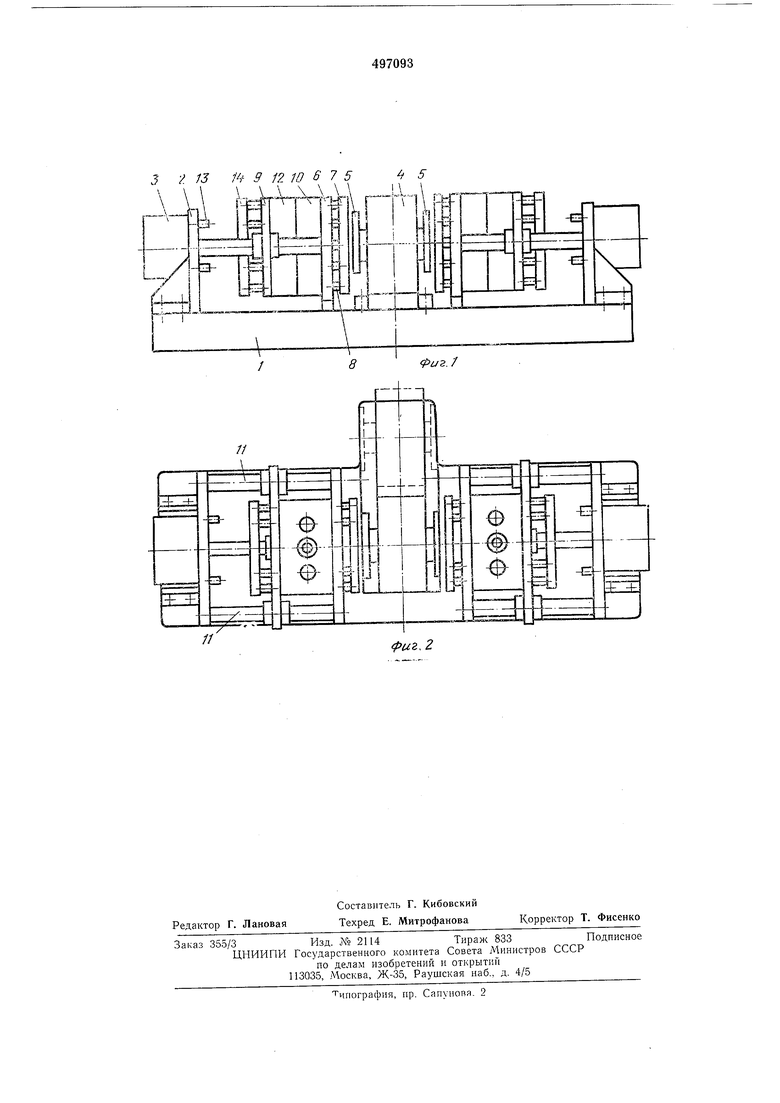
К подкокильной плите 9 жестко крепится подвижная полуформа 12.
Подкокильная плита 9 (каждой кокильной секции) совершает возвратно-поступательное перемещение по направляющим И под действием пневмопрввода 3, неподвижно смонтированного на кронштейне 2, который снабжен с наружной боковой плоскости четырьмя упорами 13, попарно расположенными друг над другом и служащими для выталкивания отливки из подвижной полуформы 12.
Шток /пневмопривода 3 шарнирно соединен с подвижной подкокильиой плитой 9, которая снабжена плитой 14 толкателей.
Принцип работы кокильного станка следующий.
Перед началом рабочего цикла раскрывают, например, кокиль левой кокильной секции, который затем разогревают газовой горелкой до необходимой рабочей температуры (в зависимости от вида заливаемого сплава).
После окончательиого разогрева кокиля до рабочей температуры, его подготавливают к заливке (осуществляют обмазку и окраску внутренней полости кокиля). Затем проставляют песчаные литейиые стержни в неподвлжную полуфор1му 10, которые образуют внутреннюю полость будущей отливки.
Подготовленный таким образом к заливке кокиль закрывают при помощи пнеВ1молривода 3 и осуществляют затем процесс заливки кокиля расставленным металлом.
После -некоторой выдержки, необходимой для затвердевания готовой отливки в кокиле, подают под определенным рабочим давлением сжатый воздух в правую рабочую камеру (полость) пиевмоцилиндра 4.
Упорный элемент 5, жестко связанный с наружным концом штока пневмоцилиндра 4, нажимая на плиту 7, выталкивает готовую отливку из неподвижной полуформы 10. Одновременно с этим подвижная полуформа 12 перемещается вместе с готовой отливкой под
воздействием пневмопривода 3 в левое крайнее положение.
В конце поступательного движения влево ллита 14 толкателей левой кокильной секции
упирается боковой торцевой плоскостью в упоры 13 кронштейна 2 и готовая отлив-ка беспрепятственно выталкивается из подвижной полуформы 12. Затем происходит повторение рабочего цикла.
Для ускорения процесса переналадки кокильного станка лри изготовлении новых отливок со сложной конфигурацией последних, корпус пневмоцилиндра 4 установлен на наиравляющих (на чертеже не показаны) с возможностью вывода упомянутого корпуса выталкивающего пневмоцилиндра 4 по направляющим из рабочей зоны перед осуществлением процесса переналадки левой и (нли) правой кокильных секций, так как корпус выталкивающего пиевмоцилиндра 4 препятствует замене выталкивателей 8.
Предмет изобретения
1- Кокильный станок, включающий станину, на которой установлены подвижные подкокильные плнты с полуформами и плитами толкателей н неподвижные иодкокильные плиты с полуфорМами, отличающийся тем,
что, с целью получения отливок сложиой конфигурации, он снабжен механизмом подрыва отливок в неподвижных полуформах, выполненным в виде закрепленного на станине пневмоцилиндра с установленными по обе его
стороны штоками, оканчивающимися упорными элементами, и плит с выталкивателями, размещенными на неподвижных подкокильных плитах с возможностью взаимодействия с упомянутыми упорньгми элементами штоков.
2. Кокильный станок по п. 1, отличающийся тем, что, с целью улучшения иереналадки полуформ, пневмоцилиндр закреплен на станине с возможностью периодического поперечного перемещения.
//
фиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокильный станок | 1981 |
|
SU996085A1 |
| Кокильный станок | 1983 |
|
SU1122412A1 |
| Двухпозиционная кокильная машина | 1985 |
|
SU1411096A1 |
| Кокильная карусельная машина | 1984 |
|
SU1253721A1 |
| КОКИЛЬНЫЙ СТАНОК | 1992 |
|
RU2041770C1 |
| Кокильный станок | 1981 |
|
SU948535A1 |
| Установка для литья под низким дав-лЕНиЕМ | 1979 |
|
SU850298A1 |
| Кокильная машина | 1982 |
|
SU1061923A1 |
| Кокильный станок | 1976 |
|
SU609594A1 |
| КОКИЛЬНЫЙ СТАНОК | 1973 |
|
SU361833A1 |