1
Изобретение относится к способам обработки материалов иа шлифовальных станках, работающих врезанием.
Известны способы автоматизации цикла круглого врезного шлифования со слел ением но размеру и управлением этапами цикла по командам, отрабатываемым прибором активного коитроля.
Предлагаемый способ отличается от известных тем, что сигнал прибора активного контроля, нолученный при измерении заготовки до начала обработки с носледуюш,им использованием для настройки цикла шлифования, используют также и для смеш,ения уровня настройки команды прибора на прекраш.ение или па иачало чистового (конечиого) этана цикла.
Это обеспечивает повышение точности обработки.
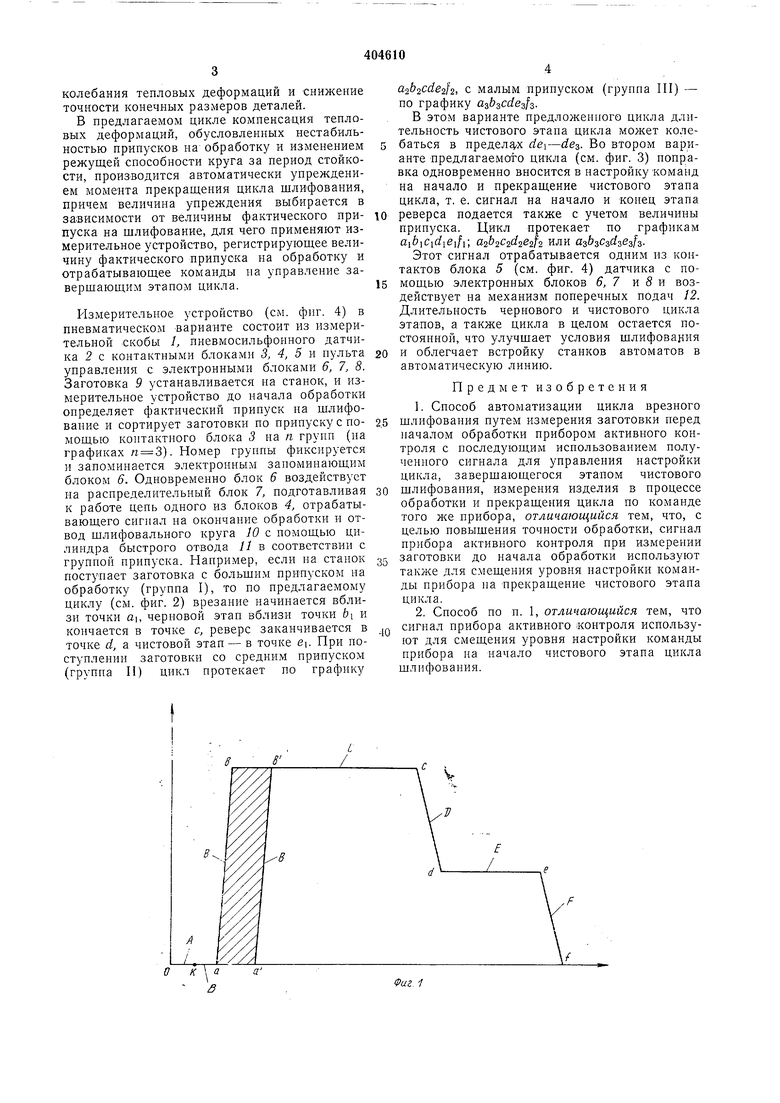
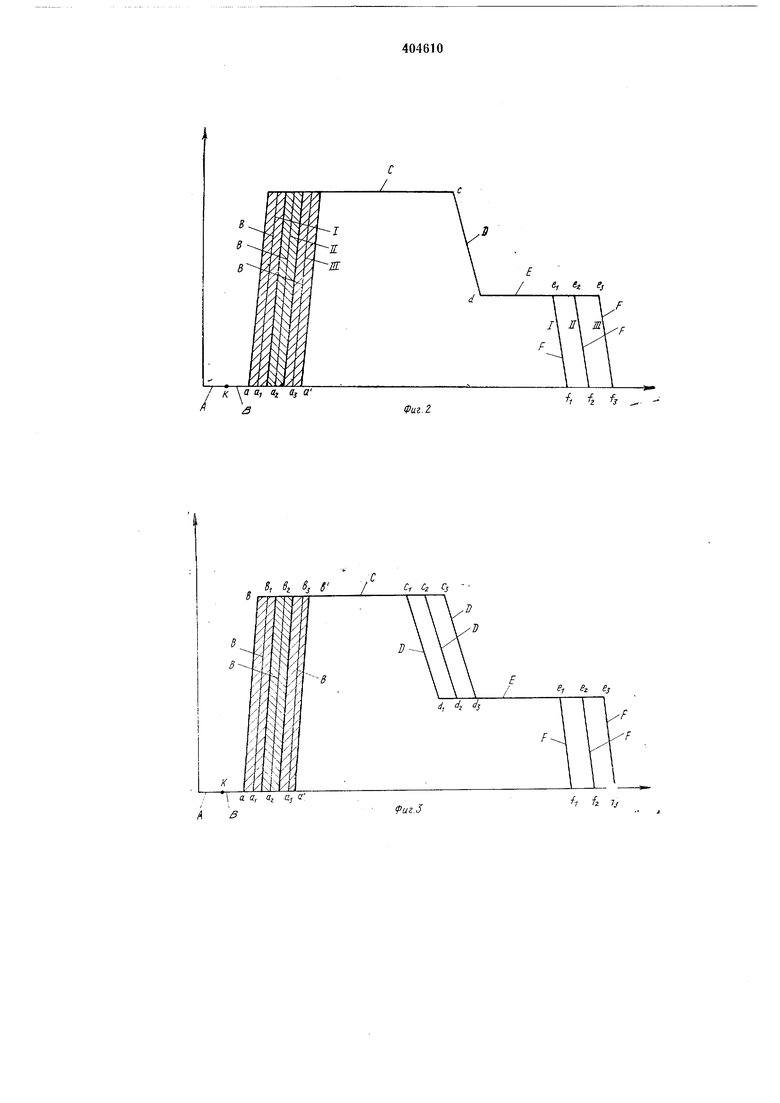
На фиг.1 представлеп график известного нарианта автоматического цикла врезного шлифования; на фиг. 2 и 3 -графики вариантов предлагаемого цикла; на фиг. 4 - принципиальная схема шлифовального станка с измерительно-управляюшим устройством для осуществления предлагаемого способа автоматизации цикла круглого врезного шлифования.
Циклы шлифования {см. фиг. 1, 2, 3) состоят из следуюнлих этапов:
/1 - быстрый подвод шлифовального круга
до жесткого упора (точка /г).
S- ускоренное «шлифование воздуха (/га) и врезание до создания необходимого натяга в системе СПИД (станок - приспособление - инструмент - деталь) - зона аа bb. Переключение на этап чернового шлифования по снгиалу реле тока (мошности) в цепи двигателя шлифовального круга.
С - этап чернового (рабочего) шлифования. Съем основного припуска до команды устройства активного контроля при достижении промежуточного размера (точка с) и переключение па этап реверса.
- - этап реверса (ускоренного снятия части натяга за счет «отскока круга). Конец этапа реверса и переход на этап чистового шлифования производится по команде устройства активного контроля (в точке d.
Е - этап чистового шлифования при уменьшенной подаче (или выхаживании) до достижения заданного размера. Прекращение шлифования по команде устройства (в точке е.
F-быстрый отвод шлифовального круга.
В известном цикле (см. фиг. 1) время этапа Брезания является величиной постоянной, но момент его окончания изменяется в зависимости от величины припуска на обработку, что вызывает колебания времени этапа чернового шлифования (в пределах отрезков be - Ьс).. следовательно- некомпенсируемые колебания тепловых деформаций и снижение точности конечных размеров деталей. В предлагаемом цикле комненсация тепловых деформаций, обусловленных нестабильностью припусков на обработку и изменением режущей способности круга за период стойкости, производится автоматически упреждением момента прекращения цикла шлифования, причем величина упреждения выбирается в 1ФИЧСМ ьсличина упрс/пд- зависимости от величины фактического припуска на шлифование, для чего применяют измерительное устройство, регистрирующее величину фактического припуска на обработку и отрабатывающее команды на управление завершающим этапом цикла. Измерительное устройство (см. фпг. 4) в пневматическом варианте состоит из измерительной скобы 1 пневмосильфонного датчика с контактными блоками 3, 4, 5 и пульта управления с электронными блоками 6, 7, 8. ylllJClUBl UJl/JlV.. ..Заготовка 9 устанавливается на станок, и измерительное устройство до начала обработки определяет фактический припуск на шлифоониеделнег шакшчсычпп upmiji-jv ни .... ваиие и сортирует заготовки по припуску с помощью контактного блока 3 на п групп (на графиках п 3) Номер группы фиксируется и запоминается электронным запоминающим блоком 6 Одновременно блок 6 воздействует па распределительный блок 7, подготавливая к работе цепь одного из блоков 4, отрабаты - --- вающего сигнал па окончание обработки и отвод шлифовального круга 10 с помощью цилиндра быстрого отвода 11 в соответствии с группой припуска. Например, если па станок поступает заготовка с большим припуском на обработку (группа I), то по предлагаемому циклу (см. фиг. 2) врезание начинается вблизи точки и, черновой этап вблизи точки bi и ЗИ точки а, ЧерИОВии iiiaii вилиоп iunivri кончается в точке с, реверс заканчивается в точке d, а чистовой этап - в точке е,. При поступлении заготовки со средним припуском (группа II) цикл протекает по графику a bicde h, с малым припуском (группа III) - по графику a bscde fsВ этом варианте предложенного цикла длительность чистового этапа цикла может колебаться в пределд/х dei-de. Во втором варианте предлагаемого цикла (см. фиг. 3) поправка одновременно вносится в настройку команд на начало и прекращение чистового этапа цикла, т. е. сигнал на начало и конец этапа реверса подается также с учетом величины припуска Цикл протекает по графикам ai iCiflieifi; или азОзСзазез зЭтот сигнал отрабатывается одним пз контактов блока 5 (см. фиг. 4) датчика с помощью электронных блоков 6,7 и 8 и воздействует на механизм поперечных подач 12. Hi k i D у V 1 11 Cl . tl llXliJi J.iljii. ill иАЛ. ij-.,-/,- ..-. Длительность чернового и чистового цикла этапов, а также цикла в целом остается постоянной, что улучшает условия шлифования -.---, - j--j j. и облегчает встройку станков автоматов в автоматическую линию. Предмет изобретения 1. Способ автоматизации цикла врезного , шлифования путем измерения заготовки перед началом обработки прибором активного контроля с последующим использованием полученного сигнала для управления настройки цикла, завершающегося этапом чистового шлифовапия, измерения изделия в процессе обработки и прекращения цикла по команде того же прибора, отличающийся тем, что, с целью повышения точности обработки, сигнал прибора активного контроля при измерении заготовки до начала обработки используют также для смещения уровня настройки команды прибора на прекращение чистового этапа цикла. 2 Способ по п 1, отличающийся тем, что - v iiuLuu ни1, , сигнал приоора активного контроля используют для смещения уровня настройки команды прибора на начало чистового этапа цикла шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПРОЦЕССА ШЛИФОВАНИЯ | 2019 |
|
RU2715580C1 |
| Способ управления рабочим циклом поперечной подачи при врезном шлифовании и устройство для его осуществления | 1985 |
|
SU1296385A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2004 |
|
RU2254977C1 |
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| Способ адаптивного управления процессом врезного шлифования | 1977 |
|
SU779052A1 |
| Устройство для управления шлифовальным станком | 1977 |
|
SU723514A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1982 |
|
SU1105294A1 |
| Способ управления процессом врезного внутреннего шлифования | 1977 |
|
SU645826A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |

к а S
Фиг. 1
I к f
/
и, tz S}
1 4 f3
Фаг.2.
/ff Сг Cj
f, e Sj
d, 4 j
fl 4 7
fui.S
,11
