фиг. 2
Изобретение относится к обработке металлов давлением методом поперечно-клино вой прокатки, а именно к технологической оснастке для получения деталей типа ступенчатых валов.
Целью является повышение долговечности за счет увеличения стойкости направляющих проводок и качества получаемых изделий.
На фиг. 1 изображена схема процесса поперечно-клиновой прокатки рабочими валками; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - развертка рабочего валка.
Устройство содержит два рабочих валка 1 и 2, выполненные с участками захвата 3, формообразования 4 и калибровки 5. На валке выполнен рабочий клин, имеющий горизонтальную калибрующую поверхность 6 и деформирующие наклонные поверхности 7. Устройство также содержит направляющие проводки, каждая из которых выполнена из неподвижного основания 8 и связанной с ним вставки 9. Вставка 9 выполнена в виде цилиндрического ролика, установленного в пазу 10, выполненном в неподвижном ocHOj вании 8. Ролики 9 выполнены с проточкой 11, Н1ирина которой равна ширине горизон- тальной калибрующей поверхности 6 рабочего клина на участке 5 калибровки.
Устройство работает следующим образом .
Прокатываемая заготовка 12 помещает- ся ме жду прокатными роликами 1 и 2. При врапхении валков формообразующие клинья внедряются в заготовку 12. При этом в направлении перпендикулярном направлению деформации происходит вытеснение металла за пределы исходного, диаметра ча- готовки и при этом образуются наплывы :;
С целью исключения п()перечно1Ч) оме щения заготовки она поддерживается направляющими проводками, состояпшми из основания 8 и вставки 9 в виде ни.щидри- ческого ролика, являюп1е1 оси рабочей частью нроводки.
С целью исключе1гия взаимодействия ролика с наплывом 13 металла па прокат1-1в:)о- мой заготовке на рол1же выполнены иротс ч- кн П.
С целью повышения стойкости ролика проточку необходимо выполнять треугольной так, чтобы ее профиль был близок к геометрии наплыва металла на заготовке. При этом исключаются резкие переходы диамет- ра ролика и, следовательно, снижается концентрация напряжений на поверхностях ролика. Трение скольжения заменено трением качения за счет использования цилиндрического ролика, который катится по поверх1юсти детали и поменхен в гнездо на основании нро водки. Контактное давление в гнезде осно0
5
5 д 25
.. ,.
дз
50 вания намного меньше, чем на поверхности детали, так как при том же усилии контактная площадь ролика с основанием, охватывающем ролик по окружности, в несколько раз больше, чем нлощадь контакта ролика с деталью.
В процессе прокатки ролик, взаимодействуя с прокатываемой деталью, скользит в гнезде основания и не оставляет на поверхности детали царапин, так как он вращается вместе с ней. Кроме того, при накатке профиля на формообразующем участке прокатных валков происходит деформация заготовки и вытеснение части металла за пределы исходного диаметра заготовки. В даль- нейщем на участке калибровки форма детали исправляется, но такое течение металла является принципиально важным для процесса поперечно-клиновой прокатки.
Если ролик выполнить в виде гладкого цилиндра, то вытесняемый металл упрется в поверхность ролика. Это приводит к возрастанию осевых усилий в заготовке и ее разрыву. С целью обеспечения правильного течения металла во время накатки профиля в той части ролика, которая примыкает к зоне деформации заготовки выполняются нроточки, исключающие контакт вытесняемого из очага деформации металла с роликом .
Таким образом, повьщ1ение стойкости направляющих проводок и качества проката- ных деталей обеспечивается тем, что рабочая часть проводки выполнена в виде цилиндрического ролика, свободно вращающегося в гнезде основания проводки, и ролик имеет проточку.
Форм у л а из обре тения
Устройство ;um поперечно-клиповой нро- катки содержащее рабочие валки, выполненные V участками захвата, формообразования и ка. 1ибровки с расположенным на них рабочим клином, имеющим горизонтальную ка- либруюн1.ук) новерхность и деформирующие наклонные поверхности, и направляющие проводки, каждая из которых выполнена из неподвижного основания и связанной с ним вставки из материала с более высокой, чем у основания твердостью, отличающееся тем, что, с целью повышения долговечности за счет увеличения износостойкости направляющих проводок и качества получаемых изделий, вставка выполнена в виде цилиндрического ролика, установленного в пазу с возможностью вращения, выполненном в неподвижном основании, при этом ролик выполнен с проточкой, щирина которой равна П1ирине горизонтальной калибрующей по- BepxiiocTH рабочего клина на участке калибровки.
12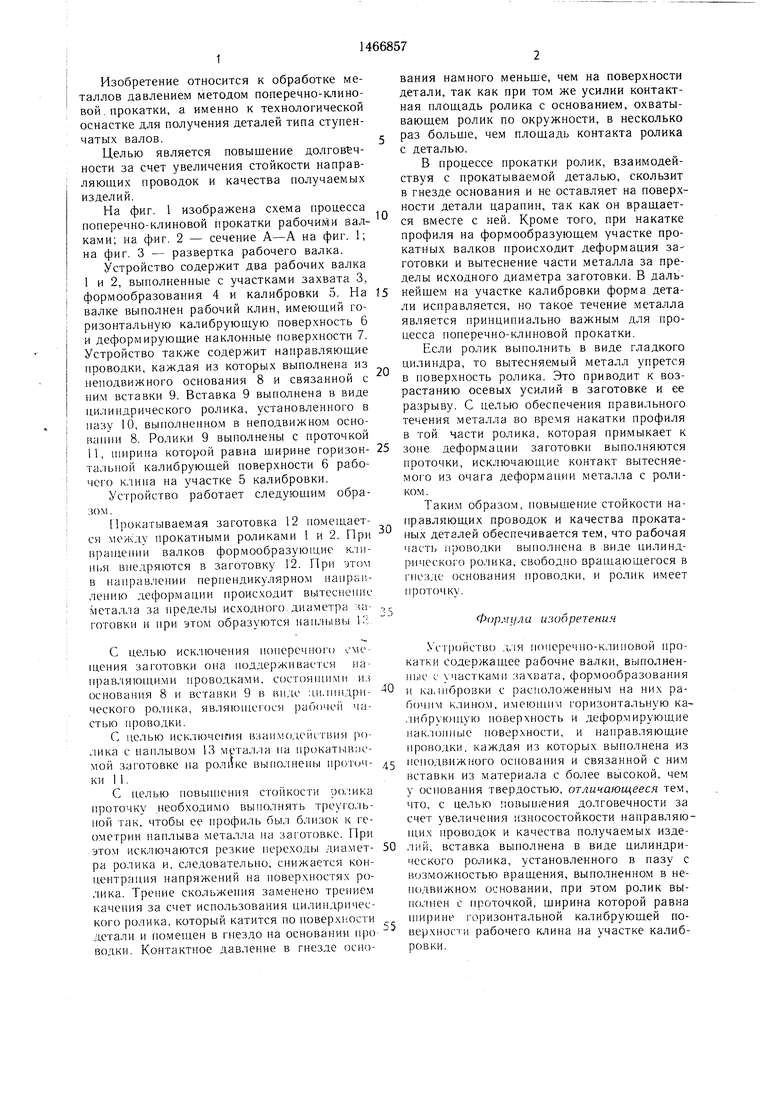
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ КОРОТКИХ ТЕЛ ВРАЩЕНИЯ | 1992 |
|
RU2041758C1 |
| Устройство для получения цилиндрических заготовок | 1985 |
|
SU1243871A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1590181A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| Устройство для поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1479187A1 |
| Способ получения коротких тел вращения и валки для его осуществления | 1978 |
|
SU759186A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
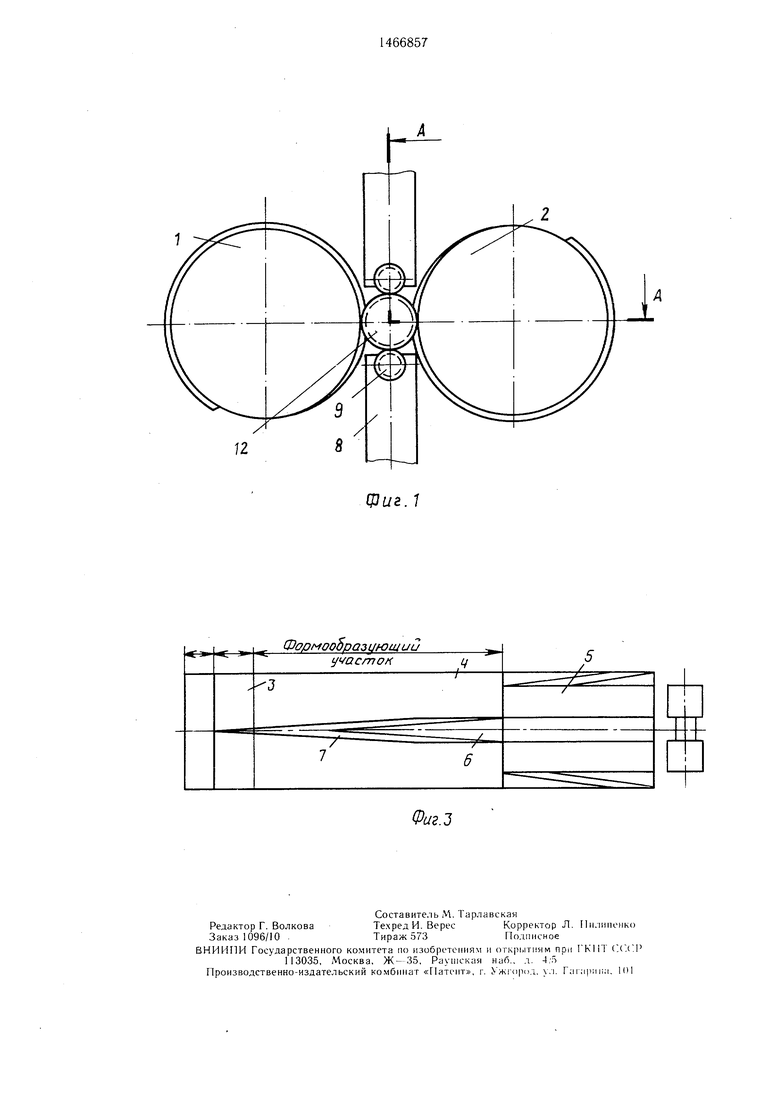
изобретение относится к обработке металлов давлением методом поперечно-клиновой прокатки деталей типа ступенчатых валов. Цель - повышение долговечности за счет увеличения стойкости направляющих проводок и качества получае.мых изделий. Прокатываемую заготовку 12 помещают между рабочими валками. Рабочие клинья, имеющие горизонтальную калибрующую поверхность и деформирующие наклонные поверхности, внедряются в заготовку 12, происходит вытеснение металла и образуются наплывы 13. Для обеспечения поперечного смещения заготовки 12 она поддерживается направляющими проводками, состоящими из неподвижного основания 8 и вставки (В) 9, выполненной в виде цилиндрического ролика. С целью исключения взаимодействия ролика с наплывом металла 13 на заготовку 12 на ролике выполнены проточки 11, и ирина которых равна щирине горизонтальной калибрующей поверхности рабочего клина на участке калибровки. Такое выполнение роликов исключает возрастание осевых усилий в заготовке 12 и ее разрыв. Благодаря выполнению В 9 в виде р(хтика она скользит по заготовке 12, не оставляя на ее поверхности царапин. 3 ил. о (Л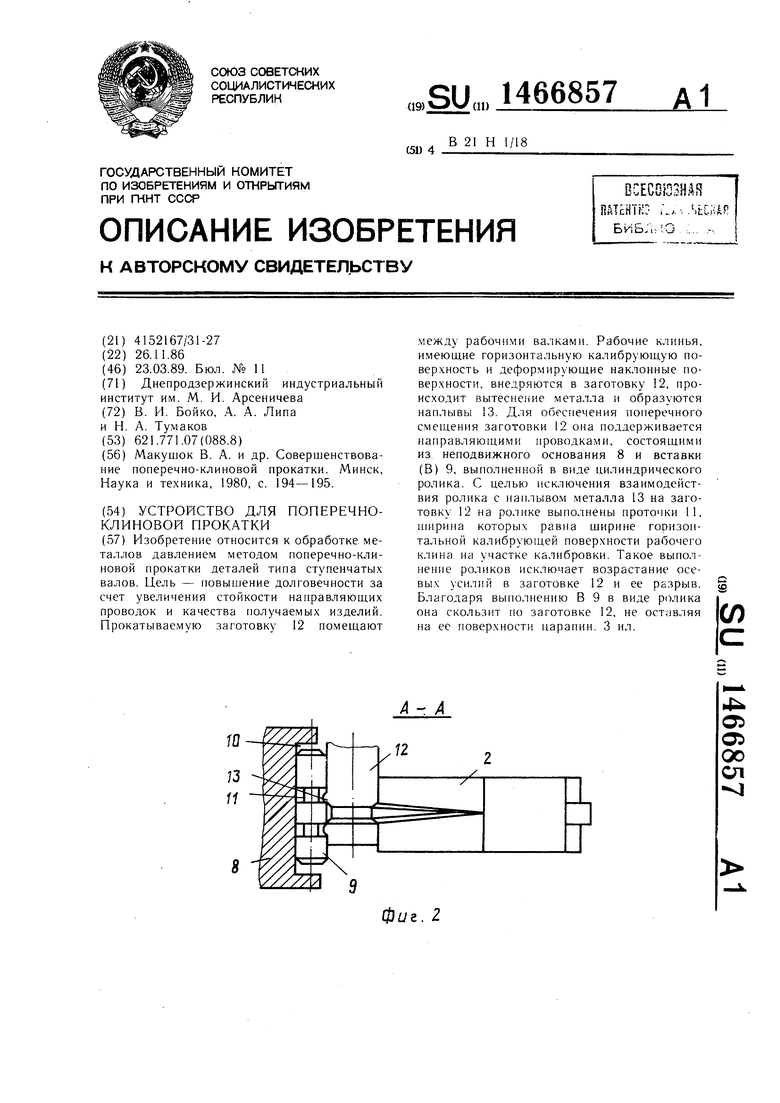
Формообразующий
фиг. Г
| Макушок В | |||
| А | |||
| и др | |||
| Совершенствование поперечно-клиновой прокатки | |||
| Минск, Наука и техника, 1980, с | |||
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
