Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей типа ступенчатых валов методом поперечно-клиновой прокатки.
Известен инструмент для поперечно-клиновой прокатки, содержащий валки, включающие основания и установленные на них рабочие клинья с наклонными деформирующими гранями и калибрующими поверхностями. Высота деформирующих клиньев обоих валков одинакова, что затрудняет проскальзывание прокатанной поверхности детали между калибрующими поверхностями инструмента. Это приводит к возникновению скручивающих усилий, приводящих к разрыву заготовки, вскрытию осевой полости и т.д.
Целью изобретения является повышение качества изделий путем устранения скручивающих усилий, вызывающих разрыв заготовки, вскрытие осевой полости.
Это достигается тем, что один из рабочих клиньев на одном из валков выполнен на 0,03-0,3 мм ниже соответствующего ему клина на другом валке.
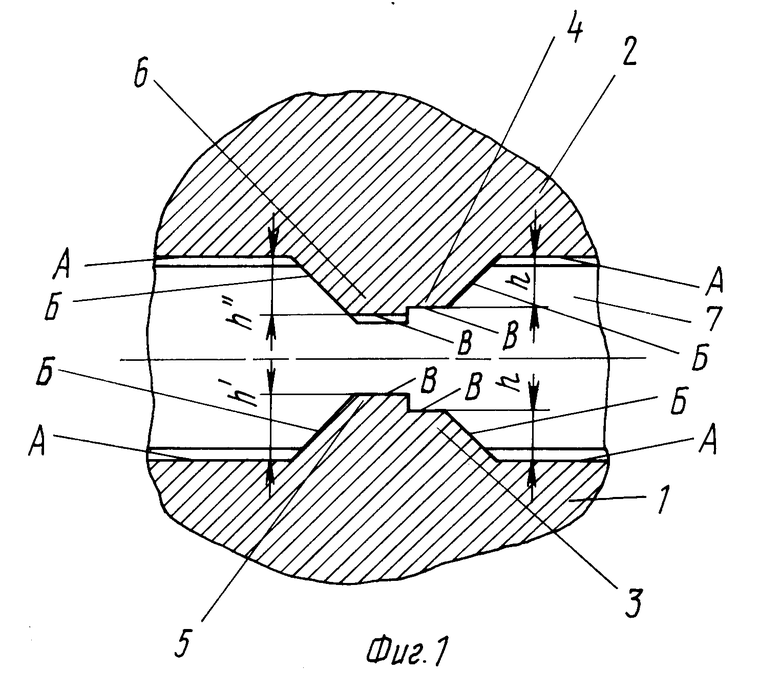
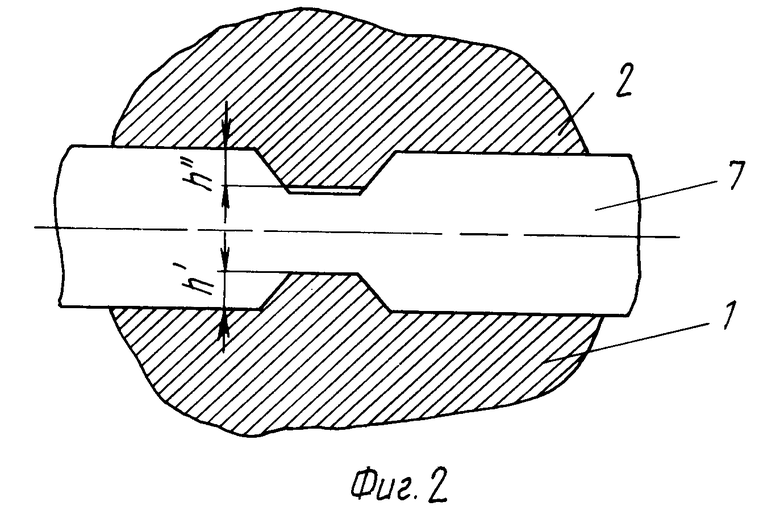
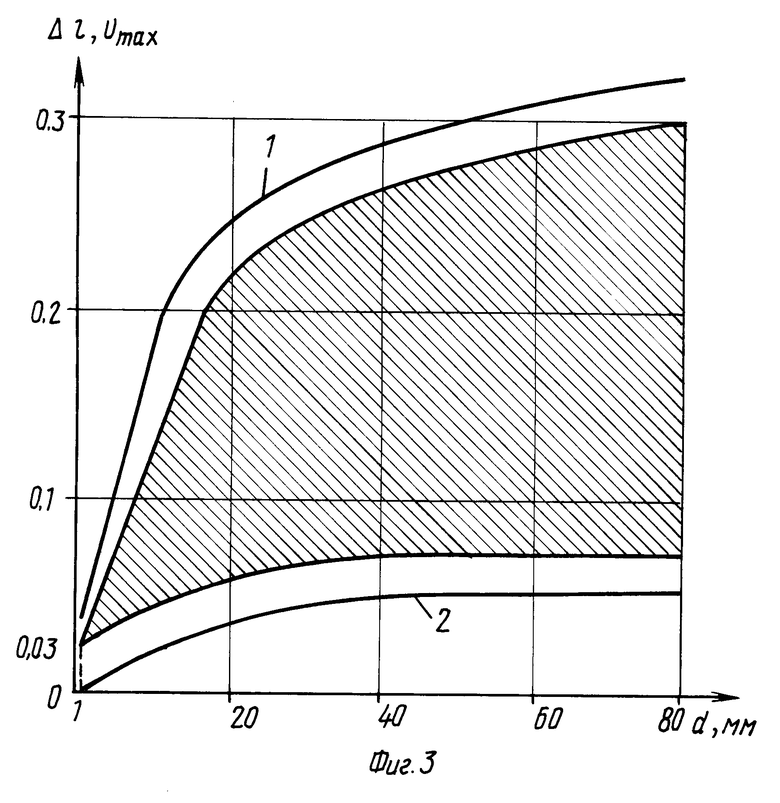
На фиг. 1 показан инструмент для поперечно-клиновой прокатки двухступенчатых валов, поперечный разрез; на фиг.2 инструмент поперечно-клиновой прокатки одноступенчатых валов, поперечный разрез; на фиг.3 график зависимости упругой деформации и максимально допустимого значения прогиба (Vмакс) от диаметра прокатываемой заготовки.
Инструмент для поперечно-клиновой прокатки содержит приводные рабочие валки 1,2, включающие основание, на нулевой поверхности А которых установлены рабочие клинья 3-6 с наклонными деформирующими гранями Б, ограниченные калибрующими поверхностями В. Рабочий клин 3 валка 1 и рабочий клин 4 валка 2 выполнены одинаково по высоте h. Рабочий клин 6, установленный на валке 2, выполнен высотой h", меньшей на величину δ, чем высота рабочего клина 5, установленного на валке 1.
Величина δ составляет 0,03-0,3 мм и зависит от диаметра прокатываемой заготовки. Эта величина должна компенсировать величину упругой деформации прокатываемой заготовки, но в то же время не должна превышать величину допустимого прогиба для прокатываемой заготовки.
Исходя из сказанного выше, величина δ должна лежать в пределах
Δ l < δ< [Vмакс] где Δ l величина упругой деформации;
[Vмакс] допустимый прогиб прокатываемой заготовки
Δl  где N распорное усилие прокатки;
где N распорное усилие прокатки;
d диаметр прокатываемой заготовки;
Е модуль упругости;
Г площадь поперечного сечения
N [σ].F, где [σ] допустимое напряжение на сжатие.
Исходя из сказанного,
Δl 
Из условия прочности наибольший изгибающий момент равен
Ммакс W[σ] где W момент сопротивления.
Для того, чтобы найти, при какой длине l прокатанного участка заготовки значение Vмакс будет равно [Vмакс] определяют Ммакс
Mмакс=  , где g распределенная нагрузка, а следовательно,
, где g распределенная нагрузка, а следовательно,
l 
Максимально допустимое значение прогиба рассчитывают по формуле
[vмакс]  где Ix осевой момент инерции.
где Ix осевой момент инерции.
Расчеты производят для материалов, наиболее часто используемых при прокатке, таких как алюминий, латунь, конструкционные стали с диаметрами 1-80 мм с учетом того, что до 10 мм ведется холодная прокатка, а свыше 10 мм горячая.
На фиг.3 показан график зависимости упругой деформации и максимально допустимого значения прогиба ([Vмакс]) от диаметра прокатываемой заготовки. Кривая 1 показывает величину ([Vмакс]), а кривая 2 величину Δ l, а зона между ними определяет величину V (на графике она заштрихована). С учетом погрешностей изготовления инструмента поперечно-клиновой прокатки и его собственной упругости, биения шпинделей прокатных станов и других факторов эта зона сужается.
Инструмент работает следующим образом.
Приводные рабочие валки 1,2, двигаясь навстречу друг другу, приводят во вращение заготовку 7 и наклонными деформирующими гранями Б рабочих клиньев 3-6 последовательно осуществляют деформацию заготовки 7, придавая ей заданную форму. При этом заготовка 7 имеет контакт с калибрующей поверхностью В рабочих клиньев 3,4,5 валков 1,2, что позволяет устранить скручивающие усилия.
Использование предлагаемого инструмента позволяет уменьшить вероятность повреждения прокатываемой заготовки за счет устранения скручивающих усилий, вызывающих разрыв заготовки, вскрытие осевой полости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1442311A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU740367A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU969390A1 |
| Устройство для поперечно-клиновой прокатки | 1986 |
|
SU1466857A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Инструмент для поперечно-клиновой прокатки | 1980 |
|
SU948503A1 |
Использование: относится к обработке металлов давлением и может быть использовано для получения деталей типа ступенчатых валов методом поперечно-клиновой прокатки. Сущность: приводные валки, вращаясь, приводят во вращение заготовку и наклонными деформирующими гранями рабочих клиньев последовательно осуществляют деформацию заготовки. При этом один клин на одном из валков выполнен ниже на 0,3 0,03 мм соответствующего ему клина на другом валке, что обеспечивает устранение скручивающих усилий, вызывающих разрыв заготовки и вскрытие осевой полости. 3 ил.
ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ, содержащий приводные рабочие валки, включающие основания и установленные на них рабочие клинья с наклонными деформирующими гранями и калибрующими поверхностями, отличающийся тем, что, с целью повышения качества изделий путем устранения скручивающих усилий, вызывающих разрыв заготовки, вскрытие осевой полости, один из рабочих клиньев на одном из валков выполнен на 0,03 0,3 мм ниже соответствующего ему клина на другом валке.
| Авторское свидетельство СССР N 7644807, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
