Изобретение относится к обработке металлов давлением, в частности к технологии формовки замкнутых профилей со сварным швом из листа.
Известен способ производства из листа замкнутых профилей прямоугольного сечения с разъемом на плоской поверхности одной из полок, включающий формовку профиля за несколько переходов со смыканием его полок с последовательной принудительной и свободной гибкой смыкаемых полок и принудительной гибкой боковых полок.
При сварке профилей, полученных данным способом (особенно тонкостенных), контактное воздействие сварочного агрегата может вызвать потерю устойчивости смыкаемых полок из-за их малой жесткости и, соответственно, взаимное смещение кромок свариваемых полок, что приводит к ухудшению качества изготавливаемых профилей в результате искажения их геометрии.
Цель изобретения повышение качества полученных профилей.
Цель достигается тем, что в известном способе производства из листа замкнутых профилей прямоугольного сечения с разъемом на плоской поверхности одной из полок, включающем формовку профиля за несколько переходов со смыканием его полок с последовательной принудительной и свободной гибкой смыкаемых полок и принудительной гибкой боковых полок, при получении стальных профилей со сварным швом по линии разъема после последнего перехода формовки с принудительной гибкой боковых полок производят сварку смыкаемых полок с образованием новой полки со сварным швом, в последнем переходе формовки с принудительной гибкой смыкаемых полок их изгибают по радиусу выпуклой поверхностью наружу, в последнем переходе формовки с принудительной гибкой боковых полок их подвергают дополнительному изгибу по отношению к размерам готового профиля до устранения зазора между смыкаемыми полками, во время сварки смыкаемых полок производят давление на их выпуклые поверхности, выравнивая свариваемые кромки до расположения их на одном уровне, а после сварки смыкаемых кромок, имеющих поперечную кривизну, осуществляют формовку профиля в дополнительных переходах до получения плоской поверхности новой полки со сварным швом с одновременным разгибанием боковых полок до размеров готового профиля, при этом стрелу прогиба изогнутых по радиусу смыкаемых полок в зоне сварки определяют из следующего соотношения:
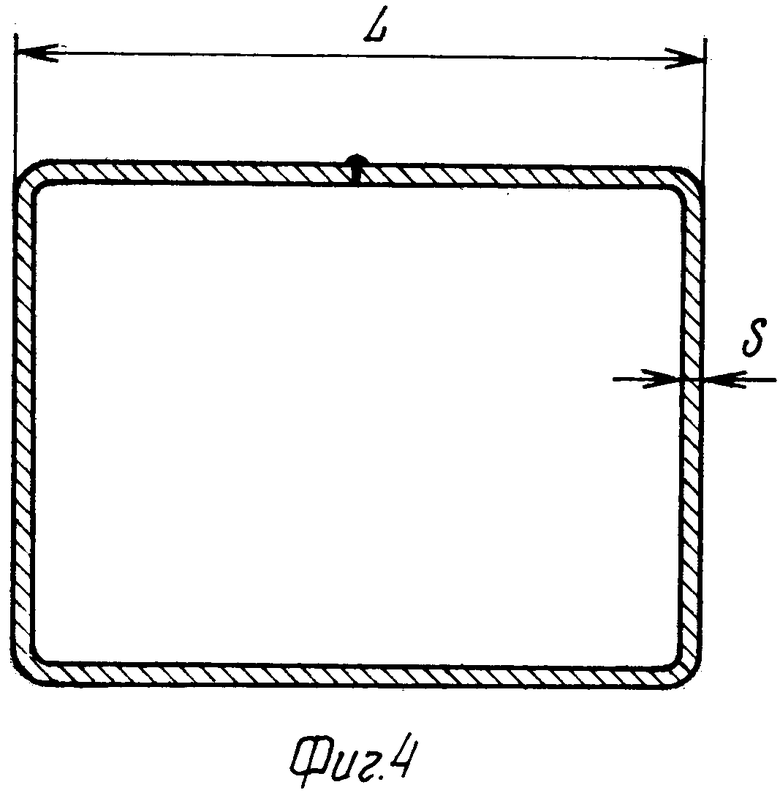
Δ  (1) где L суммарная длина полки готового профиля со сварным швом, мм;
(1) где L суммарная длина полки готового профиля со сварным швом, мм;
S толщина полок профиля, мм;
А числовой коэффициент, определяемый экспериментально,
A=0,12÷0,36
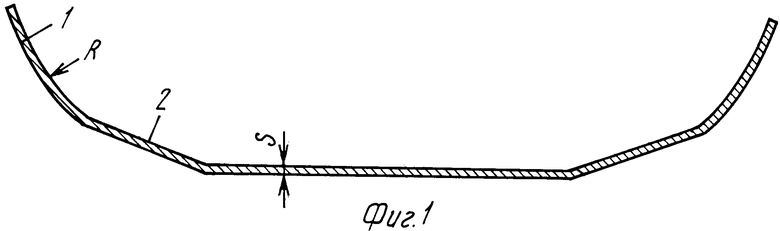
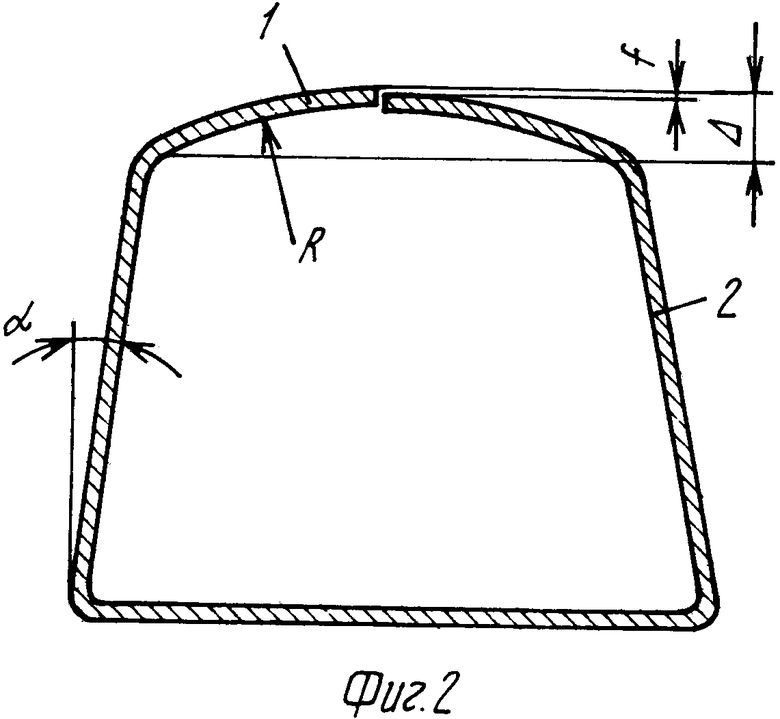
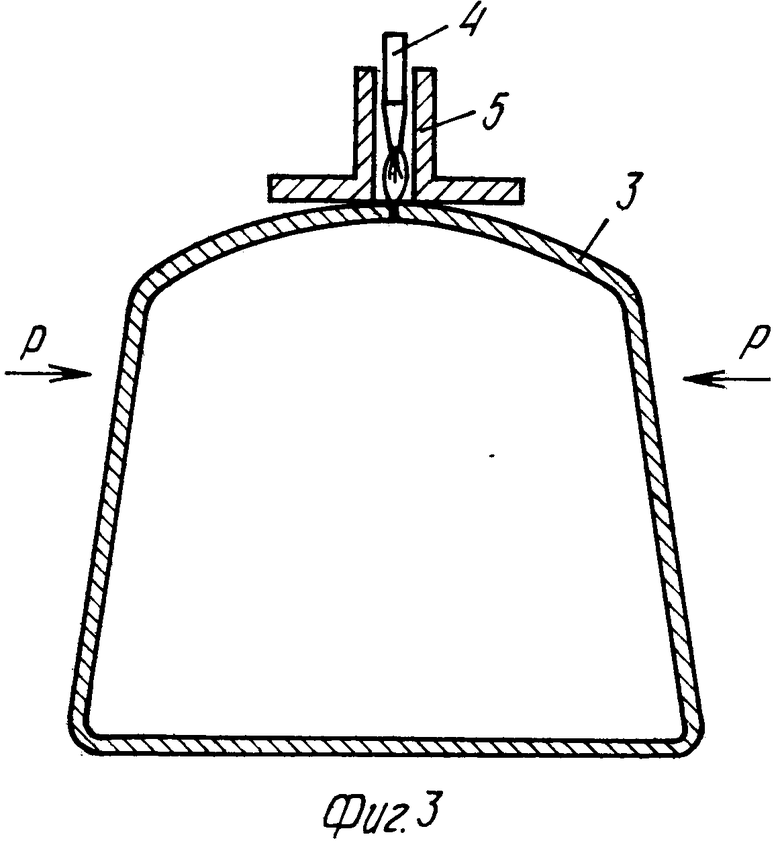
На фиг.1 представлено поперечное сечение профиля, получаемое в последнем переходе формовки с принудительной гибкой смыкаемых полок; на фиг.2 поперечное сечение профиля, получаемое в последнем переходе формовки с принудительной гибкой боковых полок перед сваркой; на фиг.3 поперечное сечение профиля во время сварки полок; на фиг.4 поперечное сечение профиля после деформовки.
Способ производства из листа сварных замкнутых профилей прямоугольного сечения реализуется следующим образом. В последнем переходе формовки с принудительной гибкой смыкаемых полок помимо обычного деформирования профиля смыкаемым полкам 1 придается изгиб по радиусу R выпуклой поверхностью наружу (фиг. 1) в закрытых калибрах. В последнем переходе формовки с принудительной гибкой боковых полок 2, перед сваркой их подвергают дополнительному изгибу на угол α по отношению к размерам готового профиля, доводя смыкаемые полки 1 до соединения (фиг. 2). При этом стрела прогиба Δ смыкаемых полок, имеющих поперечную кривизну, определяется из соотношения (1). В то же время в области малых значений стрелы прогиба, характерных для рассматриваемого способа, при определении радиуса кривизны R может быть использовано следующее выражение, полученное из геометрических соотношений:
R  (2)
(2)
Затем производят сварку смыкаемых полок 1 сварочным агрегатом 4 (фиг.3) с образованием новой полки 3 со сварным швом, выпуклая поверхность которой обращена наружу. Во время сварки смыкаемых полок 1 со стороны упора 5 осуществляют давление на выпуклую поверхность, выравнивая свариваемые кромки полок 1 на одном уровне и устраняя взаимное смещение кромок f. Наличие выпуклой поверхности стыкуемых полок обеспечивает только одно вероятное направление смещения их кромок под действием контактных усилий Р при стыковке во время сварки в направлении выпуклости. Однако, смещение в этом направлении ограничено рабочим органом сварочного агрегата 4, играющего роль упора 5, выравнивающего кромки свариваемых полок на одном уровне. Таким образом, обеспечивается точная стыковка свариваемых полок и повышение качества профилей. После сварки производят доформовку профиля с разгибанием боковых полок до размеров готового профиля.
Применение способа поясняется примером его реализации. При производстве замкнутого профиля прямоугольного сечения 160х80х5 из материала Ст.3 используется 18 формовочных клетей. После 5-и клетей смыкаемые полки формуют свободной гибкой. В 5-й клети при формовке с принудительной гибкой смыкаемым полкам придают кривизну с радиусом R 328 мм выпуклостью наружу. Далее формовка проходит по известному способу. В последнем проходе с принудительной гибкой перед сваркой боковые полки подвергают дополнительному изгибу на угол α ≈ 2о до устранения зазора между смыкаемыми полками. При сварке смыкаемых полос осуществляют давление на их выпуклые поверхности, выравнивая их свариваемые полки на одном уровне.
После проведения операции сварки профиль подвергают доформовке в формовочной клети до получения требуемых размеров и плоской поверхности соединяемых посредством сварки полок. Операция перегиба и разгиба боковых полок благоприятно сказывается на качестве профилей, так как способствует снятию остаточных напряжений, вызывающих коробление профиля.
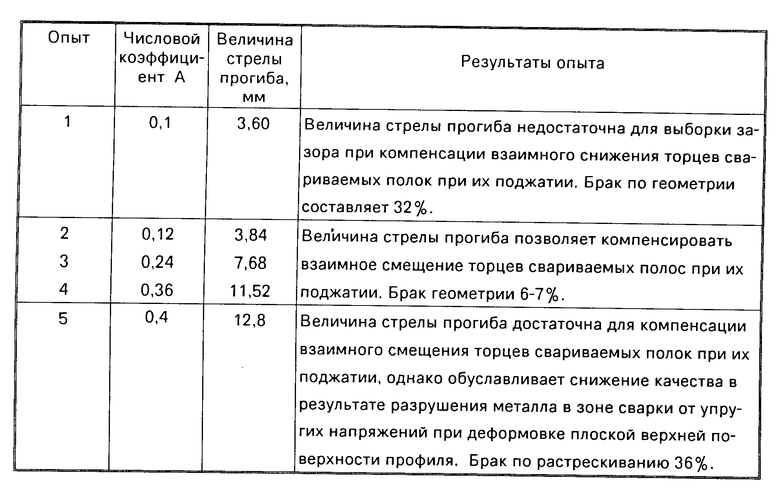
После проведения опытов по варьированию стрелы прогиба <N>DELTA<N> с 250-ю образцами (50 образцов на каждую точку) были получены результаты, подтверждающие правильность соотношений (1 и 2). При изготовлении профиля данного типоразмера по обычной технологии брак по геометрии составлял около 35%
Результаты опытов приведены в таблице.
Использование данного способа производства сварных замкнутых профилей прямоугольного сечения из листа позволяет по сравнению с существующими повысить качество профилей за счет резкого снижения брака по геометрии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2009 |
|
RU2393036C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ С ПРОДОЛЬНЫМ ШВОМ | 1991 |
|
RU2014165C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| Способ изготовления замкнутых профилей коробчатого типа | 1987 |
|
SU1498577A1 |
| Способ изготовления замкнутых сварных гнутых профилей с гофрами на боковых стенках | 1988 |
|
SU1579603A1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ С ПРОДОЛЬНЫМ ШВОМ | 1993 |
|
RU2049570C1 |
| Способ изготовления гнутых коробчатых профилей | 1991 |
|
SU1793985A3 |
| Электросварной профиль двутаврового сечения и способ его непрерывного изготовления | 1980 |
|
SU1026997A1 |
| Способ изготовления гнутых профилей | 1991 |
|
SU1811427A3 |
Использование: обработка металлов давлением при изготовлении замкнутых профилей прямоугольного сечения со сварным швом на плоской поверхности одной из полок. Сущность изобретения: способ включает формовку профиля за несколько переходов с последовательной принудительной и свободной гибкой смыкаемых полок и принудительной гибкой боковых полок. В последнем переходе формовки с принудительной гибкой смыкаемых полок их изгибают по радиусу выпуклой поверхностью наружу. В последнем переходе формовки с принудительной гибкой боковых полок их подвергают дополнительному изгибу по отношению к размерам готового профиля до устранения зазора между смыкаемыми полками. Затем производят сварку смыкаемых полок с образованием новой полки со сварным швом. Во время сварки осуществляют давление на выпуклые поверхности полок, выравнивая их свариваемые кромки на одном уровне. После сварки осуществляют доформовку профиля, обеспечивая разгибание боковых полок до размеров готового профиля и получение плоской поверхности новой полки со сварным швом. Величину прогиба смыкаемых полок в зоне сварки определяют из приведенного соотношения. 4 ил. 1 табл.
СПОСОБ ПРОИЗВОДСТВА ИЗ ЛИСТА ЗАМКНУТЫХ ПРОФИЛЕЙ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ С РАЗЪЕМОМ НА ПЛОСКОЙ ПОВЕРХНОСТИ ОДНОЙ ИЗ ПОЛОК, включающий формовку профиля за несколько переходов со смыканием его полок с последовательной принудительной и свободной гибкой смыкаемых полок и принудительной гибкой боковых полок, отличающийся тем, что при получении стальных профилей со сварным швом по линии разъема после последнего перехода формовки с принудительной гибкой боковых полок производят сварку смыкаемых полок с образованием новой полки со сварным швом, в последнем переходе формовки с принудительной гибкой смыкаемых полок их изгибают по радиусу выпуклой поверхностью наружу, в последнем переходе формовки с принудительной гибкой боковых полок их подвергают дополнительному изгибу по отношению к размерам готового профиля до устранения зазора между смыкаемыми полками, во время сварки смыкаемых полок производят давление на их выпуклые поверхности, выравнивая свариваемые кромки до расположения их на одном уровне, а после сварки смыкаемых кромок, имеющих поперечную кривизну, осуществляют доформовку профиля в дополнительных переходах до получения плоской поверхности новой полки со сварным швом с одновременным разгибанием боковых полок до размеров готового профиля, при этом стрелу прогиба изогнутых по радиусу смыкаемых полок в зоне сварки определяют из соотношения
где L суммарная длина полки готового профиля со сварным швом, мм;
S толщина полок профиля, мм;
A 0,12 0,36 коэффициент, определяемый экспериментально.
| Чекмарев А | |||
| П | |||
| и Калужский В | |||
| П | |||
| Гнутые профиля проката | |||
| М.: Металлургия, 1974, с.184 - 186, рис.89. |

