Изобретение относится к изготовлению изделий из порошковых материалов, в частности к переработке полимерных материалов типа фторопласт-4 (политетра- фторэтилен, ПТФЭ-, Ф-4) в изделия, и может быть использовано для получения армированных лент или полос неограниченной длины из ряда таких материалов, как резина, графит, керамика, порошки металлов и им подобные, а также из композиций на их основе.
Известен способ изготовления лент, включающий наложение неспеченного ПТФЭ в виде порошка на одну из поверхностей пористой основы типа проволочной сетки и пропускание полученного слоистого материала через сжимающие ролики [1]
Недостатками этого способа являются его ограниченные технологические возможности, не позволяющие получать армированные ленты с различным расположением армирующих элементов по сечению ленты, а также невысокое качество лент, получаемых из таких порошкообразных материалов, как Ф-4, что объясняется следующими обстоятельствами. Порошок Ф-4 плохо передает давление в направлении, перпендикулярном направлению перемещения прессующих элементов. Это мешает пропрессовывать порошок, находящийся между армирующими элементами, по ширине ленты. Из порошка нужно как можно полнее удалить воздух, что затрудняется наличием армирующих элементов. Для получения лент высокого качества из-за указанных особенностей необходимо осуществлять выдержку порошка в спрессованном состоянии под давлением. При получении ленты согласно известному способу непрерывным прессованием роликами порошка с заложенными в него армирующими элементами осуществить требуемую выдержку не представляется возможным, что не обеспечивает получения армированных лент из Ф-4 требуемого качества.
Наиболее близким по технической сущности к заявляемому решению является выбранный в качестве прототипа способ изготовления армированных лент неограниченной длины из порошковых материалов, включающий подачу сверху порошка и вертикально подвешенных армирующих элементов в оформляющую полость между прессующими элементами, двустороннее циклическое прессование материала с затягиванием армирующих элементов прессуемым порошком в направлении выхода ленты и фиксирование армирующих элементов в порошке при окончательном уплотнении материала ленты [2]
Недостатком этого способа являются его ограниченные технологические возможности: данный способ позволяет получать ленты с армирующими элементами, расположенными только по оси ленты.
Целью изобретения является расширение технологических возможностей за счет получения лент с различным расположением армирующих элементов по сечению ленты.
Цель достигается тем, что в способе изготовления армированных лент неограниченной длины из порошковых материалов, включающем подачу сверху порошка и вертикально подвешенных армирующих элементов в оформляющую полость между прессующими элементами, двустороннее циклическое прессование материалов с затягиванием армирующих элементов прессуемым порошком в направлении выхода ленты и фиксированием армирующих элементов в порошке при окончательном уплотнении материала ленты, согласно предлагаемому решению, синхронно прессованию порошка и перемещению материала ленты вниз к входу оформляющей полости подтягивают участки армирующих элементов с обеспечением свободного их подвеса перед началом каждого цикла прессования и свободного перемещения армирующих элементов с прессуемым материалом в направлении уплотнения порошка.
При свободном подвесе с фиксированием места ввода армирующего элемента в порошок на некотором расстоянии от оси ленты в процессе прессования при продвижении прессуемого порошка вниз синхронно уплотнению порошка изменяется месторасположение в нем армирующего элемента в направлении уплотнения порошка с окончательной его установкой по сечению ленты в нужном месте перед выходом ленты из оформляющей полости.
Без свободного подвеса перед началом прессования расположенного не по оси ленты армирующего элемента при уводе материала ленты вниз натянутый армирующий элемент сместится в верхней части еще рыхлого порошка к оси ленты, что приведет к снижению качества ленты. Саморегулируемое место принудительного перемещения свободно подвешенных армирующих элементов в прессуемом порошке позволяет исключить неравномерность прессования материала ленты и обеспечивает высокое ее качество.
Предлагаемый способ осуществляется на установке для получения ленты неограниченной длины из порошковых материалов.
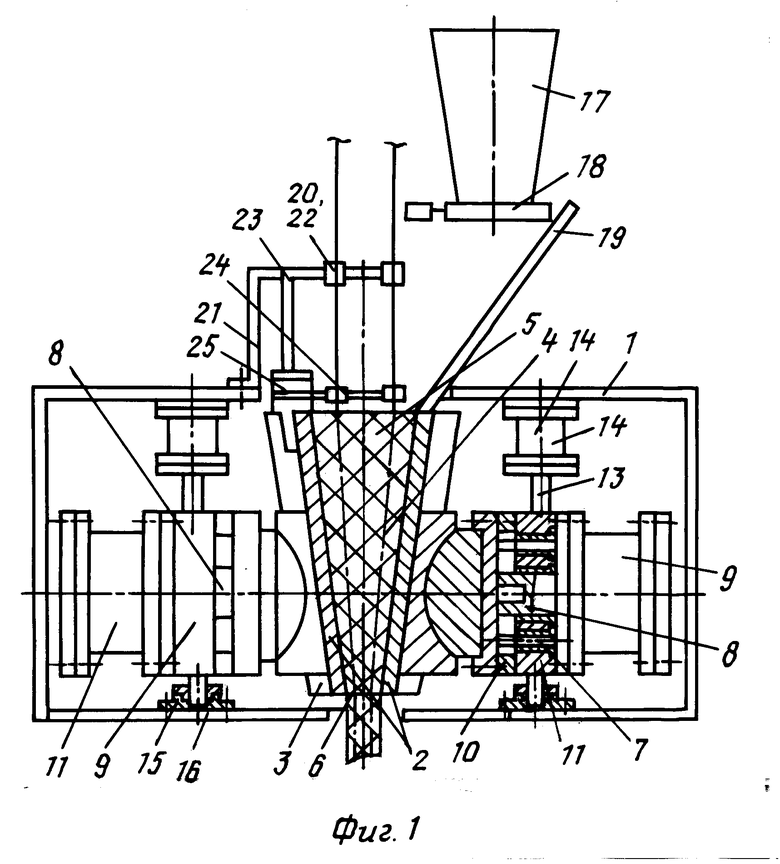
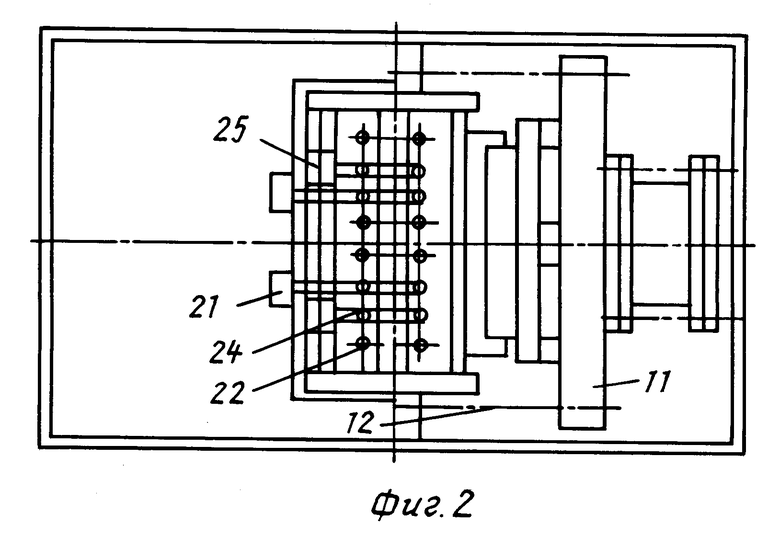
На фиг. 1 показана предлагаемая установка, продольный разрез; на фиг. 2 то же, поперечный разрез; на фиг. 3 узел с изображением фиксатора.
Установка для получения лент состоит из корпуса 1 (фиг.1), попарно и противоположно расположенных в нем прессующих плит 2 с ограничивающими кромки ленты плитами 3, установленными с образованием оформляющей полости 4 с входным 5 и выходным 6 отверстиями. Прессующие плиты 2 установлены с возможностью возвратно-поступательного линейного перемещения в направлении прессования по направляющим 7. К каждой плите 2 жестко прикреплен толкатель 8, соединенный со штоком соответствующего гидроцилиндра 9. Для ограничения хода толкателя используются регулировочные шайбы 10, меняя высоту которых можно регулировать толщину получаемой ленты. Плиты 11, к которым крепятся гидроцилиндры 9, вместе со стяжками 12 (фиг.2) образуют силовую раму. Эта рама с размещенными на ней прессующими плитами и их индивидуальными приводами установлена с возможностью периодического поступательного линейного перемещения в направлении выхода готовой ленты и возврата назад толкателя 13 под действием гидроцилиндров 14 по направляющим 15, смонтированным в корпусе 1. В нижнем положении плиты 11 опускаются на сменные упоры 16. Во время сближения прессующих плит каркас опускается вниз в крайнее нижнее положение на шаг заданной величины, что определяет длину участка готовой ленты, получаемую за один рабочий цикл. В гидравлической схеме управления приводом прессующих плит предусмотрена установка регуляторов расхода масла, подаваемого в гидроцилиндры 9 и 14, для управления скоростью перемещения прессующих плит в направлении прессования и в направлении перемещения ленты. Установка снабжена бункером 17, заполненным исходным порошком, дозатором 18 для регулирования величины подачи порошка и лотком 19 для направления потока порошка на вход в оформляющую полость.
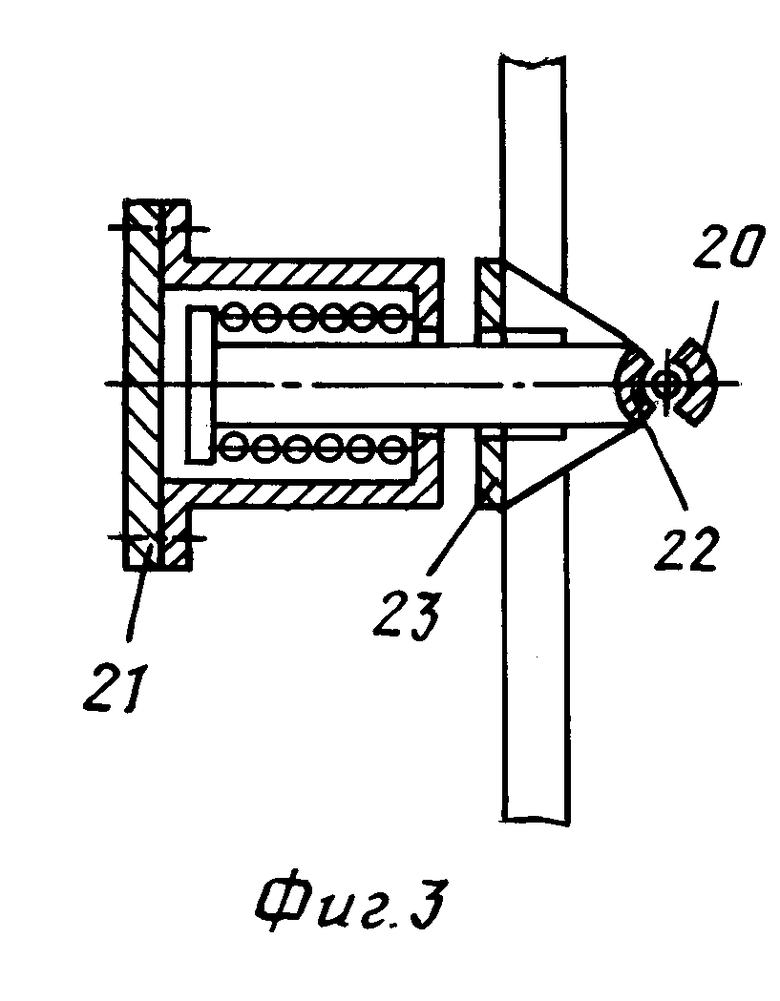
Над входом в оформляющую полость установлены фиксаторы 20, закрепленные на корпусе 1 на стойках 21, и подпружиненные зажимы 22 (фиг. 2 и 3), смонтированные на стойках 23, закрепленных на плите 2, расположенной противоположно лотку 19. Ниже фиксаторов над самым входом в оформляющую полость установлены направляющие 24, смонтированные на кронштейнах 25 с возможностью возвратно-поступательного перемещения в горизонтальном направлении при ходе плит 2.
Способ осуществляется следующим образом.
Порошок из бункера 17 дозатором 18 по лотку 19 подают во входное отверстие 5 оформляющей полости 4. При каждом сближении прессующих плит 2 под действием гидроцилиндров 9 порошок, находящийся в оформляющей полости, уплотняется на величину, равную заданной кратности прессования порошка за один цикл. При этом в самой нижней части оформляющей полости отпрессовывается участок готовой ленты. При перемещении плит под действием гидроцилиндров 14 вниз весь прессуемый материал с расположенными в нем армирующими элементами вместе с оформляющей полостью опускается. При расхождении плит он остается на месте. После подъема плит в крайнее верхнее положение над спрессованным материалом образуется дополнительный объем, который тут же заполняется порошком для прессования очередного участка ленты. Синхронно прессованию порошка подпружиненные зажимы 22 захватывают новые участки армирующих элементов и подтягивают их к входному отверстию в оформляющую полость с обеспечением свободного их подвеса перед началом следующего цикла прессования. Постоянство расположения места ввода армирующих элементов в порошок относительно прессующих плит обеспечивается пропусканием армирующих элементов через фиксаторы 20, закрепленные в расчетных точках на прессующих плитах. Пошаговым пропусканием прессуемого материала с расположенными в нем армирующими элементами через сужающуюся книзу оформляющую полость изменяют месторасположение армирующих элементов в прессуемой ленте синхронно процессам уплотнения порошка. Фиксаторы обеспечивают размещение армирующих элементов в заданном месте формуемой ленты, являясь одновременно побудителями для колебания армирующих элементов, что способствует более полному выходу воздуха из порошка.
Для получения ленты неограниченной длины далее циклы повторяются.
Для каждого типоразмера и соотношения геометрических параметров ленты, в зависимости от количества армирующих элементов и их взаимного расположения по ширине и толщине ленты, экспериментальным путем подбирается оптимальное месторасположение направляющих для армирующих элементов.
Использование предлагаемого способа позволяет получить ленты из Ф-4 неограниченной длины с различным расположением и сочетанием армирующих элементов по сечению ленты. Каждый из армирующих элементов может иметь индивидуальную форму и свои размеры. В качестве армирующих элементов можно использовать нити из электропроводящих материалов, что дает возможность получать различные нагревательные элементы с изоляцией из такого уникального по химической стойкости полимера, как Ф-4 с высокими антиадгезионными свойствами, высокой термостойкостью, позволяющего работать в области более высоких и более низких температур по сравнению с другими полимерными материалами, обладающего биологической инертностью и рядом других ценных свойств.
Армированные фторопластовые ленты неограниченной длины могут быть использованы в качестве электрических, телефонных, телевизионных и других кабелей с различным расположением и сочетанием токопроводящих жил. Армирующие элементы могут иметь форму полых волокон или капиллярных трубок. Кроме Ф-4, в качестве порошковых материалов могут быть применены полиэтилен, резиновая крошка, керамические, металлические и другие разнообразные порошки. Возможность введения в ленты из различных порошковых материалов армирующих элементов нужной формы и в различных сочетаниях по ширине и толщине ленты позволит решать новые материаловедческие проблемы в ряде отраслей народного хозяйства и обороны страны.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТ НЕОГРАНИЧЕННОЙ ДЛИНЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2032542C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТ НЕОГРАНИЧЕННОЙ ДЛИНЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2032541C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
| БУНКЕР ДЛЯ СЫПУЧИХ МАТЕРИАЛОВ | 2000 |
|
RU2184691C2 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| Пресс-форма для прессования порошка | 1977 |
|
SU682323A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2132253C1 |
| Устройство для прессования длинномерных изделий из порошков | 1986 |
|
SU1395424A1 |
| Пресс-форма для прессования изделий из порошковых корундомуллитовых смесей с профильными углублениями на боковых поверхностях | 2020 |
|
RU2761899C1 |
Использование: изготовление лент из порошковых материалов типа фторопласт-4, армированных длиномерной арматурой. Сущность изобретения: синхронно прессованию порошка и перемещению материала ленты вниз к входу оформляющей полости подтягивают участки армирующих элементов с обеспечением свободного их подвеса перед началом каждого цикла прессования для свободного перемещения армирующих элементов с прессуемым материалом в направлении уплотнения порошка. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ЛЕНТ НЕОГРАНИЧЕННОЙ ДЛИНЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ, включающий подачу сверху порошка и вертикально подвешенных армирующих элементов в оформляющую полость между прессующими элементами, двустороннее циклическое прессование материала с затягиванием армирующих элементов прессуемым порошком в направлении выхода ленты и фиксированием армирующих элементов в порошке при окончательном уплотнении материала ленты, отличающийся тем, что синхронно прессованию порошка и перемещению материала ленты вниз к выходу оформляющей полости подтягивают участки армирующих элементов с обеспечением свободного их подвеса перед началом каждого цикла прессования для свободного перемешения армирующих элементов с прессуемым материалом в направлении уплотнения порошка.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления армированных волокнистым полотном длинномерных полимерных изделий | 1986 |
|
SU1590032A3 |
| Солесос | 1922 |
|
SU29A1 |
