Изобретение относится к машиностроению и может быть использовано в металлообработке при шлифовании тел вращения, преимущественно валов.
Наиболее близким по технической сущности и достигаемым результатам является способ шлифования, при котором деталь устанавливают в центра, имеющие возможность на этапе чистового шлифования свободно перемещаться в направлении поперечной подачи, приводят во вращение от автономного привода и шлифуют одновременно двумя кругами с двух сторон.
Недостатком способа является недостаточно высокая производительность, вызванная тем, что на этапе врезания, когда центра зафиксированы от перемещений, одновременное шлифование двумя кругами затруднено из-за различного износа каждого из кругов, а преимущественное шлифование одним кругом приводит к ухудшению качества поверхности, что вынуждает снижать подачу либо повышать припуск на чистовое шлифование.
Задачей изобретения является создание способа шлифования свободного от перечисленных недостатков.
Сущность изобретения заключается в способе шлифования, при котором деталь устанавливают в центра, имеющие возможность свободно перемещаться в направлении поперечной подачи на этапах чернового и чистового шлифования, приводят во вращение от автономного привода и шлифуют одновременно двумя кругами с двух сторон, причем перед обработкой деталь устанавливают относительно линии центров шлифовальных кругах на такое расстояние, чтобы выполнялось условие
B 2 π/N1, где N1 номер доминирующей гармонической составляющей погрешности;
В угол между продольной осью заготовки и продольными осями шлифовальных кругов. В процессе чернового шлифования после исправления доминирующей погрешности деталь перемещают в вертикальном направлении таким образом, чтобы для оставшейся гармонической составляющей погрешности выполнялось условие
В 2 π/N2, где N2 номер оставшейся гармонической составляющей.
Технический результат изобретения заключается в повышении производительность процесса обработки за счет снижения времени шлифования.
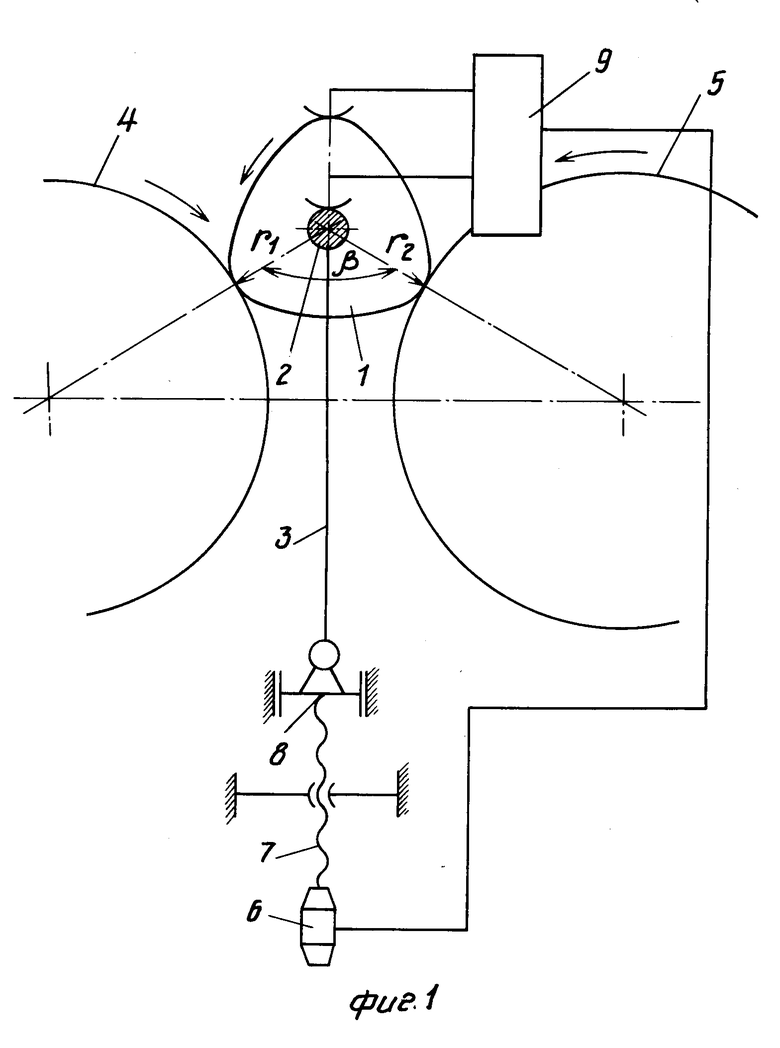
На чертеже представлена схема устройства для реализации метода.
Сущность способа заключается в следующем.
Обрабатываемую деталь 1 с известным поперечным профилем, представленным в виде гармонического ряда Фурье
r(ϕ)=  +
+ Aпsin(Nϕ+ϕo), устанавливают в центра 2, расположенные в кронштейнах 3 относительно линии центров шлифовальных кругов таким образом, чтобы выступы профиля, соответствующие доминирующей погрешности (имеющей наибольшую амплитуду Ап), находились в контакте одновременно с обоими шлифовальными кругами 4 и 5. Такое расположение детали определяется по зависимости:
Aпsin(Nϕ+ϕo), устанавливают в центра 2, расположенные в кронштейнах 3 относительно линии центров шлифовальных кругов таким образом, чтобы выступы профиля, соответствующие доминирующей погрешности (имеющей наибольшую амплитуду Ап), находились в контакте одновременно с обоими шлифовальными кругами 4 и 5. Такое расположение детали определяется по зависимости:
B  где N число вершин определенной гармоники, т.е. при известной доминирующей гармонике определяется угол наладки В.
где N число вершин определенной гармоники, т.е. при известной доминирующей гармонике определяется угол наладки В.
Согласно работе (Гурин Ф.В. и др. Технология автотракторостроения. М. Машиностроение, 1981) для оценки геометрической точности достаточно определить и учесть шесть первых гармоник.
Очевидно, что четные гармоники эффективно исправляются при расположении обрабатываемой детали на линии центров шлифовальных кругов, а нечетные гармоники при следующих значениях В: N 5 при В 72о; N 3 при В 120о; N 1 при В 360о.
Затем обрабатываемую деталь 1 приводят во вращение автономным приводом (на чертеже не показан), подводят два шлифовальных круга 4 и 5 и шлифуют деталь методом врезания. Благодаря установке детали в положение, соответствующее наиболее интенсивному исправлению определенной гармоники, эта гармоника исправляется наиболее быстро. После исправления доминирующей погрешности до требуемой величины включают двигатель 6 и посредством ходового винта 7 изменяют положение стола 8 с установленным на нем кронштейном 3 до такого положения обрабатываемой детали относительно шлифовальных кругов, при котором угол наладки В принимает значение, обеспечивающее наибольшую интенсивность исправления оставшейся погрешности.
Момент времени, при котором необходимо изменить положение обрабатываемой заготовки относительно линии центров кругов, наступает после сошлифования припуска, равного амплитуде доминирующей гармоники, и определяется прибором активного контроля 9, по лимбу станка или каким-либо другим способом.
Одновременно с доминирующей составляющей исправляются и другие гармоники, но с меньшей интенсивностью. В связи с этим желательно знать оставшуюся погрешность каждой гармоники к моменту необходимости изменения положения детали относительно кругов. Это позволит сократить время обpаботки за счет уменьшения припуска на исправление погрешности. Для определения остаточной погрешности необходимо рассмотреть закономерности процесса исправления различных гармоник. Исправление погрешностей взаимосвязано с особенностями двустороннего шлифования в подвижных центрах, а именно с условием одновременного контакта двух кругов с обрабатываемой деталью. Это условие состоит в соответствии суммы радиусов r1 и r2 (фиг. 1) в направлении осей кругов определенному расстоянию между кругами. При рассмотрении каждой гармоники в отдельности радиусы r1 и r2 изменяются по одному гармоническому закону со смещением на угол В.
r1= +AпcosNϕ
+AпcosNϕ
r2= +AпcosN(ϕ+β) Сумма радиусов
+AпcosN(ϕ+β) Сумма радиусов
rs=r1+r2=2 +Ascos(Nϕ+Bs) As и Bs параметры суммарной функции.
+Ascos(Nϕ+Bs) As и Bs параметры суммарной функции.
Таким образом, получена закономерность изменения профиля детали относительно двух шлифовальных кругов. Она позволяет определить закономерности изменения формы детали в процессе шлифования. Чем больше величина суммарной амплитуды As по отношению к исходной Aп, тем более интенсивно исправляется погрешность.
Отношение As/Aп обозначим Са и подставив вместо As его выражение
As=A получим:
получим:
Ca= (1)
(1)
Для определения угла наладки В, при котором величина уточнения максимальна и исправление погрешности также максимально, необходимо продифференцировать функцию Са f(B) и, приравняв результат к нулю, выразить В.

 0 откуда
0 откуда
B 
Таким образом получена зависимость угла наладки В от составляющей погрешности N, при которой интенсивность исправления погрешности N-гармоники максимальна.
Прошлифовав заготовку с доминирующей погрешностью N1 на наладке В1, до требуемой величины, изменяем наладку, перемещая заготовку вертикально до получения угла В2, оптимального для исправления оставшейся погрешности N2.
Время обработки τ погрешности N определяется по зависимости
τ  (2) где Δ N величина погрешности N (амплитуда гармоники N), мм;
(2) где Δ N величина погрешности N (амплитуда гармоники N), мм;
tм радиальная подача при шлифовании, мм/мин;
Са коэффциент (характеристика) исправления погрешности.
Поскольку одновременно с доминирующей погрешностью исправляются и другие гармоники, но с меньшей интенсивностью, необходимо определить время исправления или остаточную погрешность для указанных гармоник.
Для этого также используют формулу (2) или формулу
ΔNост= ΔN2-tм˙τ˙ Ca2, где Δ Nост оставшаяся погрешность после шлифования за время τ, мм;
Δ N2 исходная погрешность N2 гармоники, мм;
τ время шлифования, мм;
Са2 коэффициент интенсивности исправления.
Коэффициент Са2 определяется по формуле (1), его значение не будет максимальным, так как для гармоники N2 наладка с углом В1 не оптимальна.
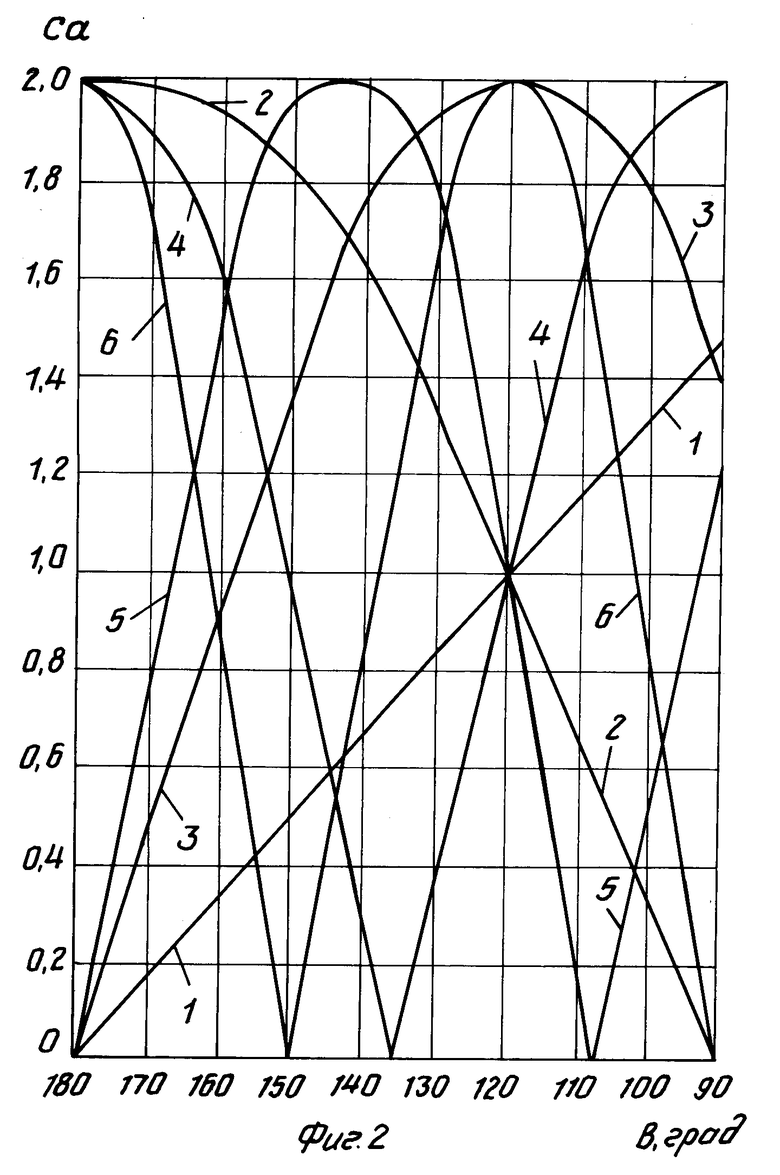
Для простоты определения коэффициента Са удобно пользоваться графиком (фиг. 2), построенным для различных гармоник N 1.6 и углов В 90.180о. Из указанного графика видно, что для углов, близких к оптимальным В Вопт ± 5о величина Са изменяется незначительно, что упрощает наладку и делает ее более технологичной.
Характеристику интенсивного исправления погрешностей Са проиллюстрируем примером.
При В 180о (т.е. при расположении детали на линии центров шлифовальных кругов) погрешность детали, имеющая форму трехвершинной огранки (N 3) и, следовательно, характеристику Са 0 исправляется крайне затруднительно, а овальность (N 2) исправляется наиболее интенсивно, при этом характеристика Са 2 максимальна.
Для определения остаточной погрешности используется формула:
Δост=ΔN-tм˙τ˙ Са, где Δ N величина исходной погрешности N-вершинной огранки, мм;
tм радиальная подача каждого шлифовального круга, мм/мин;
τ время шлифования мин.
П р и м е р. Гармоническим анализом установлено, что обрабатываемая деталь имеет доминирующую погрешность овальность (N 2) величиной Δ2 0,4 мм; следующие по величине погрешности трехвершинная огранка (N 3) Δ3 0,3 мм и пятивершинная огранка (N 5) Δs 0,2 мм. Радиальная подача tм 1 мм/мин.
Первый вариант обработки.
Шлифование начинается при установке детали на линии центров кругов В 180о, при этом Са2 2,0; Са3 0; Сas 0.
Для исправления овальности деталь необходимо прошлифовать в течение 0,2 мин, тогда:
Δост2 0,4 1 ˙ 0,2 ˙ 2,0 0 мм
Δост3 0,3 1. 0,2 ˙ 2,0 ˙ 0 0,3 мм
Δост5 0,2 1 ˙ 0,2 ˙ 2,0 ˙ 0 0,2 мм
После 0,2 мин шлифования изменяют положение обрабатываемой детали относительно линии центров кругов до значения В 120о, при котором Саs 2,0; Са5 1,0.
Для исправления трехгранки необходимо время τ 0,15 мин. Тогда
Δост3 0,3 1 x 0,15 x 2,0 0 мм
Δостs 0,2 1 x 0,15 x 1,0 0,05 мм
Остаточную погрешность пятивершинной огранки исправляют при В 145о в течении 0,025 мин, либо при В 120о в течении 0,05 мин. Таким образом, общее время шлифования составляет
τ 0,2 + 0,15 + 0,025 0,375 мин
Следует отметить, что с целью обеспечения постоянной радиальной подачи на деталь при изменении положения детали относительно кругов, скорость линейного перемещения шлифовальных кругов необходимо корректировать, увеличивая скорость бабок при уменьшении угла В и уменьшая скорость при увеличении В.
Необходимо стремиться к минимальному времени обработки радиальной подачи на деталь при изменении положения детали относительно кругов, скорость линейного перемещения шлифовальных кругов необходимо корректировать, увеличивая скорость бабок при уменьшении угла В и уменьшая скорость при увеличении В.
Необходимо стремиться к минимальному времени обработки и, по-возможности, к минимальному количеству перемещений детали относительно кругов.
При тех же исходных данных рассмотрим второй вариант обработки.
Шлифование начинается при В 145о, при этом Са2 1,7; Са3 1,7; Са5 2,0.
Для исправления овальности необходимо время:
τ2
 0,24 мин
0,24 мин
для исправления трехгранки:
τ3 0,18 мин
0,18 мин
для исправления пятигранки:
τ3 0,1 мин
0,1 мин
Таким образом за время τ 0,24 мин будут исправлены все доминирующие составляющие, причем для этого потребуется меньше времени, чем в предыдущем примере, кроме того, здесь отсутствует необходимость перемещения детали в процессе обработки, так как время исправления овальности перекрывает время исправления других гармоник, что является частным случаем.
В практике традиционного бесцентрового шлифования в качестве параметра наладки устанавливают расстояние между осью детали и линией центров шлифовальных кругов.
Высота установки детали зависит от диаметров кругов и детали таким образом, что при одинаковых углах В и различных диаметрах кругов и детали высота установки будет различной, поэтому при двустороннем шлифовании для расчетов удобно пользоваться параметром В.
Для пересчета расстояния от линии центров кругов Н и угла наладки В можно воспользоваться зависимостью:
B=arccos  где D диаметры кругов;
где D диаметры кругов;
d диаметр обрабатываемой детали.
Таким образом использование предлагаемого способа обеспечивает повышение производительности процесса шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2355551C1 |
| Способ шлифования | 1987 |
|
SU1454656A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| СПОСОБ АВТОМАТИЗАЦИИ ЦИКЛА ВРЕЗНОГО ШЛИФОВАНИЯ | 1973 |
|
SU404610A1 |
| Способ шлифования длинномерных деталей | 1987 |
|
SU1577940A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| Способ управления шлифованием | 1982 |
|
SU1036508A1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
Использование при шлифовании тел вращения, например, деталей типа валов, преимущественно методом врезания. Способ позволяет повысить производительность обработки. Сущность изобретения: способ шлифования заключается в том, что свободное перемещение детали создают на этапах чернового и чистового шлифования, причем перед обработкой деталь устанавливают относительно линии центров шлифованных кругов на такое расстояние, чтобы выполнялось условие B = 2π/N1, где N1 - номер доминирующей гармонической составляющей погрешности формы; В угол между продольной осью заготовки и продольными осями шлифовальных углов. В процессе чернового шлифования после исправления доминирующей погрешности деталь перемещают в вертикальном направлении таким образом, чтобы выполнялось условие B = 2π/N2 для оставшейся гармонической составляющей, где N2 номер оставшейся гармонической составляющей погрешности. 2 ил.
СПОСОБ ШЛИФОВАНИЯ, включающий этапы чернового и чистового шлифования, при котором деталь устанавливают в центра, имеющие возможность на этапе чистового шлифования свободно перемещаться в направлении поперечной подачи, приводят во вращение от автономного привода и шлифуют одновременно кругами с двух сторон, отличающийся тем, что свободное перемещение детали создают на этапах и чернового, и чистового шлифования, при этом перед обработкой деталь устанавливают относительно линии центров шлифовальных кругов на расстояние B = 2π/N1, где N1 номер доминирующей гармонической составляющей погрешности формы, B угол между продольной осью заготовки и продольными осями шлифовальных кругов, а в процессе чернового шлифования после исправления доминирующей погрешности деталь перемещают в вертикальном направлении так, чтобы для оставшейся гармонической составляющей выполнялось условие B = 2π/N2, где N2 номер оставшейся гармонической погрешности.
| Способ шлифования | 1987 |
|
SU1454656A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
