Изобретение относится к устройствам для сварки различных материалов с помощью трения.
Известна машина для сварки трением [1] состоящая из двух одинаковых электродвигателей, статоры которых установлены на машине соосно. Валы электродвигателей предварительно рассверлены и внутри их с возможностью осевого перемещения установлены цанговые зажимы. Корпуса электродвигателей связаны между собой посредством винтовой пары. Свариваемые детали закрепляют в цанговых зажимах и неподвижных зажимных устройствах, а затем одну из каждых двух свариваемых деталей вращают.
Недостатком таких машин, предназначенных для сварки трением при вращении, является необходимость больших осевых усилий. Эти усилия примерно в сто раз больше, чем при использовании устройств, основанных на колебательных движениях одной из свариваемых деталей. В связи с этим массогабаритные параметры таких машин значительно превышают эти показатели устройств с колебательным приводом свариваемых деталей.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для сварки трением [2] содержащее зажимы для свариваемых деталей, привод осевого сжатия и механизм создания колебательного движения, связанный с одним из зажимов.
Устройство обладает большой сложностью из-за необходимости иметь герметичную камеру для создания разреженной среды.
Одним из главных недостатков данного устройства является то, что оно имеет узкие технологические возможности по размерам свариваемых сечений. Процесс сварки при поворотном колебательном движении протекает интенсивно при амплитуде колебания в пределах 3.50 мм на наружном диаметре свариваемых деталей.
Размах колебаний составляет А 1о, соответственно амплитуды колебания
λ 

 0,5°
0,5°
Чтобы получить минимальное значение линейной амплитуды колебаний, равной 3 мм (размах колебаний А 2 λ 2 3 6 мм) по прототипу, что соответствует угловой амплитуде, равной 0,5о, необходимо, чтобы свариваемые детали имели диаметр не меньше чем ниже рассчитанный.
Приравниваем значение угловой амплитуды к линейной, т.е.
λугл λлин; 0,5°=3 мм соответственно минимальная длина окружности детали, при колебании которой на 0,5о достигается линейная амплитуда, равная 3 мм, будет:
lокр 2160 мм
2160 мм
а диаметр
dдет
 688 мм
688 мм
Технической задачей является упрощение конструкции устройства, снижение его веса и габаритов, а также расширение технологических возможностей, повышение производительности и экономичности.
Поставленная задача решается тем, что устройство для сварки трением, содержащее шпиндели с закрепленными на них неподвижно зажимными патронами свариваемых деталей, один из которых соединен с приводом осевого перемещения, а другой с приводом кругового колебательного движения, снабжено механизмом колебательного движения, выполненным в виде двух приводных валов, (соединенных механической передачей, например, ременной), расположенных параллельно оси шпинделя и в одной плоскости с ним, причем каждый вал снабжен приводом и на каждом валу неподвижно установлены уравновешивающие грузы и силовые эксцентрики, связанные со шпинделем посредством шатунов.
Как известно, при вращении массы, центр тяжести которой смещен относительно оси вращения, возникает центробежная сила. Такими массами являются силовые эксцентрики и шатуны. Кроме того, при знакопеременном круговом колебании шпинделя и установленных на нем проушин, зажимного патрона и свариваемой детали возникают инерционные силы. Для уравновешивания этих сил служат установленные на приводных валах уравновешивающие грузы, расположение которых по отношению к силовым эксцентрикам, их радиусы вращения, а также массу определяют расчетным путем. Такое расположение уравновешивающих грузов на приводных валах при работе устройства в любом угловом положении эксцентриков обеспечивает полное уравновешивание центробежных сил и моментов от сил инерции.
В предложенном устройстве для уравновешивания инерционных сил предусмотрено два приводных вала, на которых и установлены уравновешивающие грузы, нейтрализующие эти силы. Кроме того, наличие двух приводных валов, расположенных параллельно оси шпинделя и в одной плоскости с ним, обеспечивает подвод удвоенной мощности, в результате чего может быть вдвое увеличено сечение свариваемых деталей (в месте сварки). Гибкая связь позволяет синхронизировать вращение валов в случае неодновременного пуска приводных двигателей в положении, когда шатуны оказываются в своих крайних мертвых точках или при выходе из строя во время работы одного из приводных двигателей.
На чертеже представлена конструкция предложенного устройства.
Устройство содержит зажимные патроны 1 и 2 для крепления свариваемых деталей 3, 4. Зажимной патрон 1 закреплен на траверсе 5, установленной подвижно на направляющих 6, скрепленных с корпусом 7. Зажимной патрон 1 соединен с приводом 8 осевого сжатия свариваемых деталей. Зажимной патрон 2 закреплен неподвижно на шпинделе 9, соединенном с механизмом колебательного движения, который состоит из двух приводных валов 10, расположенных параллельно оси шпинделя. Каждый приводной вал 10 снабжен приводом 11 и на каждом валу неподвижно установлены уравновешивающие грузы 12 и силовые эксцентрики 13, связанные со шпинделем 9 посредством шатунов 14, подшипников 15 и проушин 16. На валах 10 установлены шкивы 17, соединенные гибкой связью 18.
Устройство работает следующим образом.
Приводные двигатели 11 вращают валы 10 с закрепленными на них силовыми эксцентриками 13 и уравновешивающими грузами 12. При вращении валов 10 благодаря силовым эксцентрикам 13 и шатунам 14 шпинделю 9 сообщаются круговые колебательные движения, а вместе с ним приводному зажиму 2 и свариваемой детали 4. Траверса 5 под действием привода осевого сжатия 8 перемещается по направляющим 6 в осевом направлении с закрепленным на ней зажимом 1 и свариваемой деталью 3.
С помощью предложенного устройства проведена сварка вилки карданных валов большегрузных автомашин типа КРАЗ (изготовитель вилок завод карданных валов, г. Херсон). Внутренний диаметр свариваемых участков вилок составлял 51 мм, а наружный 83 мм. Технологические параметры сварки были следующими: частота колебаний в 1 мин 1500; удельное давление в зоне сварки 0,8 кг/мм2, амплитуда колебаний на среднем радиусе 7 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением | 1981 |
|
SU1002120A1 |
| Машина для сварки трением | 1983 |
|
SU1180208A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2313432C2 |
| Машина для сварки трением | 1981 |
|
SU1016118A1 |
| Машина для сварки трением | 1985 |
|
SU1250425A1 |
| Устройство для орбитальной сваркиТРЕНиЕМ | 1979 |
|
SU814627A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Машина для сварки трением | 1981 |
|
SU1061961A1 |
Использование: сварочное производство, при сварке различных материалов с помощью трения. Сущность изобретения: устройство содержит зажимные патроны 1 и 2 для свариваемых деталей 3, 4. Зажимной патрон 1 закреплен на траверсе 5, установленной подвижно на направляющих 6, скрепленных с корпусом 7. Зажимной патрон соединен с приводом 8 осевого сжатия свариваемых деталей 3, 4, а зажимной патрон 2, закрепленный неподвижно на шпинделе 9, соединен с механизмом колебательного движения, который состоит из двух приводных валов 10, расположенных параллельно оси шпинделя 9. Каждый приводной вал снабжен приводом 11 и на каждом валу неподвижно установлены уравновешивающие грузы 12 и силовые эксцентрики 13, связанные со шпинделем 9 посредством шатуна 14, подшипников 15 и проушин 16. Приводные валы 10 соединены передачей, например гибкой. 1 з.п. ф-лы, 1 ил.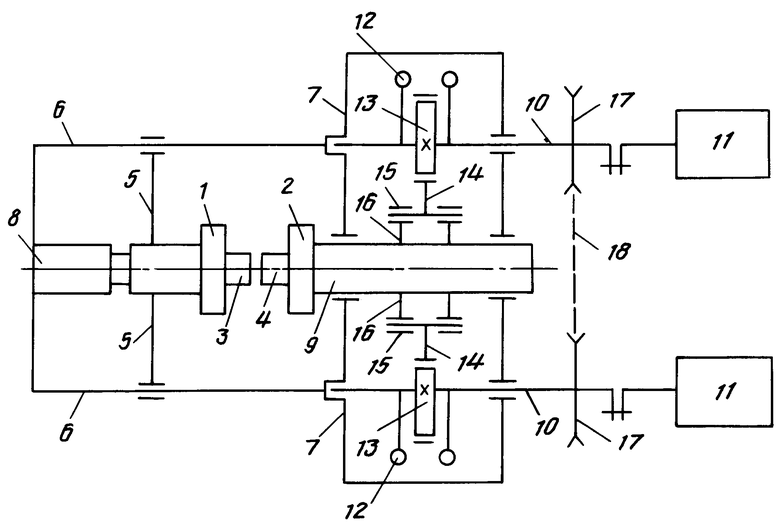
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4163516, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
