Область применения
Изобретение относится к области корпусирования интегральных микросхем памяти (ИМСП), организованных по архитектуре NAND, и предназначено для производства корпусных ИМСП с расположением нескольких кристаллов NAND-памяти в едином корпусе.
Уровень техники
Растущие объемы хранимой информации и необходимость быстрого доступа к ней приводят к постепенному переходу от магнитных накопителей (HDD) к твердотельным дискам (SSD), основным элементом которых являются ИМСП, организованные по архитектуре NAND. Увеличение емкости SSD-дисков при сохранении тех же размеров может быть достигнуто различными способами, такими как миниатюризация и увеличение информационной емкости ячеек памяти, а также повышение степени интеграции ИМСП. Минимальный размер ячейки памяти обуславливается физическим ограничениями стабильной работы транзистора, а максимальное количество бит на ячейку - технологическими ограничениями производства NAND-памяти, причем оба этих подхода уже вплотную приблизились к своим пределам. Поэтому основным направлением наращивания емкости SSD-дисков является повышение степени интеграции. Одним из вариантов такой стратегии является переход от планарного к трехмерному многослойному вертикальному расположению транзисторов на кремниевом кристалле (например, V-NAND) [1]. Другой вариант предполагает использование двух и более кристаллов в едином корпусе ИМСП, при котором кристаллы монтируются один поверх другого [2]. Кристаллы NAND-памяти имеют большую площадь по отношению к площади готовой ИМСП, в связи с чем многокристальная ИМСП представляет собой трехмерную микросборку, причем высота такой сборки ограничена, поэтому кристаллы утоняются до толщин, менее 200 мкм.
Наиболее технологичным для ИМСП с архитектурой NAND на сегодняшний день является корпус типа BGA (Ball Grid Array). Высокая технологичность BGA корпуса обеспечивается тем, что контактные выводы располагаются под ИМСП, что минимизирует занимаемую на печатной плате площадь. Установка ИМСП с корпусом BGA на печатную плату производится по технологии поверхностного монтажа, что удешевляет технологию производства печатных плат.
Основой данного типа корпуса является многослойная печатная плата, с одной стороны которой располагается массив контактных выводов, а с другой стороны - один или несколько кристаллов ИМСП. Контактные выводы представляют собой паяльные шарики. Электрическое соединение выводов кристаллов ИМСП с подложкой обеспечивается проволочными соединениями либо по технологии перевернутого кристалла (flip-chip). Для защиты от механических, химических и электрических воздействий со стороны кристаллов ИМСП покрывается эпоксидной формовочной смесью.
Одной из важных характеристик, определяющей качество BGA корпуса, является величина коробления (warpage), отражающая его деформацию. Коробление возникает из-за рассогласования коэффициентов температурного расширения (КТР) материалов, входящих в конструкцию ИМСП. По мере увеличения площади ИМСП и уменьшения их толщины проблема коробления становится все более значительной. При превышении величиной коробления некоторого предельно допустимого значения в процессе монтажа ИМСП могут возникать такие дефекты, как спаивание соседних шариковых выводов, либо отсутствие контакта между шариковым выводом ИМСП и контактной площадкой печатной платы. Поскольку такие дефекты, как правило, приводят к неработоспособности конечного устройства, проблеме коробления уделяется особое внимание. Основные требования к величине коробления и методам ее измерения, предъявляемые к BGA микросхемам, приводятся в следующих стандартах JEITA ED-7306 [3] и JEDEC SPP-024A [4].
Известен способ корпусирования однокристальной микросхемы [5], позволяющий компенсировать разницу в КТР за счет клеевого слоя, имеющего размер, больший, чем размер кристалла. Данный метод включает в себя монтаж кристалла на подложку с использованием пленочного клеевого слоя, создание проволочных соединений кристалла с подложкой, герметизацию микросхемы с помощью полимерного компаунда и формирование шариковых выводов. Разница в КТР кремниевого кристалла и подложки, на которую микросхема монтируется с помощью шариковых выводов, может приводить к образованию механического напряжения, которое достигает максимальных значений для паяльных шариков, расположенных ближе всего к краю микросхемы. Для данных паяльных шариков существует вероятность образования разрыва электрического соединения вследствие изгиба микросхемы и разрушения паяного соединения при воздействии температуры. Для минимизации возникающего стресса используется пленочное клеевое покрытие размером 10×10 мм при размерах кремниевого кристалла 6×6 мм. Данный слой позволяет релаксировать часть механических напряжений на краях микросхемы и повысить надежность паяных соединений микросхемы и внешней печатной платы.
Основным недостатком данного способа является его неприменимость для многокристальных решений. Также в патенте не приводится полной последовательности технологических операций необходимых для получения готовых устройств.
Известны способы уменьшения коробления микросхем, использующие различные механические конструкции, обладающие высокой жесткостью на счет большого значения модуля Юнга [6, 7, 8]. В патенте [6] при корпусирования микросхемы по технологии flip-chip используется пластина, состоящая из кремния (или другого материала с близким значением КТР), которая равна по размеру кристаллу. Данная пластина наклеивается на верхнюю сторону кристалла для уменьшения эффекта коробления. Кроме того, она позволяет эффективнее отводить тепло от кристалла за счет наклеиваемого сверху рассеивателя тепла, выполненного из теплопроводящего материала. В патенте [7] при корпусировании микросхемы с использованием проволочной разварки электрических соединений сверху микросхемы наклеивается металлическая медная пластина, которая служит для улучшения теплоотдачи от кристалла во время работы микросхемы, защиты от электромагнитных помех и предотвращения коробления. В патенте [8] используется металлическая медная крышка, которая приклеивается поверх смонтированного по технологии flip-chip кристалла. Между крышкой и кристаллом наносится теплопроводящая паста. Величина КТР металлической крышки и подложки, на которую монтируется кристалл примерно одинаковы, поэтому при нагреве микросхемы они препятствуют изгибу, вызванному различием в величие КТР между кристаллом, заполнителем (underfill) и подложкой микросхемы. Также металлическая крышка позволяет более эффективно отводить тепло от кристалла во время работы микросхемы.
Общими недостатками данных патентов является применимость решений только для однокристальных микросхем и отсутствие описания технологических операций, которые позволяют получить микросхемы с малым короблением.
Известен способ многокристального корпусирования [9], включающий в себя описание монтажа кристаллов друг на друга со смещением и создания электрических проволочных соединений. В данном методе указывается, что первый кристалл монтируется на подложку, имеющую металлические контактные площадки, с помощью клеевого слоя. На верхней части кристалла имеются электрические площадки, расположенные вдоль одной из его сторон, поэтому второй кристалл монтируется со смещением относительно первого поверх него, для дальнейшей организации проволочных соединений между подложкой и кристаллом. Данная операция повторяется до тех пор, пока не будет смонтировано требуемое количество кристаллов. Затем с помощью специального капилляра и металлической проволоки с помощью микросварки формируются контакты вида кристалл-кристалл или кристалл-подложка.
Основным недостатком данного способа является отсутствие контроля коробления готовой микросхемы. Также в патенте не приводится полной последовательности технологических операций необходимых для получения готовых устройств.
Известен способ корпусирования многовыводных микромодулей в пластиковые корпуса с применением DAF пленки [10], который включает все стадии процесса корпусирования, включая ламинирование лицевой стороны поверхности пластины, утонение пластины при помощи шлифовки и полировки ее обратной поверхности, перенос утоненной пластины обратной поверхностью на пленочный носитель (DAF пленка) с рамкой, резку пластины на отдельные кристаллы дисками разной толщины в два этапа: сначала более широким на неполную глубину, затем более узким - до полного разделения пластины и клеевого слоя DAF пленки; облучение пленочного носителя ультрафиолетом, разогрев подложки в диапазоне температур от 100 до 150°С, установку кристаллов на подложку, в том числе многоярусный монтаж (Stack Die), обработку в сушильной печи кристаллов, установленных на подложке, плазменную очистку контактных площадок, соединение контактных площадок кристалла с контактными площадками подложки или корпуса, герметизацию, плазменную отчистку подложки, установку паяльных шариков на контактные площадки и их оплавление в печи, разделение подложки дисковыми пилами на отдельные полупроводниковые приборы. Показано, что DAF дает лучшие результаты по сравнению с жидким клеем, причем разница все более заметна с увеличением числа кристаллов в сборке, при росте их размеров и уменьшении толщины.
Основным недостатком данного способа является то, что в работе не учитывается влияние материалов микросхемы и режимов ее корпусирования на коробление (деформацию) многокристальных микросхем, возникших на этапе корпусирования вследствие различия КТР используемых материалов. Параметр коробления учитывается на этапе монтажа микросхемы на печатную плату и влияет на качество пайки и электрических соединений, что увеличивает надежность готовых устройств.
Наиболее близким к заявляемому является способ создания многокристальных микросборок с уменьшенным короблением [11], который принят за прототип. В данном способе описывается технология изготовления многокристальных микросборок с использованием промежуточных слоев, согласующих разницу в коэффициентах КТР используемых материалов. Данный промежуточный слой может быть изготовлен из эпоксидной смолы или полиамида. В описываемом методе используются пластины NAND-памяти с дополнительно нанесенными на лицевую сторону слоем перераспределения электрических соединений, поверх которого наносится защитное полимерное покрытие. Технология изготовления многокристальных сборок начинается с утонения пластин памяти с тыльной стороны, затем на тыльную сторону спреевым методом наносят промежуточный согласующий слой, после чего производится его полимеризация. После этого поверх промежуточного слоя наносится пленочный клеевой слой, и пластина разрезается на отдельные кристаллы. Затем формируются многокристальные микросборки с помощью клеевого соединения: первый кристалл монтируется на подложку, а последующие кристаллы монтируются друг на друга с некоторым смещением для дальнейшей организации электрических соединений методом проволочной микросварки. После этого производят герметизацию микросборок компаундом, установку паяльных шариков и разрезание их на отдельные микросхемы. Промежуточный слой позволяет компенсировать различие в КТР между элементами микросборки и минимизировать коробление (до 50%) на этапе создания электрических соединений, что позволяет повысить выход годных микросхем.
Основным недостатком данного способа является то, что предложенный способ снижает коробление на этапе создания микросборки кристаллов памяти и ее микросварки, и не учитывает влияние компаунда на итоговое коробление интегральной микросхемы памяти, так как промежуточный слой не позволяет согласовывать КТР между стеком кристаллов и компаундом. Это может приводить к возникновению механических напряжений в структуре и значительному короблению готовой интегральной микросхемы памяти, что увеличивает риск выхода из строя микросхемы за счет механических повреждений, вызванных изменениями температур, а также увеличивает вероятность дефектов при пайке ИМСП на печатную плату устройства. Кроме того, для контроля коробления используется дополнительный промежуточный слой, предполагающий использование двух дополнительных технологических операций в процессе производства микросхем.
Технический результат предлагаемого изобретения состоит в снижении коробления корпусированных многокристальных ИМСП, что позволяет снизить риск выхода из строя ИСМП по причине наличия значительных механических напряжений в структуре, а также уменьшает вероятность возникновения дефектов при пайке готового устройства на печатную плату.
Достигается технический результат за счет того, что для корпусирования многокристальной интегральной микросхемы памяти подбирают материалы ядра подложки и компаунда с коэффициентами температурного расширения не более 5⋅10-6 К-1, причем разница между коэффициентами температурного расширения материалов ядра подложки и компаунда не более 2-10-6 К-1, при этом выдерживают разницу между температурами подложки при монтаже кристаллов и при заливке компаундом не более 70°С, а толщину кристалла на этапе утонения пластины подбирают таким образом, чтобы суммарная толщина стека кристаллов с учетом клевых пленочных слоев примерно равнялась разнице между толщиной интегральной микросхемы памяти и удвоенной толщиной подложки.
Перечень фигур
Фиг. 1 Схема установки кристаллов восьмикристальной микросборки NAND-памяти: 1 - подложка, 2 - кристаллы NAND-памяти, 3 - клеевой пленочный слой (DAF).
Фиг. 2 Последовательность операций способа трехмерного многокристального корпусирования ИМСП.
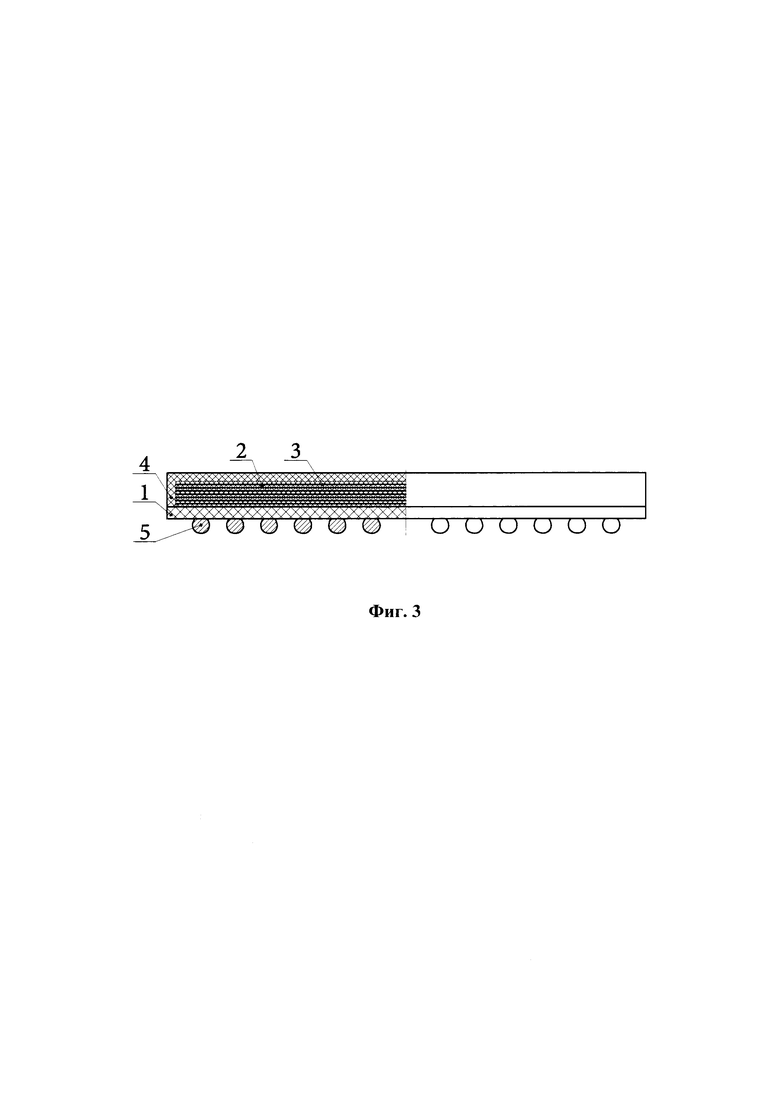
Фиг. 3 Схема восьмикристальной ИМСП изготавливаемой по способу трехмерного многокристального корпусирования (вид сбоку): 1 - подложка, 2 - кристаллы NAND-памяти, 3 - клеевой пленочный слой (DAF), 4 - слой компаунда, 5 - паяльные шары.
Фиг. 4 Схема восьмикристальной ИМСП изготавливаемой по способу трехмерного многокристального корпусирования (вид сверху): 1 - подложка, 2 - кристаллы NAND-памяти, 6 - проволочные соединения между контактами кристалла и подложки.
Многокристальное корпусирование ИМСП осложнено относительно большой площадью кристаллов NAND-памяти, что не дает возможности их планарного расположения в корпусе микросхемы, поэтому единственным возможным способом является создание микросборки, в которой кристаллы расположены друг над другом со смещением, открывающим контактные площадки нижележащих кристаллов NAND-памяти (2).
Способ трехмерного многокристального корпусирования интегральных микросхем памяти, включающий: обеспечение пластины с кристаллами памяти и подложки (1), имеющей контактные площадки с лицевой и обратной стороны; ламинирование лицевой стороны поверхности пластины; утонение пластины при помощи шлифовки и полировки ее обратной поверхности, монтаж утоненной пластины обратной поверхностью на пленочный носитель с клеевым пленочным слоем, закрепленный на рамке; резку утоненной пластины на отдельные кристаллы (2); разогрев подложки и монтаж кристаллов (2) с клеевым пленочным слоем (3) на подложку с лицевой стороны в стек со смещением, оставляющим открытыми контактные площадки кристаллов; обработку в сушильной печи подложки с установленными кристаллами для полимеризации клеевого пленочного слоя; плазменную очистку контактных площадок кристаллов и подложки с лицевой стороны; создание проволочных электрических соединений (6) между контактными площадками кристалла (2) и контактными площадками подложки (1) с лицевой стороны; плазменную очистку подложки с установленными кристаллами; герметизацию компаундом (4) подложки с установленными кристаллами; плазменную отчистку контактных площадок подложки с обратной стороны; установку паяльных шариков (5) на контактные площадки подложки с обратной стороны и их оплавление в печи; разделение подложки дисковыми пилами на отдельные интегральные микросхемы памяти. При этом, для снижения коробления многокристальной ИМСП, подбирают материалы ядра подложки и компаунда с коэффициентами температурного расширения не более 5⋅10-6 К-1, причем разница между коэффициентами температурного расширения материалов ядра подложки и компаунда не более 2⋅10-6 К-1, при этом выдерживают разницу между температурами подложки при монтаже кристаллов и при заливке компаундом не более 70°С, а толщину кристалла на этапе утонения пластины подбирают таким образом, чтобы суммарная толщина стека кристаллов с учетом клевых пленочных слоев примерно равнялась разнице между толщиной ИМСП и удвоенной толщиной подложки.
Последовательность операций технологического процесса изготовления ИМСП с архитектурой NAND приведена на Фиг. 2. Пример чертежа многокристальной ИМСП с архитектурой NAND приведен на Фиг. 3. Опишем более подробно операции трехмерного многокристального корпусирования ИМСП. Для трехмерного многокристального корпусирования ИМСП требуется обеспечение пластинами с кристаллами NAND-памяти, подложки, содержащей определенное количество юнитов с посадочными местами для создания многокристальных микросборок с контактными площадками с лицевой и обратной стороны, а также сопутствующих материалов типа пленок для ламинирования пластин и монтажа кристаллов, проволоки для микросварки, компаунда для герметизации подложек, паяльных шаров и других сопутствующих материалов.
На первых этапах производят подготовку кристаллов к установке на подложку, включающую: ламинирование кремниевых пластин с памятью с лицевой стороны защитной пленкой, утонение их с обратной стороны, монтирование утоненной пластины тыльной стороной на рамку с пленкой, удаление защитной пленки с лицевой стороны, резку пластины на отдельные кристаллы дисками разной толщины в два этапа: сначала более широким диском на неполную глубину, затем более узким диском до полного разделения пластины и разрезания клеевого пленочного слоя. Для трехмерного корпусирования кристаллов используется пленка с дополнительным клеевым пленочным слоем (DAF, Die attach film) толщиной 10-50 мкм, который используется в качестве адгезива на следующем этапе. В зависимости от количества кристаллов их толщина составляет от 300 до 50 мкм. Использование клеевого пленочного слоя, позволяет не наносить жидкий клей на каждый нижележащий кристалл, а также избежать загрязнения контактов нижележащего кристалла или пустот и деламинации в случае в случае избытка или недостатка жидкого клея.
На следующем этапе производят монтаж требуемого количества кристаллов (2) (например, 2, 4, 8 или более) в стек на лицевую сторону подложки (1) со смещением (Фиг. 1, 3). Подложка представляет собой печатную плату, состоящую из модулей, каждый из которых имеет контакты и метки для монтажа кристаллов с лицевой стороны и контактные площадки для установки шариковых выводов (5) с другой. Перед установкой кристаллов подложку нагревают для увеличения пластичности клеевого пленочного слоя и полного заполнения всех неровностей подложки и кристалла. В процессе переноса кристалла с пленки с рамкой на подложку, при помощи вакуумного захвата, клеевой пленочный слой (3) остается на кристалле и используется для приклеивания кристалла к подложке или нижележащему кристаллу. Первый кристалл устанавливают на подложку, в соответствии с метками, а следующие кристаллы устанавливают поверх нижележащего со смещением на 200-500 мкм относительно стороны кристалла, на которой располагаются контактные площадки. После установки производят полимеризацию клеевого пленочного слоя в печи, при температуре и времени рекомендуемых производителем. Для минимизации смещения кристаллов в процессе сборки при большом количестве кристаллов полимеризация может производиться каждые 2 или 4 кристалла.
Для очистки металлических контактов от органических, оксидных и механических загрязнений, а также активации поверхности перед микросваркой производят последовательную обработку в кислородной, водородной и кислородно-аргоновой плазме. Далее производят микросварку проволочных соединений (6) с контактов кристалла на контакты подложки, включая создание многоуровневых (например, 2, 4, 8 или более уровней) проволочных электрических соединений. При термокомпрессионной ультразвуковой микросварке на контактных площадках кристалла используется соединение шаром, а на контактных площадках подложки клином. При создании каскадных многоуровневых соединений между контактными площадками кристаллов используют соединение клин на шаре.
Для активации поверхности и улучшения смачиваемости, перед герметизацией, производят чистку подложки с установленными кристаллами в кислородно-водородной плазме. На этапе герметизации подложку с разваренными кристаллами заливают жидким компаундом (4) в пресс-форме с последующей полимеризацией компаунда в печи. Параметры заливки должны обеспечивать в многокристальных сборках отсутствие внешних и внутренних дефектов компаунда, а также разрыва и электрического замыкания проволочных соединений. Толщина слоя компаунда должна учитывать высоту стека кристаллов с учетом клеевого пленочного слоя, а также высоту проволочных петель верхнего кристалла.
После герметизации производят плазменную чистку подложки с обратной стороны в кислородно-аргоновой среде перед пайкой шариковых выводов. Далее на перевернутую герметизированную подложку в местах контактов наносят флюс, после чего трафаретом с вакуумным захватом устанавливают шарики припоя (5) и производят их частичное оплавление в азотной печи. На следующем этапе производят разрезание корпусированной подложки на отдельные ИМСП с корпусом BGA. Далее ИМСП проходят тестирование и испытания, после чего производится их маркировка и упаковка.
Для минимизации коробления, вызванного наличием у материалов микросборки различных значений КТР и перепадов температуры в ходе процессов корпусирования, подбирают материалы ядра подложки и компаунда с близкими значениями КТР. В трехмерных многокристальных микросборках NAND-памяти, вследствие множества кристаллов большой площади, расположенных друг над другом, кремний становиться преобладающим материалом конструкции ИМСП. Это также обусловлено стандартизированными размерами, в частности высотой BGA корпуса. При этом, толщина стека кремниевых кристаллов по отношению к конечной толщине ИМСП (без учета паяльных шариков) может в некоторых случаях составлять до 80% и выше. Для создания такого рода многокристальных ИМСП используются сверхтонкие (менее 300 мкм) подложки, а также сверхнизкие петли (до 50 мкм) проволочных соединений контактов верхнего кристалла. Таким образом, в монокристальных ИМСП кремний является преобладающим материалом с фиксированным при комнатной температуре КТР (2.6⋅10-6 К-1). Кроме того, кремний обладает более высоким модулем Юнга (140-180 ГПа), то есть является более жестким по сравнению с другими материалами ИМСП: характерные значения модуля Юнга для ядра подложки и компаунда составляют от 20 до 35 ГПа.
Основой компаунда является эпоксидная смола, в которую добавляются в различных пропорциях неорганический наполнитель (обычно плавленый кварц) и связующие, отверждающие, пламегасящие и смазывающие компоненты. В зависимости от количества добавок свойства компаунда могут меняться. Характерные значение КТР для компаунда от 2.6⋅10-6 и до 15⋅10-6 К-1 при комнатной температуре. Ядро подложки обычно состоит из эпоксидной смолы (часто с добавлением бисмалеимид-триазина) которая заполняет стекло тканую основу. В зависимости от вида плетения и количества стеклоткани, а также от количества присадок значение КТР ядра подложки при комнатной температуре составляет от 3⋅10-6 и до 30⋅10-6 К-1. Таким образом, для минимизации коробления многокристальных ИМСП, КТР компаунда и ядра подложки должны быть близким к КТР кремния и их значения не должны превышать 5⋅10-6 К-1.
Монтаж кристаллов осуществляют при повышенной температуре подложки (100-150°С) для того, чтобы уменьшить вязкость клеевого пленочного слоя. Параметры установки кристалла (температура, сила и время прижима кристалла) должны обеспечить достаточное сцепление кристалла с отсутствием полостей, которые в дальнейшем приведут к его отслоению и нарушению работы ИМСП. При монтаже кристаллов микросборка не деформирована и в ней отсутствуют внутренние механические напряжения. При остывании микросборки до комнатной температуры происходит ее деформация из-за различий в КТР в материалах кремния и ядра подложки. Как правило она носит выпуклый характер из-за больших значений КТР подложки по сравнению с кремнием. Микросварка проволочных соединений производиться при температуре подложки меньше температуры полимеризации клеевого пленочного слоя, с использованием вакуумных прижимов для обеспечения плоскостного положения, важного для прецизионного позиционирования при создании контактов.
На этапе герметизации компаундом для электрической и физической защиты чувствительных элементов микросборки, добавляется еще один слой материала, который оказывает существенное воздействие на итоговое коробление ИМСП. Герметизация производится методом заливки жидкого компаунда в пресс-формы, в которых располагаются многокристальные микросборки на подложке с проволочными соединениями между контактами кристалла и подложки. При герметизации подложки нагреваются до температур порядка 180°С, после чего под давлением подается жидкий компаунд, который заполняет пресс-формы и частично полимеризируется при выдержке в них в течение 5 мин. При данной температуре происходит сцепление компаунда с кристаллами кремния и частично (по периметру ИМСП) с подложкой. При изменении температуры из-за большего значения КТР компаунда по сравнению с кремнием возможно возникновение деформации. Величина изгиба зависит от многих факторов: толщин подложки, компаунда и микросборки кремниевых кристаллов, с учетом геометрических особенностей микросборки, значений их КТР и модулей Юнга, а также температуры первоначального сцепления материалов друг с другом, которая определяет состояние с отсутствием механических напряжений на границах раздела материалов.
Таким образом, наряду с подбором материалов определяющим параметром выступают температуры первоначального монтажа кристаллов на подложку и выдержки в пресс-формах при застывании жидкого компаунда. В случае равенства данных температур напряжение в структуре при заливке компаундом будет отсутствовать. После заливки температура выдержки в пресс-форме соответствует температуре полимеризации компаунда и превышает температуру монтажа кристаллов. Поэтому чтобы сборка перед заливкой не была деформирована ее прижимают к нижней части пресс-формы с помощью вакуумного прижима. После остывания до комнатной температуры ИМСП будет деформироваться под действием механических напряжений на интерфейсе кристалл-подложка с одной стороны и кристалл-компаунд, с другой стороны. Так как величина КТР компаунда и подложки больше, чем у кремния, то близость их значений между собой позволит скомпенсировать возникающий стресс в случае в случае равенства их толщин и модулей Юнга. Поэтому, для снижения коробления разница этих температур должна быть минимальна и составлять не более 70°С, а разница между КТР компаунда и подложки не должна превышать 2.6⋅10-6 К-1.
Для того, чтобы дополнительно минимизировать общее коробление ИМСП требуется обеспечить примерное соответствие толщин подложки и компаунда при фиксированной толщинах ИМСП и подложки. Для этого необходимо подбирать толщину отдельного кремниевого кристалла таким образом, чтобы суммарная толщина стека кремниевых кристаллов с учетом клеевого пленочного слоя равнялась толщине ИМСП за вычетом удвоенной толщины подложки.
Далее в ходе длительной полимеризации компаунда происходит удаление летучих компонентов из его состава и изменение его механических свойств. Данный процесс проводится при повышенной температуре и позволяет релаксировать части механических напряжений. В некоторых случаях при полимеризации дополнительно используются зажимные устройства, чтобы релаксация напряжений производись в максимально плоскостном состоянии герметизированной подложки. На последних этапах производиться установка паяльных шариков с обратной стороны герметизированной подложки, их оплавление в печи при температуре 220-250°С, и разделение на отдельные ИМСП с корпусом BGA.
Таким образом, близкие значения КТР, толщин и модулей Юнга подложки и слоя компаунда, а также минимальная разница температур их адгезии при монтаже и герметизации позволит скомпенсировать коробление ИМСП, как при пониженной комнатной температуре, так и повышенной температуре, при пайке ИМСП на печатную плату. Кроме того, близость значений КТР к значению КТР кремния позволит минимизировать механические напряжения в структуре, что снизит риск выхода из строя ИМСП за счет механических повреждений вызванных изменениями температур.
Библиография
[1] Micheloni R., Aritome S., Crippa L. // Proc. IEEE. 2017. V. 105. P. 1634-1649 [2] Kung H.-K, Hsieh C.-L. // J. Electron. Packaging. 2017. V. 139. P. 041002 [3] JEITA ED-7306 [Электронный ресурс]: Measurement methods of package warpage at elevated temperature and the maximum permissible warpage. URL: https://home.jeita.or.jp/tsc/std-pdf/ED-7306_E.pdf
[4] JEDEC SPP-024A [Электронный ресурс]: Standard Practices and Procedures - Reflow Flatness Requirements for Ball Grid Array Packages. URL: https://www.jedec.org/standards-documents/docs/spp-024a
[5] Amagai M., Umehara N., Yajima K., Semiconductor device in BGA package and manufacturing method thereof, US Patent No. 6232661 B1, 15.05.2001.
[6] Hsiao Y. K., Bao X., Chen K., Goh H. H., Huang R., Integrated circuit packaging system with warpage control and method of manufacture thereof, US Patent No. US 8455991 B2, 04.06.2013.
[7] Lin Y.-R., Tsai H.-Y., Thermally enhanced semiconductor package with EMI shielding, US Patent No. US 6865084 B2, 08.03.2005.
[8] Li Y., Low warpage flip chip package solution-channel heat spreader, US Patent No. US 7300822 B2, 27.11.2007.
[9] Han W.-G., Park S.-Y, Jin H.-T, Kim B.-J., Lee Y.-J., Park H.-K., Multi-chip package and method of manufacturing the same, US Patent No. US 9252123 B2, 02.02.2016.
[10] Мейлицев В., Тюльпанов В. // Вектор высоких технологий. 2017. Т. 5, В. 34. С. 52-64
[11] She Y., Liu В., Ding Z., Tan A., Die stack with reduced warpage, WO Patent application No. 2018/161347 A1, 13.09.2018.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления микромодуля | 2021 |
|
RU2773807C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ПО РАЗМЕРАМ КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ | 2008 |
|
RU2410793C2 |
| СПОСОБ РАЗДЕЛЕНИЯ НА ОТДЕЛЬНЫЕ МИКРОСХЕМЫ ГЕРМЕТИЗИРОВАННОЙ С ПОМОЩЬЮ ЭПОКСИДНОГО КОМПАУНДА МУЛЬТИПЛИЦИРОВАННОЙ ПОДЛОЖКИ | 2020 |
|
RU2740788C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ГЕРМЕТИЗИРОВАННОЙ С ПОМОЩЬЮ ЭПОКСИДНОГО КОМПАУНДА МУЛЬТИПЛИЦИРОВАННОЙ ПОДЛОЖКИ НА ОТДЕЛЬНЫЕ МИКРОСХЕМЫ | 2020 |
|
RU2743451C1 |
| Способ изготовления микроэлектронного узла | 2016 |
|
RU2645151C1 |
| МИКРОКОНТАКТ ДЛЯ ПОВЕРХНОСТНОГО МОНТАЖА И МАССИВ МИКРОКОНТАКТОВ | 2018 |
|
RU2713908C2 |
| Способ сборки гибридных многокристальных модулей | 2020 |
|
RU2748393C1 |
| КОНТАКТНЫЙ УЗЕЛ НА ВСТРЕЧНЫХ КОНТАКТАХ С КАПИЛЛЯРНЫМ СОЕДИНИТЕЛЬНЫМ ЭЛЕМЕНТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2374793C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ПЛАСТИНЫ, СОДЕРЖАЩЕЙ МНОЖЕСТВО КРИСТАЛЛОВ, ГЕРМЕТИЗИРОВАННЫХ СЛОЕМ КОМПАУНДА, НА ОТДЕЛЬНЫЕ МИКРОСХЕМЫ | 2019 |
|
RU2725527C1 |
| СПОСОБ МОНТАЖА МИКРОЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 2015 |
|
RU2571880C1 |



Изобретение относится к области корпусирования интегральных микросхем памяти и предназначено для снижения коробления изготавливаемых корпусных микросхем с расположением нескольких кристаллов NAND-памяти в едином корпусе BGA-типа. Уменьшение коробления достигается за счет подбора материалов подложки и компаунда, имеющих оптимальные значения коэффициентов температурного расширения, минимальную разницу между этими коэффициентами, а также в использовании минимальной разницы между температурами подложки при монтаже кристаллов и при заливке компаундом. Дополнительное уменьшение коробления достигается за счет нахождения оптимальной толщины монтируемых кремниевых кристаллов, при которых толщина стека кремниевых кристаллов примерно равняется толщине интегральной микросхемы памяти за вычетом удвоенной толщины подложки. Способ включает в себя все этапы корпусирования от обеспечения кремниевых пластин до разрезания подложек с герметизированными микросборками на отдельные интегральные микросхемы памяти. 4 ил.
Способ трехмерного многокристального корпусирования интегральных микросхем памяти, включающий:
обеспечение пластины с кристаллами памяти и подложки, имеющей контактные площадки с лицевой и обратной стороны;
ламинирование лицевой стороны поверхности пластины;
утонение пластины при помощи шлифовки и полировки ее обратной поверхности,
монтаж утоненной пластины обратной поверхностью на пленочный носитель с клеевым пленочным слоем, закрепленный на рамке;
резку утоненной пластины на отдельные кристаллы;
разогрев подложки и монтаж кристаллов с клеевым пленочным слоем на подложку с лицевой стороны в стек со смещением, оставляющим открытыми контактные площадки кристаллов;
обработку в сушильной печи подложки с установленными кристаллами для полимеризации клеевого пленочного слоя;
плазменную очистку контактных площадок кристаллов и подложки с лицевой стороны;
создание проволочных электрических соединений между контактными площадками кристалла и контактными площадками подложки с лицевой стороны;
плазменную очистку подложки с установленными кристаллами;
герметизацию компаундом подложки с установленными кристаллами;
плазменную отчистку контактных площадок подложки с обратной стороны;
установку паяльных шариков на контактные площадки подложки с обратной стороны и их оплавление в печи;
разделение подложки дисковыми пилами на отдельные интегральные микросхемы памяти,
отличающийся тем, что для корпусирования многокристальной интегральной микросхемы памяти подбирают материалы ядра подложки и компаунда с коэффициентами температурного расширения не более 5⋅10-6 К-1, причем разница между коэффициентами температурного расширения материалы ядра подложки и компаунда не более 2⋅10-6 К-1, при этом выдерживают разницу между температурами подложки при монтаже кристаллов и при заливке компаундом не более 70°С, а толщину кристалла на этапе утонения пластины подбирают таким образом, чтобы суммарная толщина стека кристаллов с учетом клеевых пленочных слоев примерно равнялась разнице между толщиной интегральной микросхемы памяти и удвоенной толщиной подложки.
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| US 9252123 B2, 02.02.2016 | |||
| Способ прецизионного монтажа многокристальных сборок интегральных схем | 2017 |
|
RU2660121C1 |
| КОРПУСИРОВАННАЯ ИНТЕГРАЛЬНАЯ СХЕМА, СОДЕРЖАЩАЯ СОЕДИНЕННЫЙ ПРОВОЛОЧНЫМИ ПЕРЕМЫЧКАМИ МНОГОКРИСТАЛЬНЫЙ ПАКЕТ | 2014 |
|
RU2663688C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО МНОГОКРИСТАЛЬНОГО МОДУЛЯ НА ГИБКОЙ ПЛАТЕ | 2017 |
|
RU2657092C1 |
| МНОГОКРИСТАЛЬНЫЙ КОРПУС И СПОСОБ ПРЕДОСТАВЛЕНИЯ В НЕМ ВЗАИМНЫХ СОЕДИНЕНИЙ МЕЖДУ КРИСТАЛЛАМИ | 2010 |
|
RU2498452C2 |
| МНОГОКРИСТАЛЬНЫЙ МОДУЛЬ | 2011 |
|
RU2463684C1 |

