;о оо со
Изобретение относится к обработке металлов дав тением и может быть использовано в куэнечно-прессовых цехах металлургических и машиностроительных заводов д-чя изготовления поковок прямоугольного и квадратного сечения.
Цель - улучшение качества металла поковки за счет снижения анизотропии механических свойств в объеме металла поковки при обеспечении заданного их уровня.
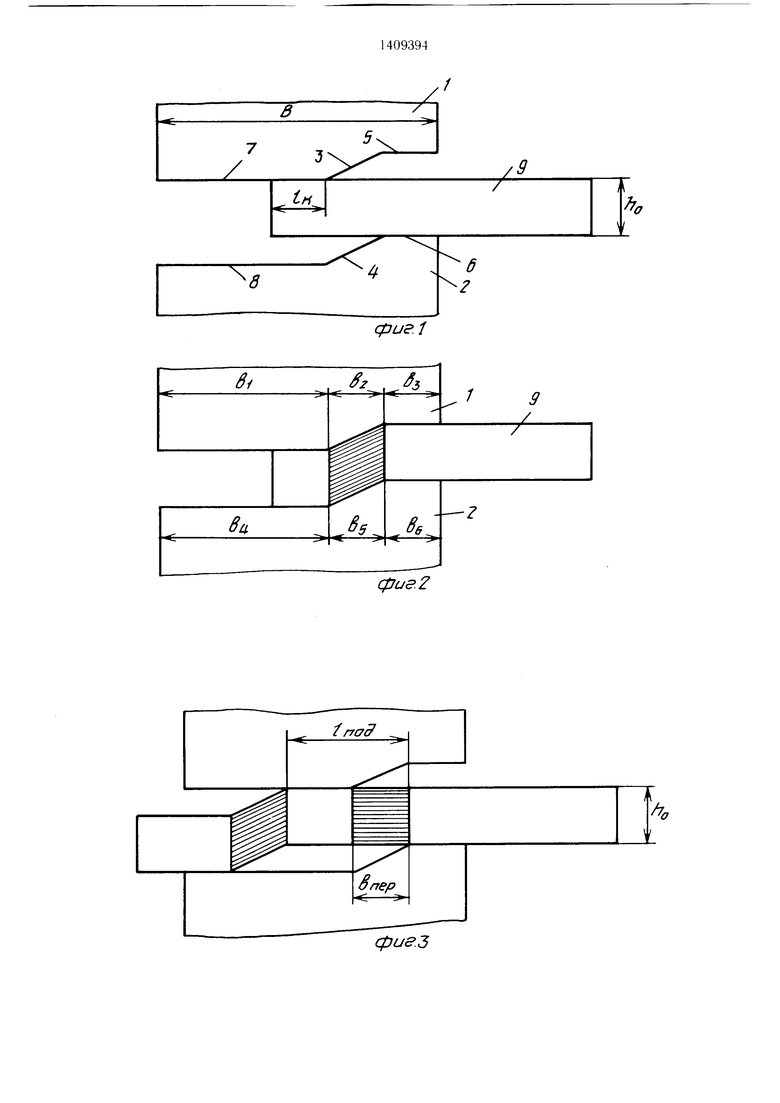
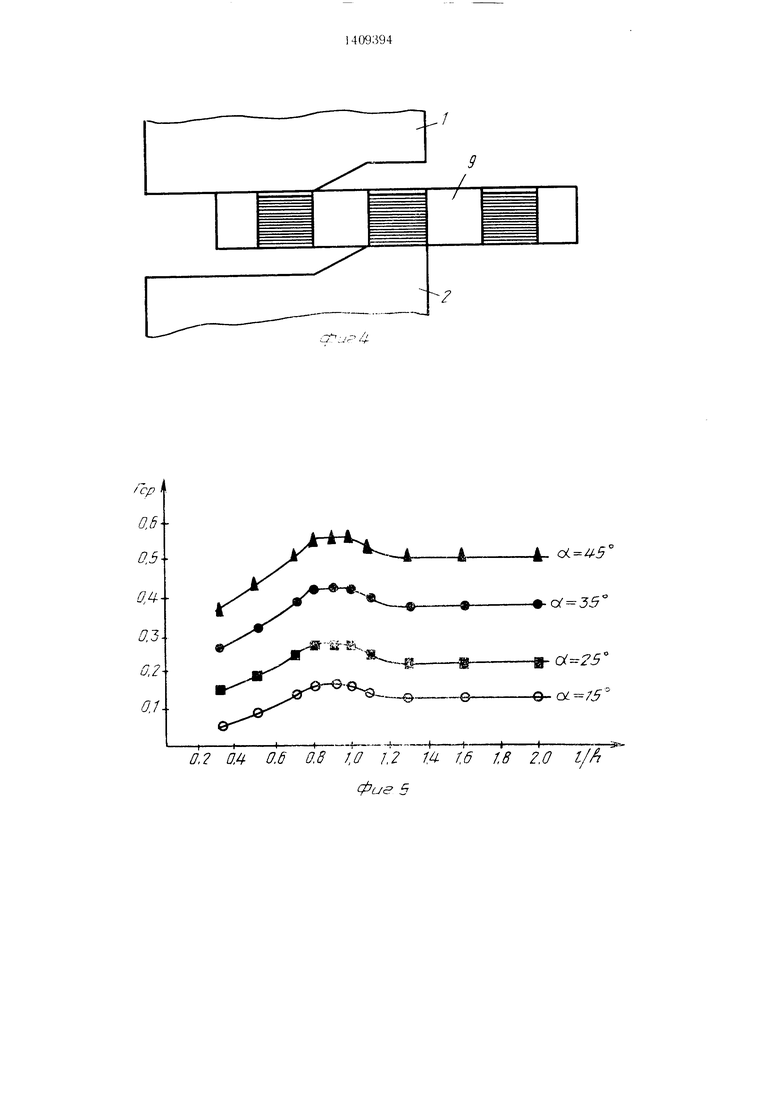
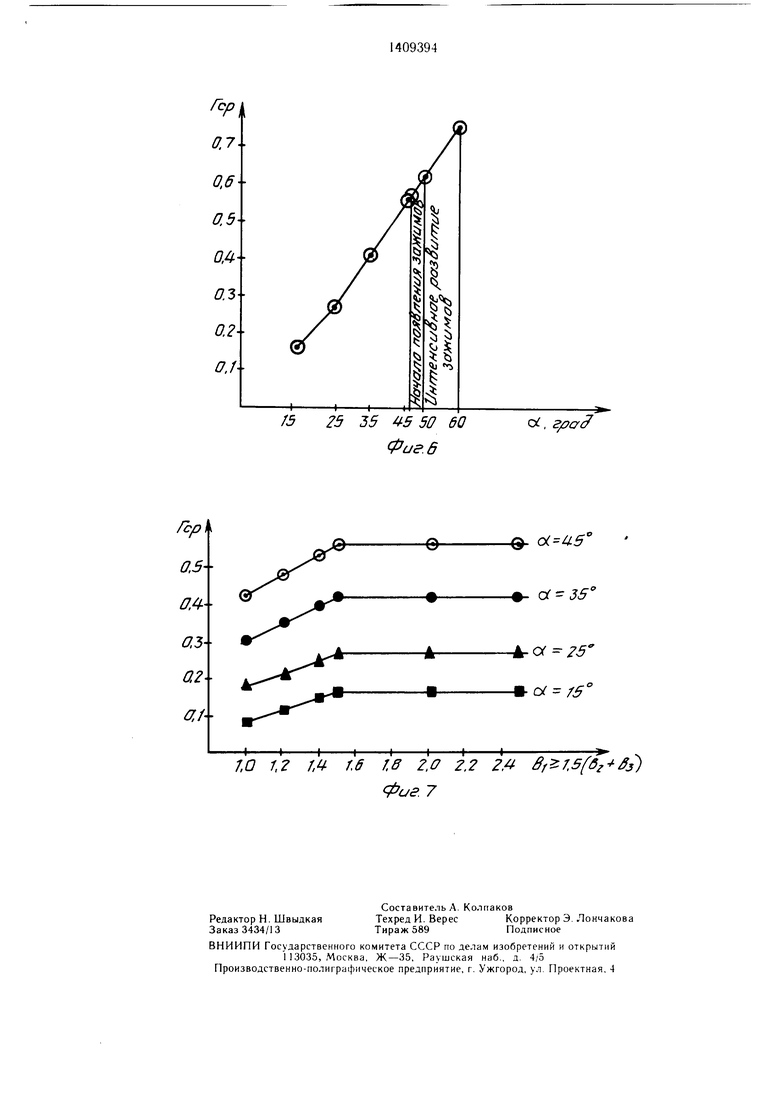
На фиг. 1 изображены бойки с заготовкой в начале первого прохода; на фиг. 2 - то же, в момент деформирования заготовки; на фиг. 3 - то же, в момент дефор.мирова- ния заготовки с кантовкой на 90°; на фиг. 4 - положение бойков с заготовкой в начале второго прохода; на фиг. 5 - график интенсивности деформации сдвига в зависи.мости от относительных подач; на фиг. 6 - график интенсивности деформации сдвига в зависимости от тла передачи между ступеня.ми;
Пример. Проверку предлагаемых и известных способа и инструмента провели в два этапа. На первом этапе деформировали свинцово-сурьмянистые (Sb 2,5%) образцы с координатной сеткой (шагом 5 мм), нанесенной в вертикально-продольной плоскости. Размеры образцов составляли 30x80x200 мм. Формоизменение осуществляли в ступенчатых бойках, которые имели следующие размеры: длина 80 мм, ширина 50 мм, при этом
10 ширина большей ступени 30 мм, ширина меньшей ступени 10 мм, угол наклонного участка между ступенями равен 45°. Ступенчатые бойки по прототипу имели следующие раз.черы: длина 80 мм, ширина 50 мм,
j а ступенчатые участки равны между собой, т.е. 20 мм каждый, высота 40 мм, ширина наклонного участка 10 мм, угол наклонного участка между ступенями 45°.
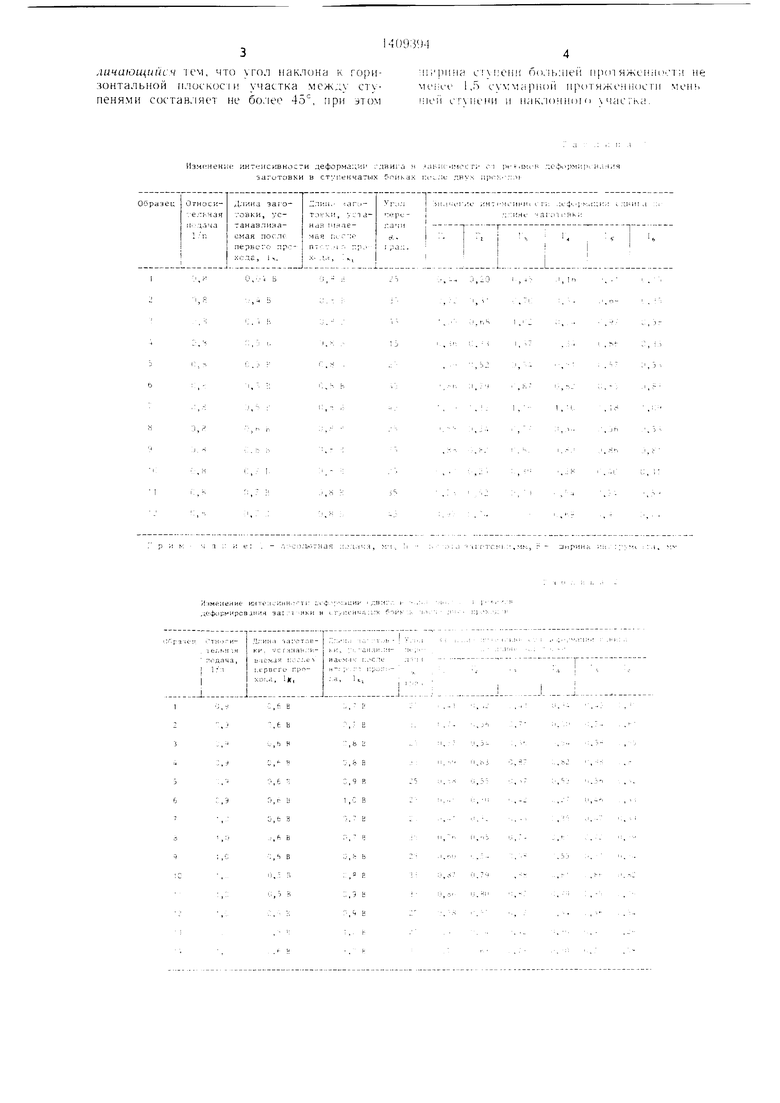
Режимы деформирования представлены в табл. 1-3. Первые четыре образца дефор25
на фиг. 7 - график интенсивности деформа- 20 мировали по прототипу, остальные шесть -
по изобретению.
В результате обработки экспериментальных данных установлено, что максимальные значения интенсивности деформации сдвига и минимальная неравномерность деформации в объеме заготовки достигаются при относительной подаче 0,8...1,0 (см. фиг. 1). На втором этапе 12 образцов проковали по режимам деформирования, указанным в табл. 1.
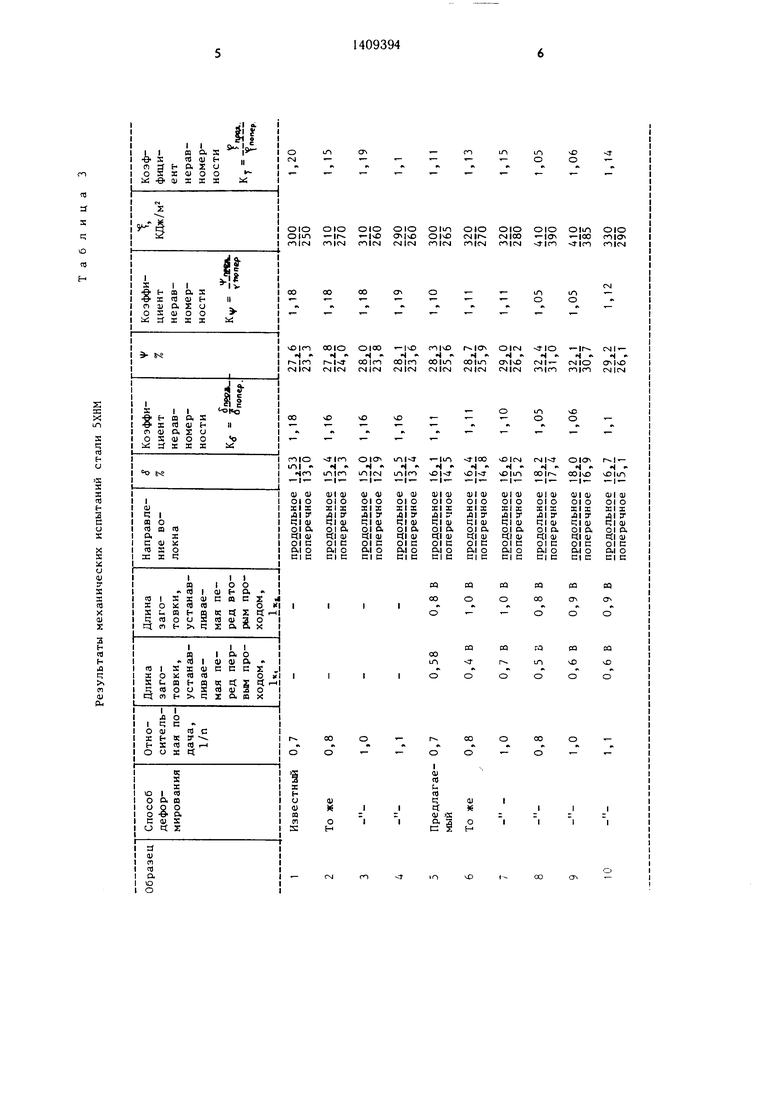
Результаты механических испытаний приведены в табл. 3, из которых следует, что при укове 1,8 предложенные способ и инструмент обеспечивают более высокий уровень свойств, чем известные.
Использование изобретения позволяет снизить анизотропию механических свойств металла заготовки при обеспечении заданного их уровня.
ции сдвига в зависимости от отношении ширины ступеней.
Способ изготовления поковок реализуется инструментом, который содержит бойки со ступенчатыми и наклонными участка.ми между сту |енями, угол наклона к горизон- тельно п, оскости участка между ступенями составляет не более 45°, при этом ширина ступени большей протяженности не менее 1,5 суммарной протяженности меньшей ступени и наклонного участка.
Бойки 1 и 2 выполнены с наклонными участками 3 и 4 и ступенями меньшей 5 и 6 и больше) 7 и 8 ширины. Наклонные участки между ступенями выполнены под углом « , равным 15- 45°, при этом ширина большей ступени Ь, и Ь равна 1,5...2,5 от суммы ширин меньшей ступени Ь, и bg и наклонного ччастка bj и Ь.
(Способ деформирования заготовки осуществляют следующим образом.
Заготовку 9 устанавливают в начале первого прохода на расстоянии от начала ступени большей протяженности, равном 0,5...0,6 от его ширины В (инструмент, фиг. 1). и деформируют между ступенчатыми б()11ками 1 и 2 (фиг. 2), совмещая с передачей. Далее относительную подачу выдерживают в пределах 0,8...1,0 от исходной высоты заготовки h (фиг. 3), после этого заготовку кантуют на 90° и в начале второго прохода заготовку устанавливают со стороны передней кромки, как и раньше, но на расстоянии, равном 0,8...0,9 ширины инструмента (фиг. 4). Затем подачу производят, как и в нервом проходе на величину, равную 0,8...1,0 исходной высоты заготовки, при этом развить1е сдвиговые деформации дей30
35
Формула изобретения
40
Способ изготовления поковок, включающий деформирование заготовки в ступенчатых бойках проходами с осуществлением передачи в процессе каждого обжатия, отличающийся тем, что, целью улучшения
45 качества металла поковки за счет снижения анизотропии механических свойств в объеме металла поковки при обеспечении заданного их уровня, относительную подачу выдерживают во всех проходах в пределах 0,8...
rQ ...1,0 высоты заготовки, при этом в начале каждого нечетного прохода край заготовки устанавливают на расстоянии от начала сту пени большей протяженности, равном 0,5... ...0,6 его ширины, в начале устных проходов - на 0,8...0,9 этой ширины, а между
rQ ...1,0 высоты заготовки, при этом в н каждого нечетного прохода край заго устанавливают на расстоянии от начал пени большей протяженности, равном ...0,6 его ширины, в начале устных п дов - на 0,8...0,9 этой ширины, а м
ствуют на незаштрихованных участках заго- 55 проходами заготовку кантуют на 90°.
товки (фиг. 4). Заштрихованные участки заготовки (фиг. 4) подвергались действию сдвиговых дефор.маций в первом проходе.
2. Инструмент для изготовления пок содержащий бойки со ступенчатыми клонными участками между ступенями
Пример. Проверку предлагаемых и известных способа и инструмента провели в два этапа. На первом этапе деформировали свинцово-сурьмянистые (Sb 2,5%) образцы с координатной сеткой (шагом 5 мм), нанесенной в вертикально-продольной плоскости. Размеры образцов составляли 30x80x200 мм. Формоизменение осуществляли в ступенчатых бойках, которые имели следующие размеры: длина 80 мм, ширина 50 мм, при этом
0 ширина большей ступени 30 мм, ширина меньшей ступени 10 мм, угол наклонного участка между ступенями равен 45°. Ступенчатые бойки по прототипу имели следующие раз.черы: длина 80 мм, ширина 50 мм,
j а ступенчатые участки равны между собой, т.е. 20 мм каждый, высота 40 мм, ширина наклонного участка 10 мм, угол наклонного участка между ступенями 45°.
Режимы деформирования представлены в табл. 1-3. Первые четыре образца дефор0 мировали по прототипу, остальные шесть -
Формула изобретения
40
Способ изготовления поковок, включающий деформирование заготовки в ступенчатых бойках проходами с осуществлением передачи в процессе каждого обжатия, отличающийся тем, что, целью улучшения
45 качества металла поковки за счет снижения анизотропии механических свойств в объеме металла поковки при обеспечении заданного их уровня, относительную подачу выдерживают во всех проходах в пределах 0,8...
rQ ...1,0 высоты заготовки, при этом в начале каждого нечетного прохода край заготовки устанавливают на расстоянии от начала сту пени большей протяженности, равном 0,5... ...0,6 его ширины, в начале устных проходов - на 0,8...0,9 этой ширины, а между
55 проходами заготовку кантуют на 90°.
проходами заготовку кантуют на 90°.
2. Инструмент для изготовления поковок, содержащий бойки со ступенчатыми и наклонными участками между ступенями, отличающиисч i ем, что угол наклону к ro)ti-чи рина ci IICHM od. ibMieii яжсн.-иь; и не
зонталы{ой плоское I и участка мсж:;у сту-Mciicc- 1,5 суммарно н рот я жен нос г н MOiib
пенями состав; нет не 6o,;iee 45, при зтомliicfi с г пеш и нлк/юнно о часгь.а,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки заготовок | 1989 |
|
SU1697963A1 |
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| Способ ковки заготовок | 1981 |
|
SU1038037A1 |
| Способ ковки поковок типа кубиков | 1987 |
|
SU1442318A1 |
| Способ изготовления ступенчатых поковок | 1981 |
|
SU996021A1 |
| Способ изготовления изделий | 1983 |
|
SU1380842A1 |
| Способ ковки поковок со стержнем и плоскими головками | 1985 |
|
SU1328045A1 |
| Инструмент для радиальной ковки | 1989 |
|
SU1639864A1 |
| Способ ковки поковок ступенчатых валов | 1989 |
|
SU1697972A1 |
| Способ изготовления буртовых валов | 1988 |
|
SU1590185A1 |
Изобретение относится к обработке металлов давлением и .может быть использовано в кузиечио-ирессовых це.хах метал- лургически.х и машиностроительны.х заводов для изг отовления поковок прямоугольного и квадратного сечения. Цель - улучшение качества мета.1ла ноковки за счет снижения анизотропии механически.ч свойств в об1)еме металла поковки нри обеспечении заданного их уровня. Относительную подачу заготовок выдерживают во всех проходах в пределах 0,8...1,0 от исходной высоты заготовки. В начале каждого нечетного прохода заготовку устанавливают со стороны передней кромки инструмента на 0,5...0,6 от его ширины, в начале четных нроходов - на 0.8...0,9 от этой ширины. проходами заготовку кантуют на 90°. В инструменте для протяжки, содержащем бойки со сту- пе1{чатыми и наклонными участками, участок между ступенями выполнен под углом, равным 15-45°, а ширина большей ступени равна 1.5...2,5 от сум.мы ширин меньшей ступени и наклонного участка. .Наксималь- ные значения интенсивности деформапии сдвига и минимальная неравномерность деформапии в объеме заготовки достигается при относительной подаче 0,8...1,0. 2 с.п. ф-лы, 7 ил., 3 табл. I (Л
Отно с и- /ельная II- Д.зча
фиг.2
фие.З
/7, Л/ /Z Л 7 1,6 2.0 1
44- 0(
« --сУ 35
е-©е-СУ -/5
Фие 5
25 J5 5 50 60 Фиг. 6
/cp. 0,5-- ffAаз-аг-a.f-7.0 1,2 /,4 r,6 r.B 2,0 2.2 2, .
Фиа 7
Редактор Н. Швыдкая Заказ 3434/13
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная. 4
of,
Q-0.
or : /5
c f5
Составитель А. Колпаков
Техред И. Верес Тираж 589
Корректор Э. Лончакова Подписное
| Способ изготовления поковок | 1983 |
|
SU1100031A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
