Изобретение относится к электротехнике и может быть использовано в производстве кнопочных переключателей для телевизоров, приемников и других радиоэлектронных приборов.
Существующие технологии изготовления коммутационных элементов в целом схожи и отличаются лишь в деталях, продиктованных особенностями конструкций самих элементов.
В качестве прототипа выбран коммутационный элемент, содержащий корпус, расположенные в нем центральный и боковой неподвижные контакты с боковыми отводящими выводами, подвижный изогнутый контакт и толкатель, установленный в отверстии корпуса с возможностью взаимодействия с подвижным изогнутым контактом.
Способ изготовления коммутационного элемента включает формирование из металлической ленты путем поэлементной штамповки центрального и боковых неподвижных контактов коммутационного элемента с отходящими выводами, направленными вдоль проката металлической ленты. Затем укладывают отрезок металлической ленты со сформированными контактами в пресс-форму и производят заливку синтетической смолой для формирования корпуса коммутационного элемента. Далее корпус с армированными неподвижными контактами и отходящими выводами поединично отсекают от металлической ленты, после чего следует сборка. В полость корпуса укладываются предварительно изготовленные подвижный изогнутый контакт и толкатель. Крепежная крышка неразъемно соединяется с корпусом для предотвращения выпадания толкателя из собранного коммутационного элемента.
Данному методу изготовления присущи недостатки. Так, формирование неподвижных контактов производится с расположением выводов вдоль проката металлической ленты, что приводит к повышенному расходу материала. Формирование корпуса с армированными выводами является наиболее трудоемкой и малопроизводственной операцией за счет ручной установки арматуры в пресс-форму. Метод литья корпуса из синтетических смол накладывает ограничения на материал, так как исключается возможность использования высокотемпературных материалов типа АГ или ДСВ, для которых требуется прессование.
Конструкция коммутационного элемента продиктованная вышеописанным методом, также имеет недостатки, так как в силу использования синтетических смол ограничивает способы установки элементов на печатные платы. При пайке такого элемента возможна термическая деформация корпуса, что может привести к выходу элемента из строя.
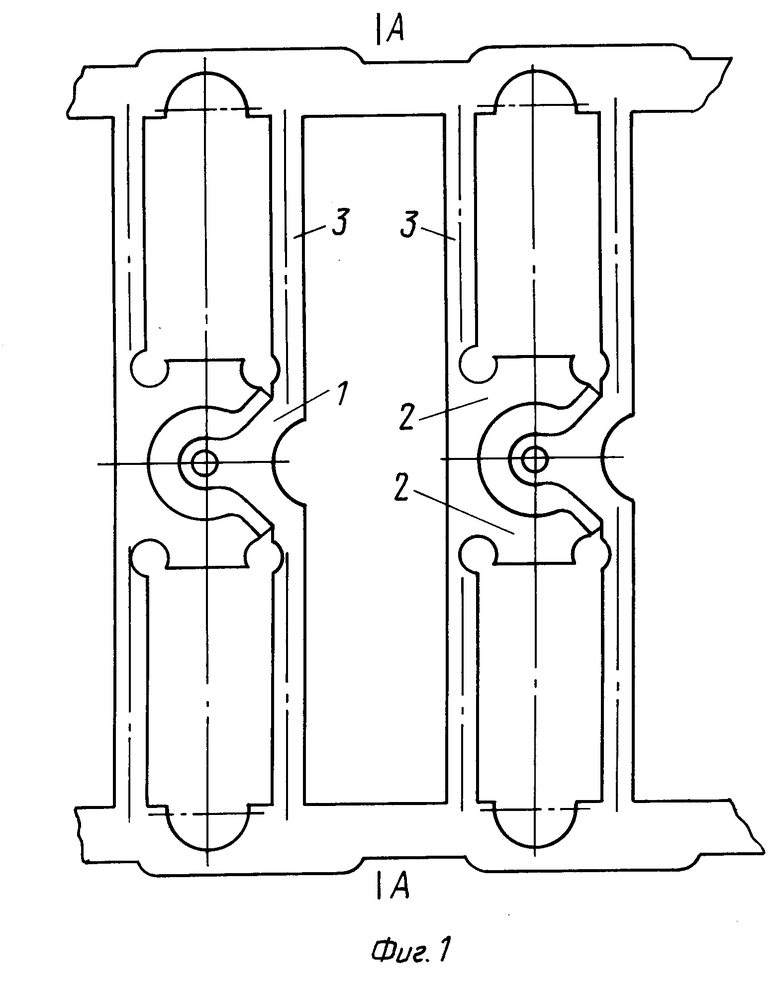
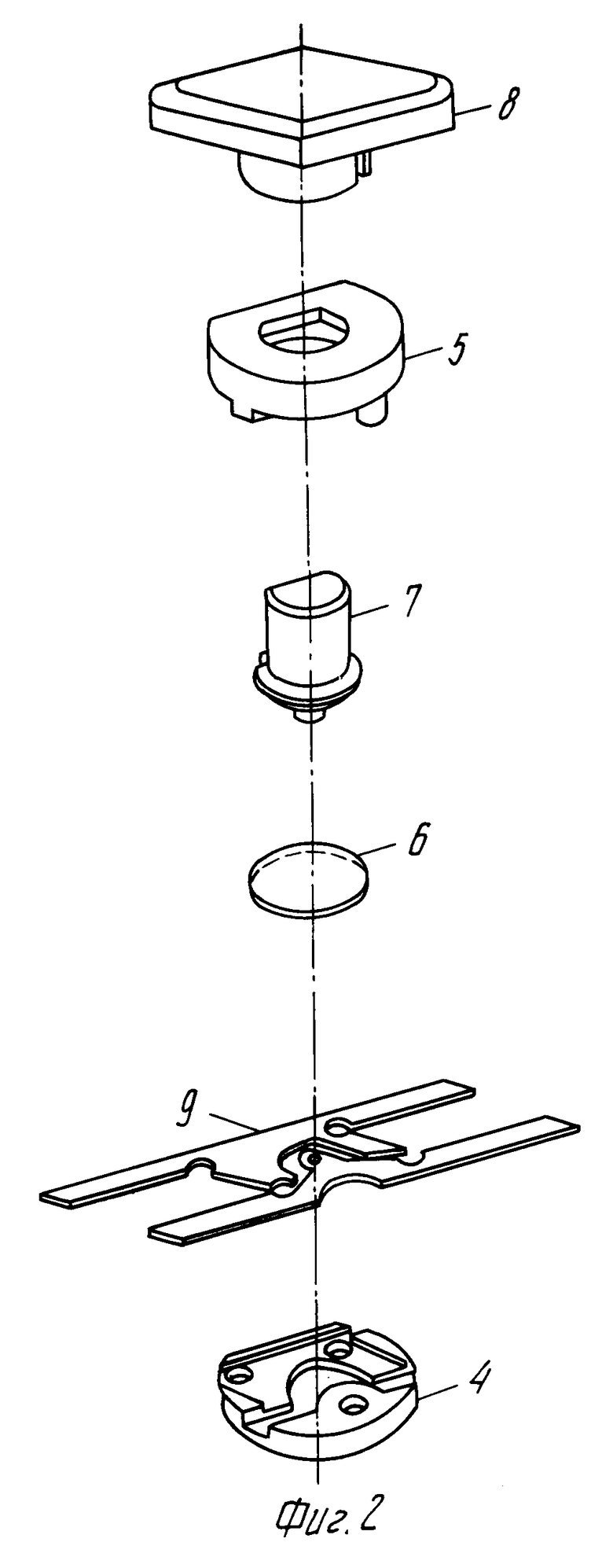
На фиг. 1 изображена металлическая лента с отформованными контактными группами; на фиг. 2 конструкция коммутационного элемента в порядке его сборки.
Сущность изобретения состоит в упрощении технологии изготовления за счет исключения армирования корпуса, увеличения коэффициента использования материала и возможности применения для корпуса высокотемпературных материалов, в том числе и керамики. Способ изготовления включает формирование неподвижных центрального 1 и боковых 2 контактов с отходящими выводами 3, расположенными поперек проката металлической ленты (фиг.1). Поэлементно разрезаются контактные группы по линиям А фиг.1. Изготавливаются нижняя часть 4 корпуса, верхняя часть 5 корпуса, подвижный контакт 6, толкатель 7 и накладка 8 (фиг.2). После этого производится сборка коммутационного элемента в следующей последовательности. В верхнюю часть 5 корпуса вставляются последовательно толкатель 7, подвижный контакт 6, неподвижные контакты 9, после чего нижняя часть 4 корпуса скрепляется с верхней частью 5 корпуса. На выступающую часть толкателя 7 надевается накладка 8.
Описанная технология изготовления позволяет получать коммутационные элементы, соответствующие современным требованиям электронной промышленности. Последнее десятилетие развития зарубежной электронной промышленности характеризуется интенсивным внедрением технологии поверхностного монтажа. Предполагается, что в течение 90-х годов технология поверхностного монтажа заменит традиционные методы сборки печатных плат. Развитие данной технологии сдерживается отсутствием электронных компонентов, специально разработанных для использования технологии поверхностного монтажа. Одним из наиболее важных факторов, учитываемых при разработке электронных компонентов, являются термические перегрузки за счет более полного размещения компонентов на печатной плате, а также самих материалов этих компонентов. В основном в технологии поверхностного монтажа применяются три вида пайки компонентов на печатные платы. Это пайка волной, применение которой постепенно уменьшается в связи с проблемами непропаянных соединений и необходимостью использования специальных конструкторских ухищрений в выполнении выводных концов для исключения газовых карманов, появляющихся за конструкцией выводов вдоль направления волны припоя. Используются также инфракрасная (ИК) пайка оплавлением дозированного припоя, пайка оплавлением дозированного припоя в паровой фазе. Различие с технологической точки зрения между последними методами пайки заключается в разной степени термического удара. ИК-установки пайки обеспечивают величину термоудара, не превышающую 4оС/с, как в зоне нагрева, так и в зоне
оплавления. Установки пайки в паровой фазе обеспечивают скорость нагрева в зоне оплавления от 12-50оС/с. Некоторые поставщики компонентов для поверхностного монтажа (например, фирмы АХ и МРАТА) установили предельное значение скорости подъема температуры 2-4оС/с. Установки ИК-пайки обеспечивают менее жесткие условия технологического процесса по сравнению с установками пайки в паровой фазе. В ИК-установках время воздействия высокой температуры составляет 10 с, а в установках пайки в паровой фазе 30-90 с. Избыточное время нагрева, а также термоудары способствуют образованию трещин и иных разрушений у армированных компонентов вследствие разных коэффициентов линейного расширения материалов выводов и корпусов, что вызывает термическую деградацию низкотемпературных пластиков, используемых для изготовления некоторых компонентов. Выполнение корпусов из керамических материалов в сочетании с вставными контактами позволяет избежать вышеуказанные проблемы.
Изготовление коммутационного элемента возможно на стандартном оборудовании и из традиционных материалов. Неподвижные контакты 9 изготавливаются из латуни Л-63 или аналогичной методом штамповки с помощью последовательного комбинированного штампа на оборудовании пресс-автомата типа ЩАМ. Скорость штамповки составляет около 120 ударов в минуту. Законченной деталью штамповки является лента с выштампованными выводами длиной около 20 м, свернутая в рулон на кассету с прослойкой типа "коррекс" специального прослоечного материала, не чувствительного к гальваническим электролитам. Далее кассета помещается в гальваническую установку для проведения процесса нанесения гальванического покрытия, представляющего собой многослойное пленочное образование с хорошими электропроводящими свойствами. В случае использования благородных металлов для ленты гальваническое покрытие не требуется. Подвижный контакт 6 выполняется аналогично с отличием лишь в проведении гальванических операций. Части 4 и 5 корпуса и толкатель 7 изготавливаются методом формования керамического порошка с последующим высокотемпературным (1800оС) обжигом в течение 6-10 ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНТЕГРИРОВАННЫЙ БЛОК ДЛЯ СВЕТОДИОДНОГО СВЕТИЛЬНИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2570652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСТАВКИ ПЛАВКОЙ ДЛЯ ПОВЕРХНОСТНОГО МОНТАЖА МЕТОДОМ ГАЗОДИНАМИЧЕСКОГО НАПЫЛЕНИЯ | 2010 |
|
RU2438207C1 |
| КОНТАКТНЫЙ УЗЕЛ НА ВСТРЕЧНЫХ КОНТАКТАХ С КАПИЛЛЯРНЫМ СОЕДИНИТЕЛЬНЫМ ЭЛЕМЕНТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2374793C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2007 |
|
RU2345510C1 |
| СВЕТОДИОДНАЯ ЛАМПА | 2014 |
|
RU2677984C1 |
| Линия для подготовки микросхем к монтажу | 1978 |
|
SU788464A1 |
| ТРЕХМЕРНАЯ КОНСТРУКЦИЯ КОРПУСА УПАКОВКИ ДЛЯ РАДИОЧАСТОТНОЙ МИКРОСИСТЕМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2799238C1 |
| СВЕТОДИОДНАЯ ЛАМПА ОБЩЕГО НАЗНАЧЕНИЯ | 2018 |
|
RU2680720C1 |
| СПОСОБ ТРЕХМЕРНОГО МНОГОКРИСТАЛЬНОГО КОРПУСИРОВАНИЯ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ ПАМЯТИ | 2019 |
|
RU2705229C1 |
| Способ электрического и механического соединения плат и интерпозеров в 3D электронных сборках | 2019 |
|
RU2703831C1 |
Использование: в электротехнике при производстве кнопочных переключателей для радиоэлектронных приборов. Сущность изобретения заключается в упрощении производства за счет исключения операции армирования корпуса неподвижными контактами и в снижениии материалоемкости за счет расположения отходящих контактов поперек проката металлической ленты при формировании контактных групп. Коммутационный элемент имеет диэлектрические детали, выполненные из высокотемпературного материала, в том числе и из керамики, что позволяет применить его при прогрессивном способе монтажа печатных плат путем инфракрасной пайки. 2 с. и. 1 з. п. ф-лы, 2 ил.
| Патент США N 4803030, кл | |||
| Солесос | 1922 |
|
SU29A1 |
