установки на одном из заводов отрасли обеспечило высококачественное, производительное и практически безотходное серийное изготовление семи типоразмеров ножей для разделки мясных туш и птицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2195382C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ И ПРИЗМАТИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2166398C2 |
| УСТРОЙСТВО ДЛЯ УДАРНОЙ ШТАМПОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2102175C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВЫПУКЛО-ВОГНУТЫМ РЕЛЬЕФОМ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2074781C1 |
| ПЕРЕМЕШИВАЮЩЕЕ УСТРОЙСТВО | 1993 |
|
RU2082488C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030934C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНЦЕВОГО УЧАСТКА ТРУБЫ | 1994 |
|
RU2104112C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ КОНЦЕВОГО УЧАСТКА ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2104111C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении, например, ножей для разделки мяса. В данном способе вальцевания лезвий на кромках листовых заготовок устанавливают отклонения линейных размеров заготовки от номинальных. В соответствии с ними корректируют положение заготовки относительно размещенных в раме поворотных рычагов с кабибрами для пластического формоизменения заготовки. Это предваряют определением требуемого усилия вальцевания, в соответствии с которым устанавливают межосевое расстояние рычагов, уменьшают на величину упругого деформирования рамы и поворотных рычагов с последующей корректировкой его в сторону увеличения или уменьшения. При этом толщина заготовки соответственно больше или меньше номинального значения на установленную величину отклонения. Устройство для осуществления способа вальцевания лезвий на листовых заготовках содержит нажимной элемент с двумя поворотными рычагами и калибрами для формообразования заготовки, шарнирно укрепленными в раме своими концевыми участками, в котором формообразующие калибры размещены оппозитно на поворотных рычагах в зоне нажимного элемента в виде кронштейна с изменением межосевого расстояния рычагов посредством клиновой пары, размещенной за одной из цилиндрических опор внутри сквозной полости замкнутой силовой рамы О-образного сечения. 2 с.п. ф-лы, 5 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Заявка ФРГ N 3431908, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

