Изобретение относится к обработке металлов давлением, в частности к способам высадки утолщений сложной конфигурации на стержневых заготовках, и может быть использовано для изготовления компрессорных и турбинных лопаток.
Целью изобретения является повыше
ние точности и снижение трудоемкости изготовления заготовок типа стержня с голов.кой, имеющей неперпендикулярные к оси стержня торцовые поверхности.
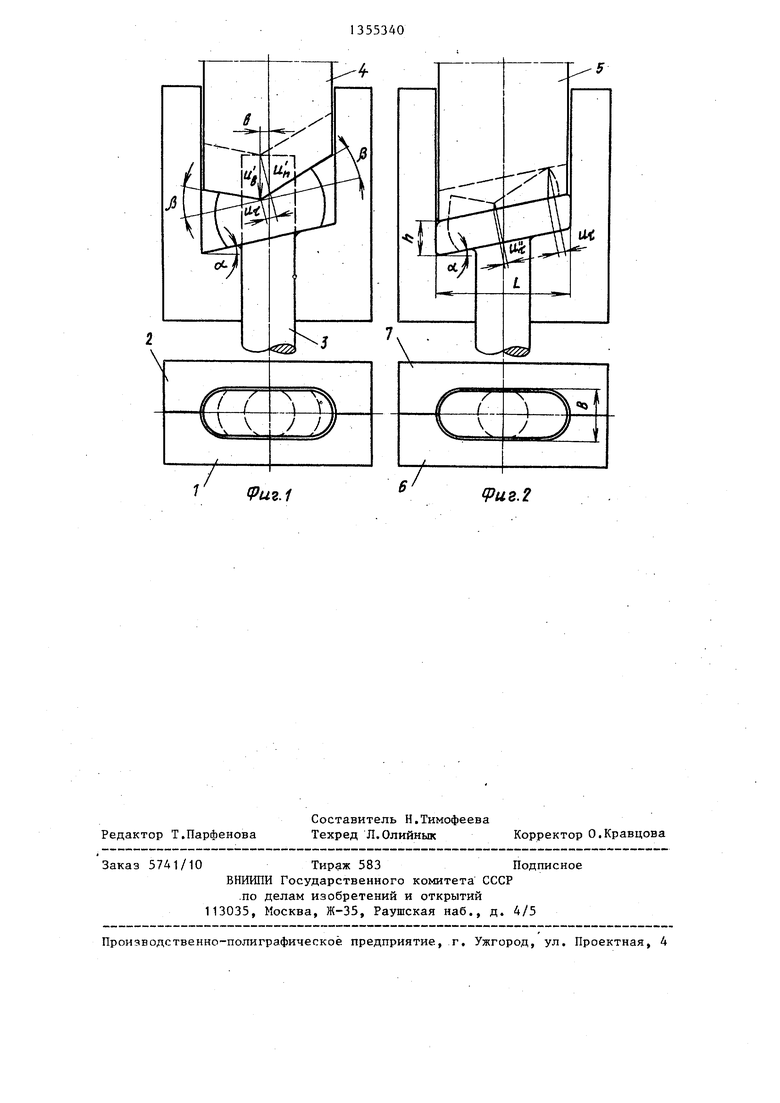
На фиг.1 изображен штамп предвари тельного формовочного перехода i| на фиг.2 - то же, окончательного перехода.
Способ осуществляют следующим об- ра зом.
Часть стержневой заготовки зажимают двумя полуматрицами 1 и 2. Свободный конец заготовки 3 предварительно деформируют пуансоном 4 с фасонной торцовой рабочей поверхностью образованной двумя пересекающимися плоскостями, линия пересечения кото- рых смещена относительно оси заготовки на величину Ь определяемую выражением
тем . , - -,
ь . b.. . вм|-,)-,.
где
h d
L
oi 35
40
высота высаживаемой головкиi диаметр высаживаемой головки; длина и ширина высаживаемой головки в плане; угол наклона торцовой поверхности головки относительно плоскости, перпендикулярной оси заготовки.
Грани торца пуансона наклонены к торцовой поверхности головки высаживаемой детали под углом j, превьшаю- щим угол трения на 2-3°.
Окончательную высадку осуществляют пуансоном 5 с плоской рабочей поверх- 45 ностью в полуматрицах 6 и 7.
Полное перемещение любой точки контактной поверхности пуансона 4 (например, линии U пересечения плоскостей) в результате деформации на предварительном переходе может быть разложено на нормальную (U) к торцовой поверхности матрицы и тангенциальную (и) составляющие. Состав50
Пластический сдвиг верхнего торца высаживаемой заготовки относительно нижнего на величину а обуславливает неравенство потоков металла в направлении уклона и в противоположном направлении. Так как нижняя торцовая поверхность головки не смещается относительно оси заготовки за счет ее защемления матрицами, можно считать, что осредненная по высоте заготовки граница раздела потоков металла смещена относительно оси заготовки на величину а/2. Для устранения описанной асимметрии потоков металла линия пересечения плоскостей, разделяющая очаг деформации на зоны с противоположным направлением течения металла, смещена на величину а/2.
Величина этого смещения, отсчитываемая в перпендикулярном оси заготовки направлении, связана с велио
чиной а/2 соотношением b -cost 6.
Выражая объем V высаживаемой части заготовки через параметры L, В и h, получают величину b, выраженную через размеры высаживаемой заготовки.
И р и м е р. В качестве исходной использовалась заготовка из свинца диаметром d 20 мм (соответствует диаметру зажимного канала матрицы) с длиной высаживаемой части 47 мм. Высадка производилась при комнатной
ляющая и определяет величину боково- gg температуре на универсальной испыта- го смещения верхней .контактной по- тельной машине УЮ-10ТМ усилием верхности относительно нижней. Ана- 100 кН.
логичный сдвиг верхней контактной В первом, предварительном перехо- поверхности относительно нижней про- де заготовка, зажатая в матрице,
g
25
0
30
35
40
45
50
исходит- и при окончательной высадке.
Для точки, лежащей на линии пересе,, чения плоскостей, это величина U ,
а для крайней правой - U. Таким образом, суммарная величина бокового смещения верхнего торца заготовки относительно нижнего определяется величиной ее суммарного обжатия за два перехода. На основании приведенных пояснений и геометрических соображений полная величина смещения определяется формулой
.,4V , , . а h) sinci,
где V - объем высаживаемой части за- готовки (полости штампа),
d - диаметр зажимного отверстия матрицы;
h - высота получаемого утолщения
(полости штампа).
Пластический сдвиг верхнего торца высаживаемой заготовки относительно нижнего на величину а обуславливает неравенство потоков металла в направлении уклона и в противоположном направлении. Так как нижняя торцовая поверхность головки не смещается относительно оси заготовки за счет ее защемления матрицами, можно считать, что осредненная по высоте заготовки граница раздела потоков металла смещена относительно оси заготовки на величину а/2. Для устранения описанной асимметрии потоков металла линия пересечения плоскостей, разделяющая очаг деформации на зоны с противоположным направлением течения металла, смещена на величину а/2.
Величина этого смещения, отсчитываемая в перпендикулярном оси заготовки направлении, связана с велио
чиной а/2 соотношением b -cost 6.
Выражая объем V высаживаемой части заготовки через параметры L, В и h, получают величину b, выраженную через размеры высаживаемой заготовки.
И р и м е р. В качестве исходной использовалась заготовка из свинца диаметром d 20 мм (соответствует диаметру зажимного канала матрицы) с длиной высаживаемой части 47 мм. Высадка производилась при комнатной
gg температуре на универсальной испыта- тельной машине УЮ-10ТМ усилием 100 кН.
формировалась клиновым пуансоном, вершина которого смещена в сторону уклона торцовой поверхности матрицы соответственно при ot 8 на величину b мм, при oi 12 на вели- чину b 3,8 мм, при oi 16° на величину b 4,9 мм. Угол трения свинца по стали на основании опытных данных принят равным 12°, а угол уклона граней, клинового пуансона относите;1ьно торцовой поверхности матрицы превышает его на 3° (1Ь 15°).
Размеры высаженной головки (полости штампа) в первом переходе по аналогии с обозначениями во втором пере-/5 с борцовой рабочей поверхностью в виходе (фиг.1) имеют следующие значения: d 20 мм, В 21 MM,L;, 40 мм, hj 16 мм (размер h, взят .по вервшне клина). Нижняя грань головки расположена под углом об к плос-20 кости, перпендикулярной оси заготовки.
Во втором переходе осуществлялась окончательная высадка головки пуансона с плоской рабочей поверхностью, 25 расположенной под .углом oi. к плоскости, перпендикулярной оси пуансона. Угол oi изменяли на трех уровнях: 8, 12 и 16°. Другие размеры высажен- ной головки оставались постоянными зо во всех трех вариантах высадки и имели следующие значения: h 10,5 мм, .В 22 мм, L 58 мм.
де двух пересекающихся плоскостей, линия пересечения которых смещена относительно оси высаживаемой заготовки на величину Ь, определяемую зависимостью , . о г / -1 b hl|iS2c LB . B4J - 1) - l,
где h - высота высаживаемой головки d - диаметр высаживаемой головки} L - длина высаживаемой головки
в планер В - ширина высаживаемой головки
вплане j
об - угол уклона торцовой поверхности головки относительно плоскости, перпендикулярной оси заготовки,
при этом грани клина наклонены к торцовой поверхности головки готового изделия под углом, превьшгающим угол трения на 2-3 , а окончательную высадку осуществляют пуансоном с плоской рабочей поверхностью.
Формула изобретения
Способ высадки стержневой заготовки, заключающийся в том, что часть
заготовки зажимают двумя полуматрицами, а свободный конец предварительно и окончательно деформируют рабочим торцом пуансона в полости матрицы, отличающийся тем, что, с целью повышения точности и снижения трудоемкости при изготовлении заготовок типа стержня с вытянутыми в плане головками, имеющими неперпендикулярные к оси стержня торцовые поверхности, заготовку предварительно деформируют в матрице, дно рабочей полос-ти которой выполнено наклонным к продольной оси заготовки, пуансоном
0
5 о
5
де двух пересекающихся плоскостей, линия пересечения которых смещена относительно оси высаживаемой заготовки на величину Ь, определяемую зависимостью , . о г / -1 b hl|iS2c LB . B4J - 1) - l,
где h - высота высаживаемой головки d - диаметр высаживаемой головки} L - длина высаживаемой головки
в планер В - ширина высаживаемой головки
вплане j
об - угол уклона торцовой поверхности головки относительно плоскости, перпендикулярной оси заготовки,
при этом грани клина наклонены к торцовой поверхности головки готового изделия под углом, превьшгающим угол трения на 2-3 , а окончательную высадку осуществляют пуансоном с плоской рабочей поверхностью.
fPuz.i
9иг.2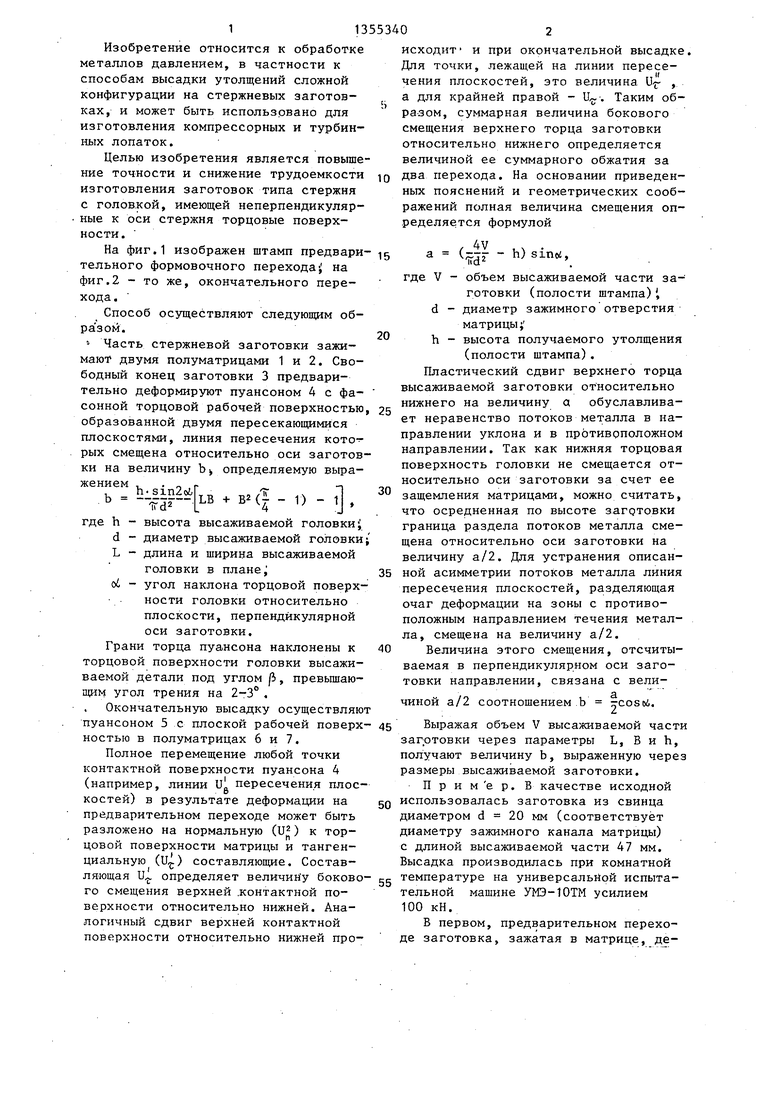
Изобретение относится к обработке металлов давлением, в частности к способам высадки утолщений сложной конфигурации на стержневых заготовках. Целью изобретения является повышение точности и снижение трудоемкости изготовления заготовок типа стержня с вытянутой в плане головкой, имеющей неперпендикулярные к оси стержня торцовые поверхности. При высадке таких изделии цилиндрическую заготовку помещают в разъемную матрицу и высаживают выступающую из нее часть стержня заготовки пуансоном сначала на предварительном, затем, на окончательном переходах. При этом на обеих позициях матрица одна и та же. Ручей матрицы состоит из цилиндрического участка и участка под высадку головки, поверхность дна которого наклонена к оси стержня. Пуансон предварительного перехода высадки ;имеет выпуклый фасонный торец, обра- зованный двумя пресекающимися плоскостями, линия пересечения которых смещена относительно оси матрицы. Пуансон окончательного перехода имеет плоскую поверхность, параллельную поверхности дна участка под высадку головки в матрице. Благодаря высадке стержневых заготовок указанным инструментом достигается снижение трудоемкости изготовления изделий до 1,3 раза и экономия материала заготовки до 10%. 2 ил. с S (Л со ел ел 00
Редактор Т.Парфенова
Составитель Н.Тимофеева
Техред Л.Олийнык Корректор О.Кравцова
Заказ 5741/10Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
.по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, U
| Способ изготовления стержневых де-ТАлЕй C гОлОВКАМи и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU814544A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
