Изобретение относится к прокатному производству, конкретнее к изготовлению гнутых профилей и, в частности, прямоугольных сварных замкнутых профилей.
Известен способ производства сварных квадратных и прямоугольных профилей на непрерывном профилегибочном стане, включающий формование из полосы замкнутого квадратного или прямоугольного профиля в последовательно расположенных клетях и последующую сварку кромок с образованием одного продольного шва [А.П.Грудев и др. Технология прокатного производства. - М.: Металлургия, с.625-628,1994 г.].
Недостатком известного способа является возможность непроваров продольного шва ввиду низкого давления сжатия боковых кромок при сварке, особенно для тонкостенных профилей, так как давление прикладывается только в плоскости верхней полки, а боковые полки лишь удерживаются от прогиба. Кроме этого, данный способ не обеспечивает получение малых радиусов округления по углам профиля.
Известен способ производства из листа замкнутых профилей прямоугольного сечения с разъемом на плоской поверхности одной из полок, согласно которому в последнем переходе формовки смыкаемые полки изгибают по радиусу выпуклой поверхностью наружу, затем осуществляют сварку, а после сварки осуществляют доформовку профиля с разгибанием полок до размеров готового профиля [Патент РФ №2042449, МПК B21D 5/06, 27.08.1995 г.].
Недостатками данного способа являются возможность образования вогнутости при разгибании сформированной полки со сварным швом и различие в радиусах округления верхних и нижних мест изгиба прямоугольного профиля.
Наиболее близким к предлагаемому изобретению по своей технической сущности и достигаемым результатам является способ изготовления сварных замкнутых профилей с одним продольным швом, включающий профилирование путем многопереходной гибки полосовой заготовки, высокочастотную сварку с приложением в шовообжимном переходе по наружному контуру профиля распределенного давления к боковым стенкам и нормальных усилий к смыкающимся полкам [Авторское свидетельство СССР №1563804, МПК B21D 5/06,30.03.1990 г.] - прототип.
Недостатками известного способа являются повышенный износ валков в шовообжимной клети проходе, возможность образования непроваров в результате выплесков металла при высокочастотной сварке и неравномерности прогрева кромок из-за продольного перемещения точки схождения кромок, а также сложность поддержания распределенного давления при износе валков. Это приводит к необходимости наличия большого количества технологического инструмента, снижает производительность формовки из-за частых перевалок. Кроме того, существует опасность потери устойчивости смыкающихся полок при их обжатии в шовообжимной клети и образование дефектов сварного соединения.
Техническая задача, решаемая изобретением, состоит в повышении качества сварных замкнутых прямоугольных профилей за счет уменьшения количества и величины непроваров, увеличении производительности формовочного агрегата.
Для решения поставленной технической задачи, в известном способе изготовления сварных замкнутых профилей прямоугольного сечения с одним продольным швом, включающем профилирование путем многопереходной гибки полосовой заготовки, высокочастотную сварку с прикладыванием нормальных усилий к смыкающимся полкам, правку и разрезание профиля на мерные длины, согласно предложению, в шовообжимной клети осуществляют вытяжку заготовки равную 1,008-1,0095 с углом схождения кромок смыкающихся полок 2,0-2,5°, а смыкание полок производят под углом 174-176°.
Сущность изобретения состоит в следующем.
Для обеспечения хорошего качества сварного шва нагретые кромки после их схождения должны сжиматься достаточными сжимающими напряжениями, которые достигаются при осуществлении вытяжки в сварочной клети равной 1,008-1,0095. Такой диапазон вытяжек обеспечивает оптимальные сжимающие напряжения и не приводит к потере устойчивости и смещению кромок при сварке.
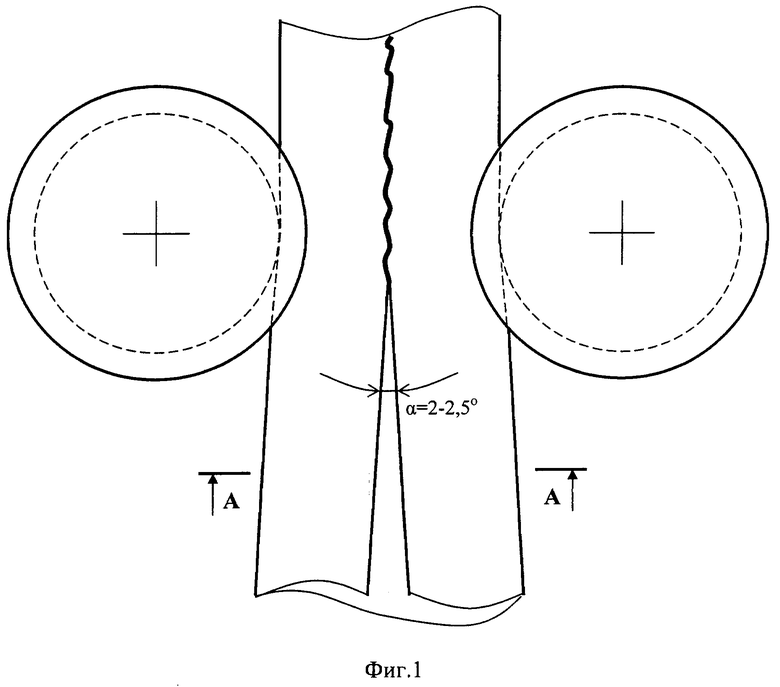
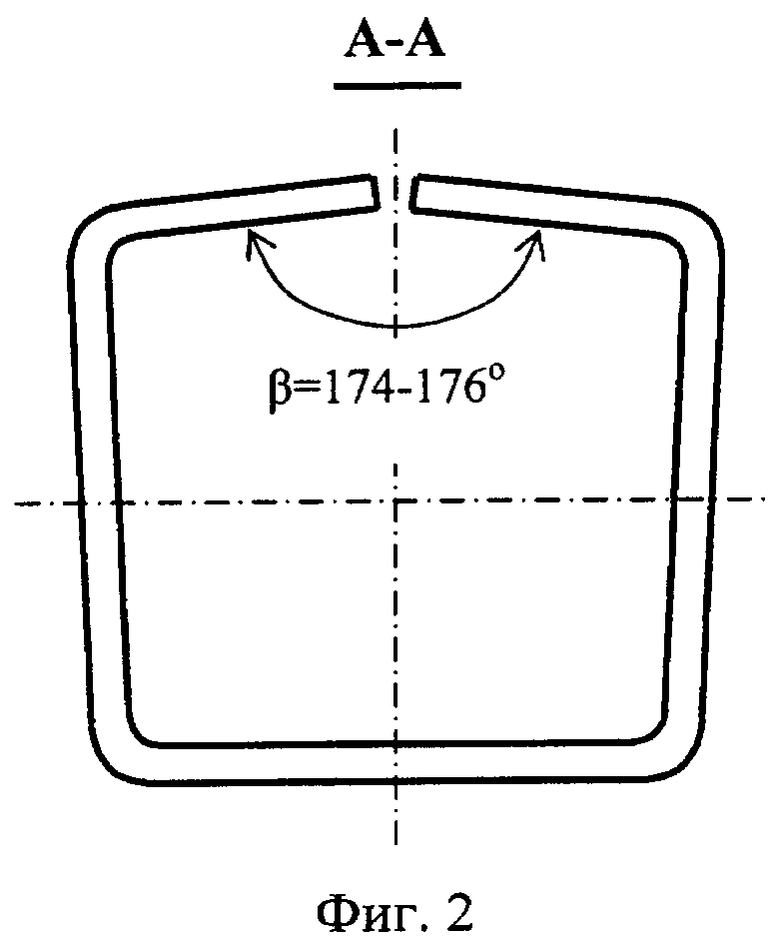
Участки свариваемых кромок до места их схождения нагреваются до оплавления, что существенно снижает уровень необходимых сжимающих напряжений. Угол схождения определяет зазор между кромками полосы в зоне сварки и, таким образом, определяет характер (интенсивность) возрастания доли тока на кромках (ток на наружной поверхности полосы) от полного по направлению к точке схождения. Это определяет интенсивность электродинамических сил, возникающих при нагреве токами высокой частоты, которые стремятся выбросить расплавленный металл с кромок полосы в точке выброса. Это ведет в итоге к образованию микронепроваров и ухудшению качества сварного шва. При сварке в шовообжимной клети с углом схождения кромок смыкающихся полок 2,0-2,5° сварной шов формируется равномерным по длине, без непроваров, строчечных дефектов и пилообразного грата, что позволяет улучшить качество шва и увеличить выход годного. Осуществление смыкания полок под углом 174-176° друг к другу обеспечивает подход кромок верхних полок к точке схождения без смещения в вертикальной плоскости, исключая этим ослабление сварного шва за счет уменьшения его сечения в виде дефекта «смещение кромок».
Сущность изобретения поясняется чертежами, где на фиг.1 изображена трубная заготовка в процессе сварки вид сверху; на фиг.2 - сечение А-А на фиг.1.
Вытяжка в шовообжимной клети необходима для того, чтобы обеспечить достаточные сжимающие напряжения в кромках при сварке профиля.
Экспериментально установлено, что при вытяжке менее 1,008 кромки заготовки недостаточно обжимаются, возможно образование непроваров, прочность шва недостаточна.
При вытяжке в шовообжимной клети более 1,0095 образуется повышенный грат, возможна потеря устойчивости кромок трубы и их смещение друг относительно друга, что приводит к дефекту «смещение кромок», ослаблению прочности шва и увеличению кривизны готового профиля.
Угол схождения кромок устанавливают в диапазоне 2-2,5°, что обеспечивает равномерный и эффективный прогрев кромок перед сваркой и формирование сварного шва без непроваров и других дефектов.
Экспериментально установлено, что при угле схождения кромок менее 2° возникает пилообразный грат, оплавление кромок до достижения ими точки схождения кромок, образование выплесков и непроваров, а также продольное колебание точки схождения кромок в процессе сварки.
При угле схождения кромок более 2,5° эффективность нагрева кромок снижается, что вызывает дополнительно уменьшение скорости сварки.
Смыкание полок в шовообжимной клети под углом 174-176° друг к другу способствует точному положению кромок верхних полок без смещения в вертикальной плоскости, не ухудшая при этом качества сварного соединения.
Экспериментально установлено, что при угле смыкания кромок менее 174° увеличивается угол развала кромок, нижние части кромок начинают контактировать раньше и окислы из зоны сварного соединения могут удаляться только наверх, что приводит к образованию непроваров и ослабляет шов, требует повышенного обжатия кромок и в итоге увеличивает грат, возникает пилообразный грат, оплавление кромок до достижения ими точки схождения кромок, образование выплесков и непроваров, а также продольное колебание точки схождения кромок процессе сварки. При угле смыкания кромок более 176° возможна потеря устойчивости смыкаемых кромок и смещение кромок друг относительно друга.
Примеры реализации способа
На промышленном профилегибочном стане из длинномерной полосовой заготовки 380×5 мм из низкоуглеродистой стали Ст.3 многопереходной гибкой в 14 клетях профилировали замкнутый профиль 100×100×5 мм. Из последней формовочной клети стана профиль поступал в шовообжимную клеть, где осуществляли высокочастотную сварку. Причем в шовообжимной клети осуществляли вытяжку заготовки, равную 1,009, а угол схождения кромок смыкающихся полок α устанавливали равным 2,2°. Смыкание полок производили под углом β=175°.
Готовый профиль подвергали калибровке и правке, после разрезали дисковыми пилами на мерные длины, разбраковывали и паковали в пачки.
Варианты реализации способа и показатели эффективности различных вариантов формовки труб приведены в таблице.
Из таблицы следует, что при использовании предложенного способа формовки (варианты 2-4) достигается повышение стойкости валков и выход годного при этом максимален.
При запредельных значениях заявленных параметров (варианты 1 и 5) и реализации способа-прототипа (вариант 6) наблюдается снижение выхода годного из-за появления отсортировки по технологической пробе на сплющивание и по качеству сварного шва по непроварам, а также снижение скорости сварки.
Технико-экономические преимущества предложенного способа состоят в том, что параметры сварки и формовки в шовообжимной клети позволяют повысить выход годного за счет повышения качества сварного соединения, устраняют непровары и другие дефекты. Этим обеспечивается повышение производительности агрегата в целом из-за уменьшения количества перевалок и сокращения времени настройки, а также уменьшения отбраковки.
В качестве базового объекта при определении технико-экономической эффективности предложенного способа был выбран способ-прототип. Использование предложенного способа обеспечит повышение рентабельности производства стальных сварных замкнутых профилей прямоугольного сечения на 15-20%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2240882C2 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗ ЛИСТА ЗАМКНУТЫХ ПРОФИЛЕЙ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ С РАЗЪЕМОМ НА ПЛОСКОЙ ПОВЕРХНОСТИ ОДНОЙ ИЗ ПОЛОК | 1992 |
|
RU2042449C1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1987 |
|
SU1426666A1 |
| Стан для изготовления сварных замкнутых профилей | 1990 |
|
SU1754262A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2232655C1 |
| Способ изготовления спиральношовных труб | 1980 |
|
SU893283A2 |
| Сварочный узел стана для изготовления сварных прямошовных труб | 1980 |
|
SU902889A2 |
Изобретение относится к прокатному производству, конкретнее к изготовлению гнутых профилей и, в частности, прямоугольных сварных замкнутых профилей. Способ включает профилирование прямоугольной заготовки с вытяжкой в шовообжимном переходе, высокочастотную сварку с заданным углом схождения кромок смыкающихся полок и заданным углом смыкания полок. В шовообжимной клети осуществляют вытяжку заготовки, равную 1,008-1,0095, с углом схождения кромок смыкающихся полок 2,0-2,5°, а смыкание полок производят под углом 174-176°. Изобретение позволяет повысить качество сварных замкнутых прямоугольных профилей, уменьшить количество и величину непроваров и увеличить производительность формовочного агрегата. 1 табл., 2 ил.
Способ изготовления сварных замкнутых профилей прямоугольного сечения с одним продольным швом, включающий профилирование путем многопереходной гибки полосовой заготовки, высокочастотную сварку с прикладыванием нормальных усилий к смыкающимся полкам в шовообжимной клети, правку и разрезание профиля на мерные длины, отличающийся тем, что в шовообжимной клети осуществляют вытяжку заготовки, равную 1,008-1,0095, с углом схождения кромок смыкающихся полок 2,0-2,5°, а смыкание полок производят под углом 174-176°.
| Способ изготовления сварных замкнутых профилей | 1988 |
|
SU1563804A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗ ЛИСТА ЗАМКНУТЫХ ПРОФИЛЕЙ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ С РАЗЪЕМОМ НА ПЛОСКОЙ ПОВЕРХНОСТИ ОДНОЙ ИЗ ПОЛОК | 1992 |
|
RU2042449C1 |
| EP 1961500 A1, 27.08.2008. | |||

