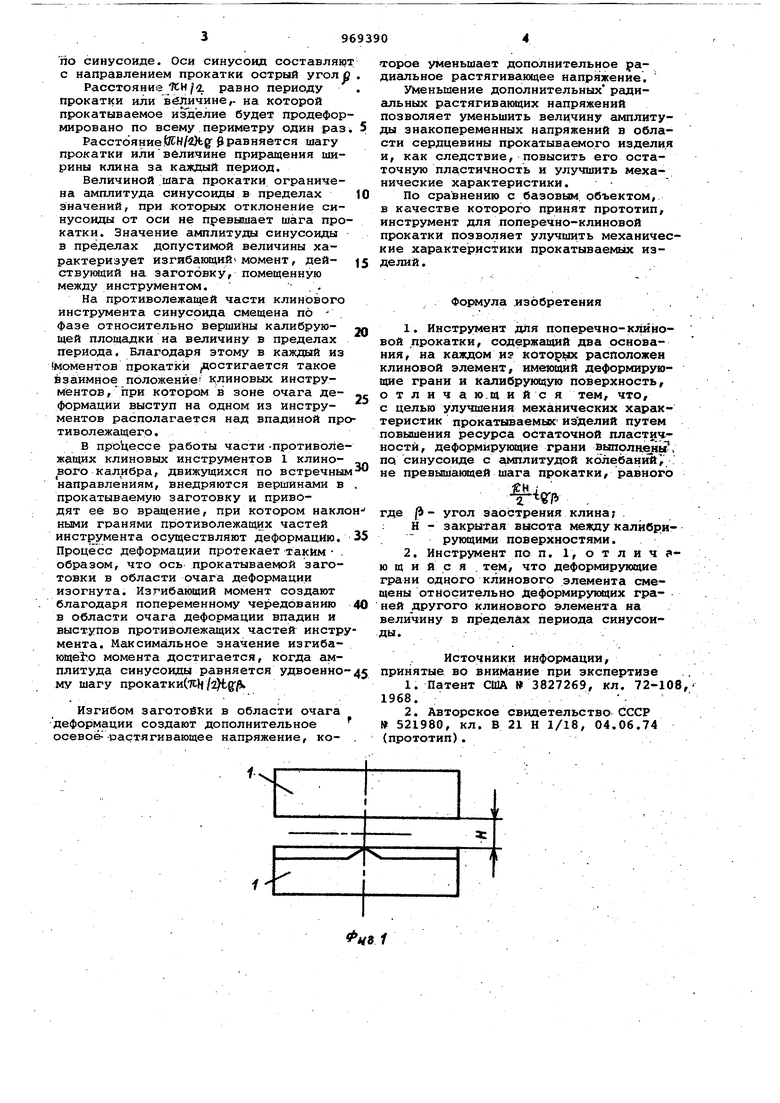
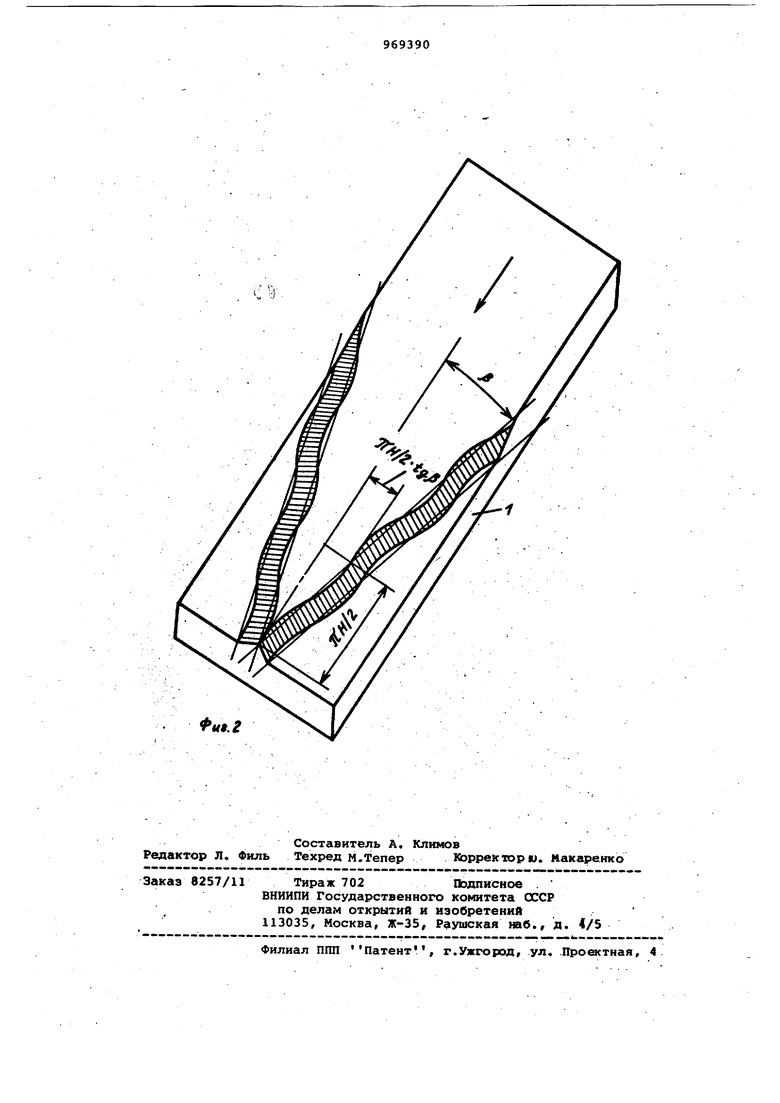
Изобретение относится к обработке металлов давлением и может быть испоЛ зовано при производстве изделий типа ступенчатых валов. Известен клиновой инструмент, соде жащий калибрующую площадку и наклонны деформирунйциё грани, где процесс дефо мации ведут между наклоннютдеформирующими гранями противолежащих часте инструмента tlJ При прокатке таким инструментом в сердцевине образцов осуществляется знакопеременная деформация действие которой снижает или полностью исчерпывает ресурс пластичности материала прокатываемого изделия. Наиболее близким к предлагаемому является инструмент для поперечноклиновой прокатки, содержащий два основания, на каждом из которых расположен клиновой элемент, именяций деформирующие грани и калибрующую поверхность 2. Недостатком инструмента известной конструкции является ухудшение механических харгистеристик прокатыва емых изделий из-за низкого ресурса остаточной пластичности. Цель изобретения - улучшение механических характеристик прокатываеMbix изделий путем повышения ресурса остаточной пластичности. Поставленная цель достигается тем, что в инструменте для поперечно-клиновр{( прокатки, содержащем два основания, на каждом из которых расположен клиновой элемент, имекиций деформирующие грани и калибрующую поверх ность, дефоЕФШруницие грани выполнены по синусоиде с амплитудой колебаний, не превышающей шага прокатки, равного i№ где - угол заострения клина; Н - закрытая высота между калибрующими поверхностями. Деформирукяцие грани одного клинового элемента смещены относительно деформирующих граней другого клинового элемента на величину в пределах периода синусоиды. На фиг. 1 показан инструмент, вид на клиновой калибр на фиг. 2 - то же, общий вид. Инструмент 1 включает противолежа щую основанию калибрующую площадку расширяющуюся вдоль клина и ограниченную с боков наклонными деформирующими поверхностями , направленными по синусоиде. Оси синусоид составляю с направлением прокатки острый уголр Расстояние ТСН/о. равно периоду прокатки или величине,- на которой прокатываемое изделие будет продефор мировано по всему периметру один раз Расстояние iSKH/aJtgre равняется шагу прокатки или вбЛичине приращения ширины клина за каждый период. Величиной шага прокатки ограничена амплитуда синусоиды в пределах значений, при .которых отклонение синусоиды от оси не превышает шага про катки. Значение амплитуда синусоиды в пределах допустимой величины характеризует изгибающиймомент, действующий на заготовку, помещенную между инструментом. На противолежащей части клинового инструмента синусоида смещена по фазе относительно вершины калибрующей площадки на величину в пределах периода. Благодаря этому в каждый из (моментов прокатки достигается такое взаимное положение клиновых инструментов, при котором в зоне очага деформации выступ на одном из инструментов располагается над впадиной пр тиволежащего . В процессе работы части -противоле жащих клиновых инструментов 1 клинового калибра, движущихся по встречны направлениям, внедряются вершинами в прокатываемую заготовку и приводят ее во вращение, при котором накл ными гранями противолежащих частей инструмента осуществляют деформацию. Процесс деформации протекает таким . образом, что ось прокатываемой заготовки в области очага деформации изогнута. Изгибающий момент создают благодаря попеременному чередованию в области очага деформации впадин и выступов противолежащих частей инстр мента. Максимальное значение изгибающе о момента достигается, когда амплитуда синусоиды равняется удвоенно му шагу прокаткиСтсЦ/s tg Изгибом заготобКи в области очага деформации создают дополнительное осевое -растягивающее напряжение, коорое уменьшает дополнительное радиальное растягивающее напряжение. Уменьшение дополнительных радигшьных растягивающих напряжений позволяет уменьшить величину амплитуды знакопеременных напряжений в области сердцевины прокатываемого изделия и, как следствие, повысить его остаточную пластичность и улучшить механические характеристики. По сравнению с базовым, объектом, в качестве которого принят прототип, инструмент для поперечно-клиновой прокатки позволяет улучшить механические характеристики прокатываемых изделий. Формула .изобретения 1. Инструмент для поперечно-клиновой прокатки, содержащий два основания, на каждом иг которых расположен клиновой элемент, имеющий деформирующие грани и калибруияцую поверхность, о т л и ч а ю.щ и и с я тем, что, с целью улучшения механических характеристик прокатываемых изделий путем повышения ресурса остаточной пластичности, деформйрукицие грани выполне, по синусоиде с амплитудой колебаний, не превышающей шага прокатки, равного где Р- угол заострения клина; ; Н - закрытая высота между калибрирующими поверхностями. 2. Инструмент по п. 1, о т л и ч ю щ и и с я тем, что деформируницие грани одного клинового элемента смещены относительно деформирующих граней другого клинового элемента на величину в пределах периода синусоиды. Источники информации, принятые во внимание при экспертизе 1.Патент США №3827269, кл. 72-108, 1968. : 2.Авторское свидетельство СССР 521980, кл. В 21 Н 1/18, 04.06.74 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1980 |
|
SU948503A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU725763A1 |
| Способ поперечно-клиновой прокатки и инструмент для его осуществления | 1977 |
|
SU733821A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU740367A1 |
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU617139A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТУПЕНЧАТЫХ ВАЛОВ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКОЙ | 2008 |
|
RU2368448C1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU1007799A1 |
49 1
