1
Предложенное изобретение относится к порошковой металлургии, в частности, к пресс-формам для прессования порошка, например, для прессования постоянных магнитов из суспензии.
Известна пресс-форма, включающая матрицу и пуансон, на рабочих поверхностях которых установлены фильтры 1.
Недостатками данной пресс-формы являщтся малый срок службы фильтрующего элемента; грубые поверхности отпрессованного изделия, прилегающие к фильтрующему элементу; снижение или полная потеря фильтрующий способности фильтра из-за деформации сжатия фильтрующего элемента при прессовании с больщими удельными давлениями; низкая скорость вакуумирования, т. к. оно осуществляется только через торцы пуансонов.
Известна также пресс-форма для прессования порошка, включающая матрицу, пуансоны с каналами и фильтрующие элементы, установленные между пуансонами и матрицей 2.
Роль нижнего пуансона выполняет плита, поджимаемая к нижнему торцу матрицы; фильтрующие элементы, отделяющие рабочие торцы пуансонов от прессуемого материала, представляют собой передвижные ленты из пористого материала, причем
нижняя лента служит транспортером для выноса из рабочей зоны пресс-формы отпрессованного и вытолкнутого из матрицы верхним пуансоном изделия.
Одним из недостатков пресс-формы является низкая скорость прессования из-за медленного отсоса выжимаемой из прессуемого материала жидкости, т. к. отсос ее осуществляется только через торцы пуансонов. Особенно этот недостаток проявляется при прессовании высоких изделий из мелкодисперсного порошка с большим содержанием жидкости.
Известно, что уплотнение прессуемого
материала начинается со слоев, прилегающих к торцам пуансонов, а уплотненный материал препятствует свободному выходу Лхидкости из глубинных слоев. При большой скорости прессования часть жидкости
не успевает выйти из прессуемого материала и запрессовывается в изделие, что приводит к расслоениям, трещинам, т. е. к браку последнего.
Производительность пресса при прессовании «мокрым способом определяется в основном скоростью прессования, которая зависит от времени вытеснения и отсоса жидкости из прессуемого материала.
Уменьщить количество содержания жидкости в прессуемом материале в некоторых
случаях нельзя. Например, анизотропные постоянные магниты в настоящее время прессуют из суспензии, которая содержит 25-35% объема жидкости. Уменьшение ее содержания вызывает снижение магнитных параметров в результате ухудшения текстуры.
Целью иредложенного изобретения является новышение производительности прессования.
Поставленная цель достигается тем, что матрица выполнена в виде набора колец, каждое из которых снабжено каналами переменного сечения с расширяюшейся верхней частью и радиальными микроканавками, вынолненными со стороны полости матрицы и соединенными с расшнряюш,ейся частью каналов, причем кольца установлены с соосным расположением каналов.
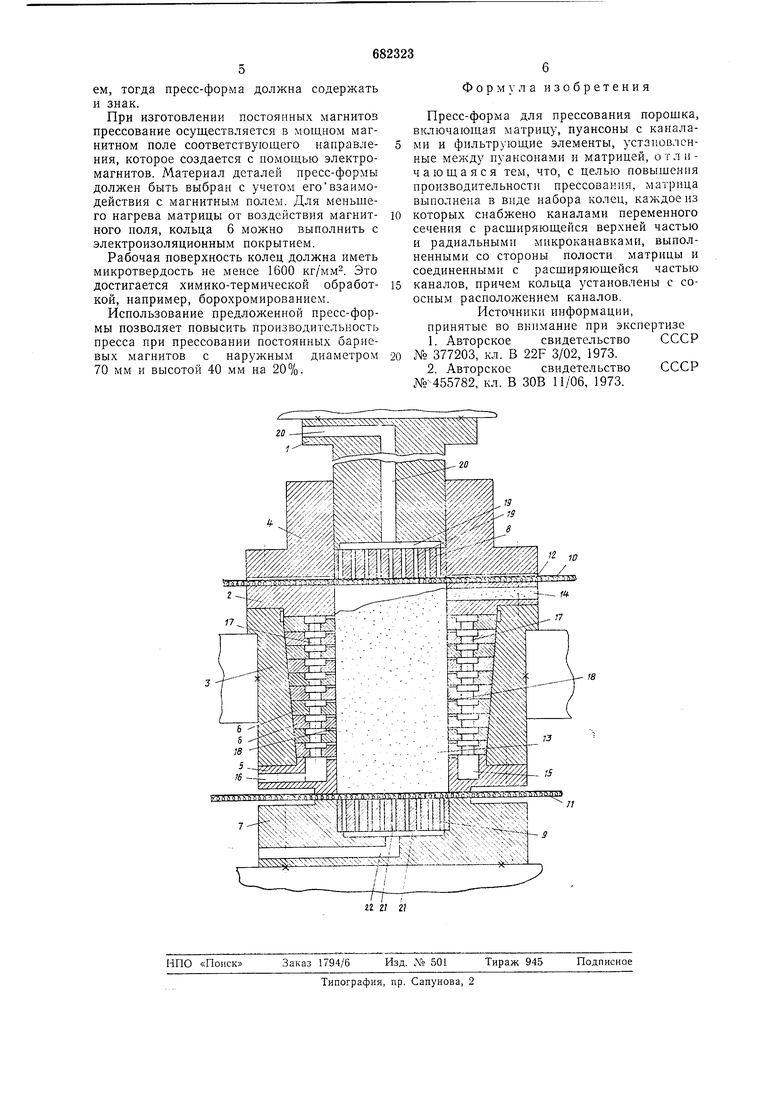
Сущность предложенного изобретения поясняется чертежом, где представлен вертикальный разрез пресс-формы.
Предложенная пресс-форма содержит неподвижный верхний пуансон 1, закрепленный на верхнем столе пресса (пресс не показан), матрицу 2, установленную на подвижной матричной плите пресса и состояш,ую из корпуса 3, верхнего 4 и нижнего 5 упоров, колец 6; плиту 7, выполниюпдую роль нижнего пуансона и закрепленную на нижнем подвижном столе пресса; фильтры 8 и 9, закрепленные на рабочих торцах пуансонов; фильтруюш,ие элементы 10 и И в виде лент из пористого материала шириной большей, чем наружный размер нрессуемого изделия.
Матрица 2 выполнена с пазом 12, полостью 13 и загрузочным отверстием 14, а также пазом 15 и отверстием 16. Каждое из колец 6 снабжено каналами 17 переменного сечения с расширяющейся верхней частью и радиальными микроканавками 18, выполненными со стороны полости матрицы и соединенными с расширяющейся частью каналов. Фильтр 8 выполнен с каналами 19, пуансод 1-с каналами 20; фильтр 9 имеет каналы 21, плита 7 - каналы 22.
Микроканавки нужных размеров получают с помощью специальной обработки, нанример, точным шлифованием, напылением через трафарет и т. д. Для повышения стойкости матрицы, т. е. для увеличения времени работы между промывками, микроканавки делают расширяющимися в сторону отсоса жидкости.
Для удобства сборки и разборки, улучшения центрирования колец 6 и обеснечения определенного натяга, набор колец 6 сопряжен с корпусом 3 конусной поверхности.
Чтобы кольца в наборе занимали всегда определенное положение, -их маркируют или ставят установочный штифт.
Размеры и количество колец в наборе, а также размеры микроканавок 18 и каналов 17 зависят от конкретных условий эксплуатации пресс-формы, в частности от размеров прессуемого изделия и дисперсности порошка.
Глубина микроканавок на поверхности колец быть меньше размеров гранул прессуемого материала.
Исходное положение элементов прессформы следующее. Матрица 2 онушена относительно верхнего пуансона 1 так, чтобы фильтрующий элемент 10 свободно перемещался по пазу 12 матрицы 2; плита 7вместе с фильтрующим элементом 11 опущена относительно матрицы 2 так, чтобы между нижним торцом матрицы и фильтрующим элементом 11 свободно проходило отпрессованное изделие.
Пресс-форма работает следующим образом. Плита 7 поджимается к матрице 2 через фильтрующий элемент 11. В полость 13 через загрузочное отверстие 14 впрыскивается определенная доза прессуемого материала с помощью дозирующего насоса.
После этого плита 7 вместе с поджатой матрицей с помощью гидроцилиндра пресса начинает подниматься относительно неподвижного верхнего пуансона 1, при этом .верхний пуансон вырубает из фильтрующего элемента 10 прокладку, которая располагается между пуансоном и прессуемым материалом. При дальнейшем нодъеме матрицы верхний нуансон нерекрывает отверстие 14 и начинается уплотнение прессуемого материала, при этом жидкость, выжимаемая из него, отсасывается с помощью вакуумного насоса через фильтр 8 по каналам 19, далее по каналам 20, через фильтр 9 по каналам 21, а затем по каналам 22 плиты 7, а также через микроканавки 18, каналы 17, паз 15 и отверстие 16. После достижения определенного усилия прессования плита 7 опускается в исходное положение.
Матрица 2 продолжает движение вверх, выталкивая отпрессованное изделие, которое вместе с прилипшей к нему прокладкой, вырубленной из фильтрующего элемента 10, падает на фильтрующий элемент И. После этого матрица 2 опускается и занимает исходное положение.
Фильтрующие элементы 10 и И перемещаются на шаг, величина которого больше наружных размеров отпрессованного изделия, с помощью специального устройства, установленного на прессе. При этом отпрессованное изделие выносится фильтрующим элементом 11 из рабочей зоны прессформы.
На этом цикл заканчивается и прессформа подготовлена к следующему циклу.
В предложенной пресс-форме можно осуществлять прессование деталей с отверсти
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий из порошков | 1989 |
|
SU1729696A1 |
| Пресс для прессования из пастообразной массы изделий, преимущественно типа колец | 1989 |
|
SU1639972A1 |
| Пресс для прессования изделий из пастообразной массы | 1985 |
|
SU1318425A1 |
| Гидравлический пресс | 1985 |
|
SU1291440A1 |
| Пресс для прессования изделий из шликерной массы | 1978 |
|
SU664846A1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ТРУБОК | 1945 |
|
SU69486A1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323803C1 |
| Регулятор дозирования массы к прессу для прессования изделий из порошка | 1987 |
|
SU1637955A1 |
| Гидравлический пресс | 1977 |
|
SU737242A1 |
| Устройство для вибрационногопРЕССОВАНия | 1978 |
|
SU795970A1 |
