Изобретение относится к технологии машиностроения, в частности к методам подготовки поверхностей деталей машин для нанесения на них покрытий, и может быть использовано на машиностроительных и ремонтных предприятиях промышленности,
Цел1} изобретения интенсификация Процесса обработки.
На чертеже показана схема осу- . ществления способа,
На схеме приведен аппарат псевдоожижения с газораспределительной решеткой 2 и .с псевдоожиженньП 1 слоем 3 абразива в виде дробиj в который погружена деталь 4, подвешенная на подвеске 5в установленной на стержне 6. На боковых стенках аппарата псевдоожижения установлены эжекторы 7 с окнами 8, погруженные в псевдоожи- женный слой дроби. При обработке детали струямр дроби, истекающтими из сопел эжекторов 7, расположенных по обе стороны от обрабатываемой детапи 4, увеличивают скорость струи, истекающей из одного эжектора, соответственно одновременно уменьшая скорость истечения струи из противоположного эжектора. Под давлением струй с повышенной скоростью благодаря уменьшению сопротивления, возни канщего под действием струи с уменьшенной скоростью, деталь 4 вместе с подвеской 5 поворачивается на некоторый угол вокруг горизонтальной оси .стержня 6, После соответствующего изменения скорости истечения струй из сопел эжекторов 7 деталь 4 поворачивается на такой же угол в проти- воположнзда сторону, обеспечивая гга- ким образом обработку новьпс площадей обрабатываемой поверхности. При равенстве скоростей, истекающих из сопел обоих эжекторов 7, деталь 4 остается на месте в вертикальном положении. При отклонении детали 4 под воздействием струи с повьшгенной скоростью, расстояние ее до среза сопла увеличивается пропорционально увеличению давления стрзш, благодаря этому уменьшается сила удара дробинок о поверхность детапи и наоборот- с уменьшением расстояния от детали до среза сопла с пониженной скорость истечения струи сила удара дробинок о поверхность детали возрастает, Таким образом автоматически поддерживается сила ударов дроби о поверхность обработки. Стержню 6 с уста- новленньЕми на нем подвесками 5- и деталями 4 сообщают возвратно-поступательное перемещение, обеспечивающее обработку поверхностей детали, параллельных оси стержня 6, при этом перемещение подвесок 5 вдоль стержня
6 ограничено. Дробь из псевдоожижен- ного слоя 3 засасьшается в эжектор 7 через его окна 8, После истечения из сопла и удара о поверхность дета-, ли она остается в псевдоожиженном
слое и таким образом используется многократно, при этом потери ее в процессе обработки исключаются. Частички металла,, отслоившиеся в результате удара от поверхности детали или
от поверхностей дробинок, выносятся из .псевдоожиженного слоя псевдоожи- жающим агентом (воздухом) и вытяги- . ваются вентиляцией (на чертеже не показана) через циклонньзй фильтр,
обеспечивающий сбор этих частиц и очистку псевдоожижающего агента (воздуха) перед выбросам его в атмосфе- РУ.
Примером конкретного использования предлагаемого изобретения явля.ется дробеструйная обработка поверхности винта стяжки, деталь 50-4605058 трактора МТЗ-80, Согласно прилагаемой схемы винт стяжки устанавливают в подвеску 5, расположенную на стержне 6i и опускают в псевдоожиженный слой дроби с диаметром дробинок О, 63 мм между двумя эжекторами 7, включают
подачу воздуха равного давления через оба эжектора и обрабатывают поверхность детали в течение 1 мин, затем снижают давление воздуха, подаваемого одному из эжекторов, одновременно увеличивая давление воздуха, подводимого к эжектору, деталь при этом отклоняется на соответствующий угол в сторону эжектора с меньшим давлением воздуха, при этом
под струи дроби попадают новые подвергаемые обработке поверхности стяжки. Стержню с подвесками и деталям сообщают возвратно-поступательные перемещения (осцилляцию) для обеспечения равномерности обработки всей поверхности стяжки, подготовленной под нанесение покрытия, Время обработки и число колебаний устанавливаются экс- периментсшьно.
3 1333546
Формула изобретенияно перпендикулярных плоскостях, при
Способ обработки деталей свобод-этом в вертикальной плоскости коленым абразивом, при которой детальбания создают эжектируемые потоками
помещают в псевдоожиженный слой абра- gабразива, которые направляют на образива -и направляют на нее струю абра-батьшаемую деталь с противоположных
зива, отличающийся тем,сторон струями сжатого воздуха, при
что, с целью интенсификации процессаэтом скорость одной струи увеличиваобработки, детали сообщают возвратно-ют, а другой уменьшают одновременно
поступательные перемещения во взаим- юна одну и ту же величину.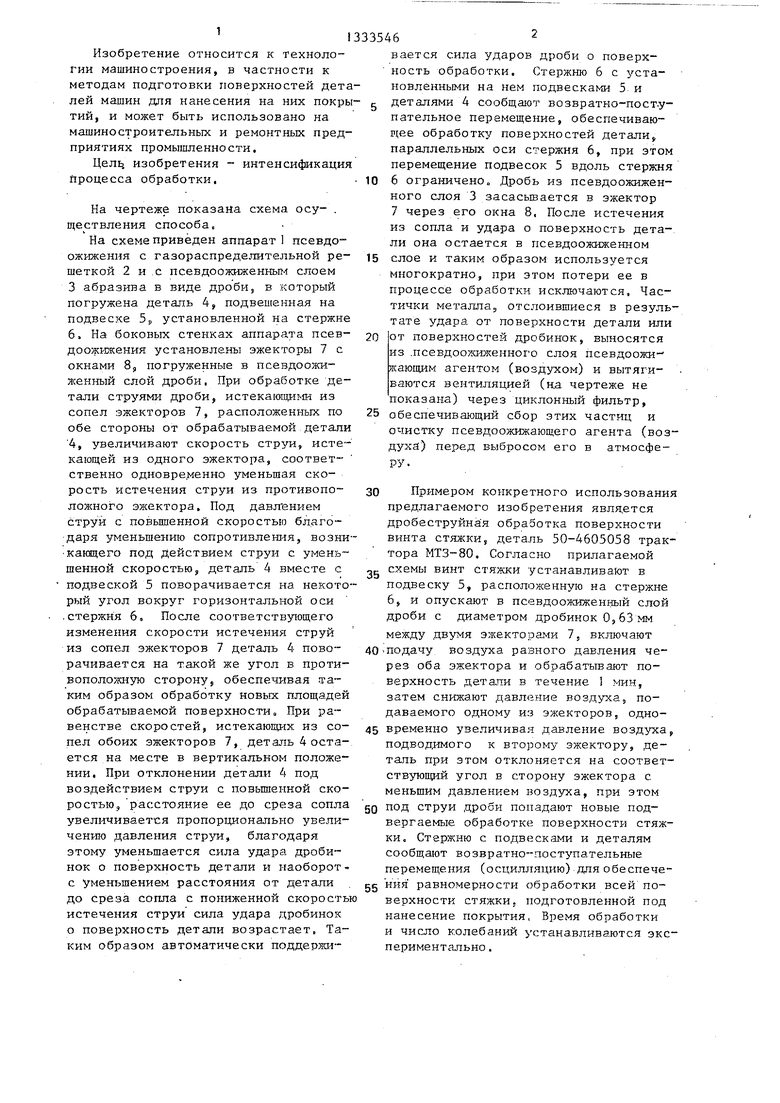
Изобретение относится к технологии машиностроения, в частности к методам подготовки поверхностей деталей машин под нанесение на них покрытий, и может быть использовано на машиностроительных и ремонтных предприятиях промышленности. Цель изобретения - интенсификация процесса обработки. Детали 4, которую помещают в псевдоожиженный слой 3 абразива, сообщают возвратно-поступательные перемещения во взаимно-перпендикулярных плоскостях, В вертикальной плоскости колебание создают эжек- трируемыми потоками абразива, которые направляют на деталь с противоположных сторон струями сжатого воздуха, при этом скорость одной струи увеличивают, а другой уменьшают одновременно на одну и ту же величину. 1 ил. 9 со со. со СП 4 О5
| Устройство для измерения температуры | 1979 |
|
SU864025A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
