1
Изобретение относится к абразивной обработке деталей в псевдоожиженном абразиве, например, для полирования, шлифования, снятия заусенцев и скругления острых кромок, зачистки, снятия нагрева и т. п., может быть использовано в машиностроительной промышленности и является усовершенствованием устройства по авт. ев 1232458.
Известно устройство для обработки .деталей в псевдоожиженном абразиве, в котором трубопроводом соединена рабочая и воздухоподаюш,ая камеры, последняя выполнена в виде бункера для размещения в ней абразива 1.
При перекачке абразива из ерздухопо- дающей камеры в рабочую сжатый воздух транспортирует воздух по переточному воздуховоду, однако значительная часть воздуха уходит в рабочую камеру бесполезно через газораспределительную решетку.
Цель изобретения - повышение производительности процесса обработки за счет ускорения перекачки абразива.
Поставленная цель достигается тем, что воздухоподающая камера снабжена горизонтальной перегородкой, разделяюшей ее на
верхнюю и нижнюю полости, причем обе независимо соединены с источником сжатого воздуха, а в нижней части переточного воздуховода установлено сопло, при этом между торцами сопла и воздуховода установлена заслонка.
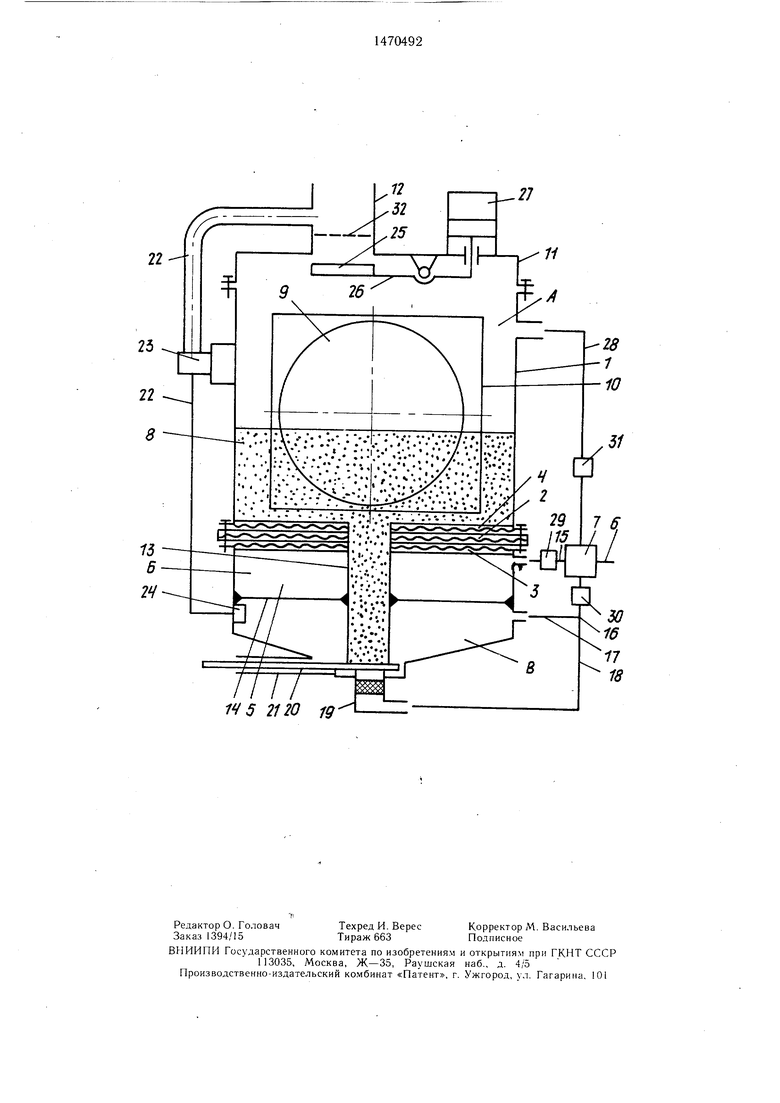
На чертеже схематично изображено устройство для обработки деталей в псевдоожиженном абразиве.
В нижней части корпуса 1 рабочей камеры устройства закреплена газораспределительная решетка 2, выполненная из пористого материала, например войлока. Газораспределительная решетка 2 расположена между двумя опорными решетками 3 и 4, служащими для предотвращения ее прогиба под действием потока воздуха и -давления абразива.
Под опорной решеткой 3 расположена воздухоподающая камера 5. Трубопроводом 6, снабженным распределителем 7, аппарат соединен с источником сжатого воздуха (пневмосетью).
В рабочей камере на газораспределительной решетке 2 расположена рабочая камера с диспергированной средой - слоем абразива 8, в который погружена обрабатыN
О 4
;о
N3
Ю
ваемая деталь 9, закрепленная на приводе его вращения (не показана).
В корпусе 1 рабочей камеры имеются люк с крышкой 10 для установки и съема обрабатываемой детали 9, а сверху крышка 11, на которой расположен воздухоотводяш,ий патрубок 12, соединенный с атмосферой.
Переточный воздуховод 13 пропуш,ен через опорные решетки 3 и 4, газораспределительную решетку 2 и воздухоподаюшую ка:i env Я,
Воздухоподающая камера 5 снабжена горизонтальной перегородкой 14, разделяющей ее на верхнюю Б и нижнюю В полости, обе независимо соединенные трубопроводами 15 и 16 с источником сжатого воздуха, т. е. с трубопроводом 6.
В полость В воздух подведен по двум трубопроводам 17 и 18, причем трубопровод 17 соединен с верхней частью этой полости, а трубопровод 18 с нижней, при этом трубопровод 18 на конце снабжен соплом 19, которое расположено оппозитно опушенному в нее из рабочей камеры переточному воздуховоду 13, а диаметр его меньше диаметра переточного воздуховода 13 (чтобы из последнего лучше высыпался абразив).
Между торцами сопла и воздуховода расположена перекрывающая их заслонка 20, установленная с возможностью горизонтального перемещения в направляющих 21.
Полость В трубопроводом 22, снабженным краном 23, соединена с воздухоотводя- ш,нм патрубком 12, причем на вход В трубопровод 22 установлен фильтр 24, не пропускающий абразив, для чего он выполнен из пористого материала, например войлока или фетра. Воздухоотводяший патрубок 12 ниже места его соединения с трубопроводом 22 снабжен запорным устройством, выполненным, например, в виде крышки 25, закрепленной на коромысле 26, соединенном с силовым цилиндром 27, закрепленным на крышке 11.
Распределитель 7 трубопроводом 28 соединен с верхней частью рабочей камеры А. Трубопроводы 15, 16 и 28 снабжены кранами 29-31 соответственно. Патрубок 12 снабжен фильтром 32, аналогичным фильтРУ 24.„п
При установке обрабатываемой детали 9
через люк с крьинкой 10 на привод абразив расположен в полости В рабочей камеры, а подводящие воздух трубопроводы 15, 16, 28 и 22 перекрыты соответствующими кранами 29-31 и 23, воздухоотводящий патрубок 12 перекрыт крышкой 25, заслонка 20 не перекрывает торцы воздуховода 13 и сопла 19 т. е. сдвинута влево (по чертежу).
После установки детали на ее привод и закрытия рабочей камеры крышкой 10 сило0
вым цилиндром 27 отводят крышку 25 от торца патрубка 12 и открытием крана 30 сжатый воздух от пневмосети по трубопроводам 6, 17 и 18 подают в полость В рабочей камеры.
Воздух из трубопровода 17 давит на абразив, находящийся в полости В, а истекающий из сопла 19 воздух увлекает абразив (эжек- тирует) по переточному воздуховоду 13 в полость А рабочей камеры, где воздух рас,., щиряется, абразив оседает на опорно- распределительную решетку, а воздух выходит в атмосферу по патрубку 12.
После перекачки абразива из полости В в полость А рабочей камеры краном 30 пере- 5 крывают трубопроводы 17 и 18, прекращая доступ воздуха в полость В, заслонкой 20 перекрывают торцы сопла 19 и воздуховода 13, открытием крана 29 сжатый воздух из пневмосети по трубопроводу 6 подают в полость Б рабочей камеры, откуда он выходит в полость А рабочей камеры через газораспределительную решетку 2 и опорные решетки 3 и 4, приводит находящийся в ней абразив 8 в псевдоожиженное состояние.
Включают вращение привода и деталь 9, 5 вращаясь вместе с ним, обрабатывается в кипящем слое абразива, а воздух из рабочей камеры выходит в атмосферу через патрубок 12.
После обработки детали краном 29 пере0 крывают трубопровод 15, прекращая подачу воздуха в полость Б, смещением заслонки 20 влево пневматически coeдиняюt полость А рабочей камеры с полостью В рабочей камеры, силовым цилиндром 27 крышку 25 под- -водят к торцу патрубка 12, краном 23 че5 рез трубопровод 22 пневматически соединяют нолость В с патрубком 12 и открытием крана 31 по трубопроводу 28 подают сжатый воздух в полость А рабочей камеры. Из полости А рабочей камеры сжатый воздух по
40 переточному воздуховоду 13 выходит в полость В рабочей камеры, увлекая за собой абразив в эту полость, где он и остается, а воздух по трубопроводу 22 и патрубку 12 выходит в атмосферу. После перекачки абразива из полости А рабочей камеры в по45 лость В краном 31 перекрывают трубопровод 28, открывают крышку 10 и снимают с привода обработанную деталь.
Так как в предлагаемом уетройстве при перекачке абразива из нижней по..ости В в рабочую камеру и наоборот воздух, ко50 торым транспортируют абразив, нроходит только по воздуховоду 13, минуя газораспределительную решетку, то за счет этого ускоряется перекачка абразива,а следовательно, повышается производительность аппарата кипящего слоя.
22
26
24
II II 14 5 2120 ig
27
1i .А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU878515A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1978 |
|
SU779037A1 |
| Способ обработки деталей в свободном абразиве и устройство для его осуществления | 1980 |
|
SU867617A1 |
| Устройство для обработки деталейВ пСЕВдООжижЕННОМ АбРАзиВЕ | 1979 |
|
SU848315A1 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
| Устройство для обработки деталейВ пСЕВдООжижЕННОМ АбРАзиВЕ | 1979 |
|
SU848311A1 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
Использование: в станках и устройствах для шлифования или полирования. Сущность изобретения: воздухоподающая камера снабжена горизонтальной перегородкой, разделяющей ее на верхнюю и нижнюю полости, причем обе независимо соединены с источником сжатого воздуха, а в нижней части переточного воздуховода установлено сопло, при этом между торцами сопла и воздуховода установлена заслонка. 1 ил.
Редактор О. Головач Заказ 1394/15
Техред И. Верес Тираж 663
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат «Патент, г. Ужгород, y,i. Гагарина, 101
Корректор М. Васильева Подписное
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
