Изобретение относится к способам восстановления изношенных поверхностей деталей и может быть использовано преимущественно для восстановления юбок поршней из алюминиевых сплавов системы алюминий-кремний-медь-магний.
Известен способ восстановления юбок поршней из алюминиевых сплавов деформацией путем нагрева до температуры 550о.600оС, выдержке при этой температуре в течение 25.30 мин и закалке в кипящей воде с последующей обработкой поверхности до заданных размеров [1]
Известен способ восстановления канавок поршней одновременным электронагревом и пластической деформацией стенок давлением специальными калибрующими роликами [2]
Известен способ восстановления поршней, включающий нагрев штампа и поршня, раздачу юбки и последующую механическую обработку [3]
Задачей изобретения является увеличение диаметра юбки поршня путем обеспечения оптимальных режимов направленной деформации металла (сплава) при сохранении остальных параметров поршня.
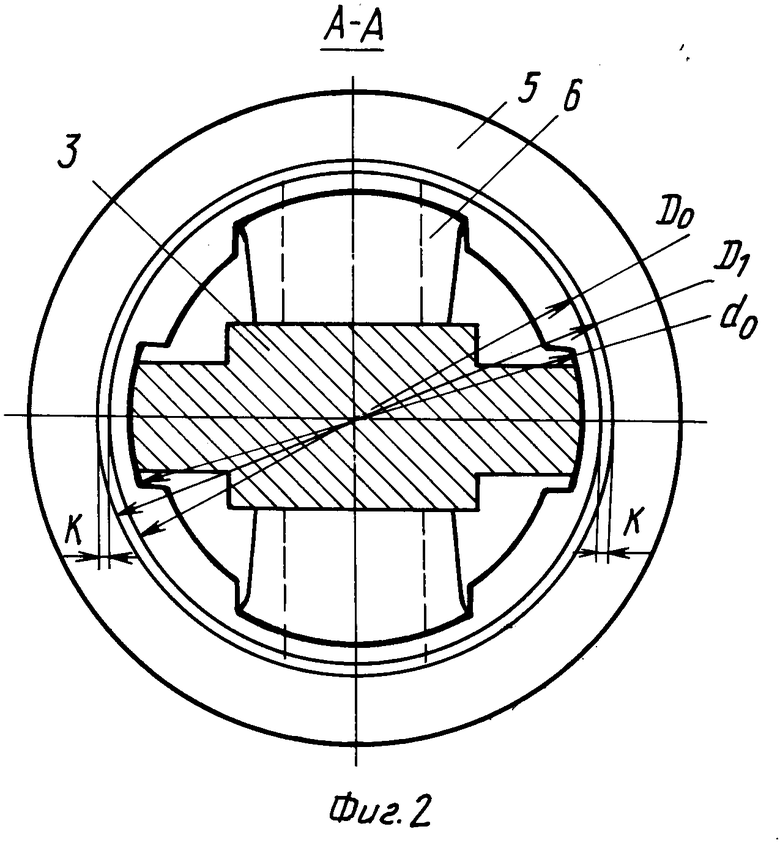
Задача решается при помощи способа восстановления деталей, включающего нагрев, деформацию, отличающегося от известного тем, что путем изотермического нагрева штампа и поршня до температуры 0,85-0,95 Тплавления сплава поршня на внутреннюю поверхность юбки оказывают направленное давление коническим пуансоном, наклон образующей которого α выбирают равным литейному уклону юбки, а диаметр основания определяют уравнением
d do + D1 Do, при этом величину вертикального хода пуансона Х определяют из отношения ХK/tgα где 2К величина деформации изношенной поверхности направляющих юбки поршня 2К D1 Do;
do внутренний диаметр верхней кромки юбки поршня до деформации;
D1 наружный диаметр верхней кромки юбки поршня, заданный для восстановления с учетом припуска на механическую обработку и износа;
Do наружный диаметр верхней кромки юбки поршня до деформации.
Сущность способа заключается в обеспечении возможности посредством пластической деформации восстанавливать изношенную поверхность юбки поршня автотракторного двигателя. Необходимым условием для этого является:
изотермический нагрев штампа и детали;
особая форма пуансона, обеспечивающая направленное воздействие на юбку поршня и не оказывающего давления на бобышки.
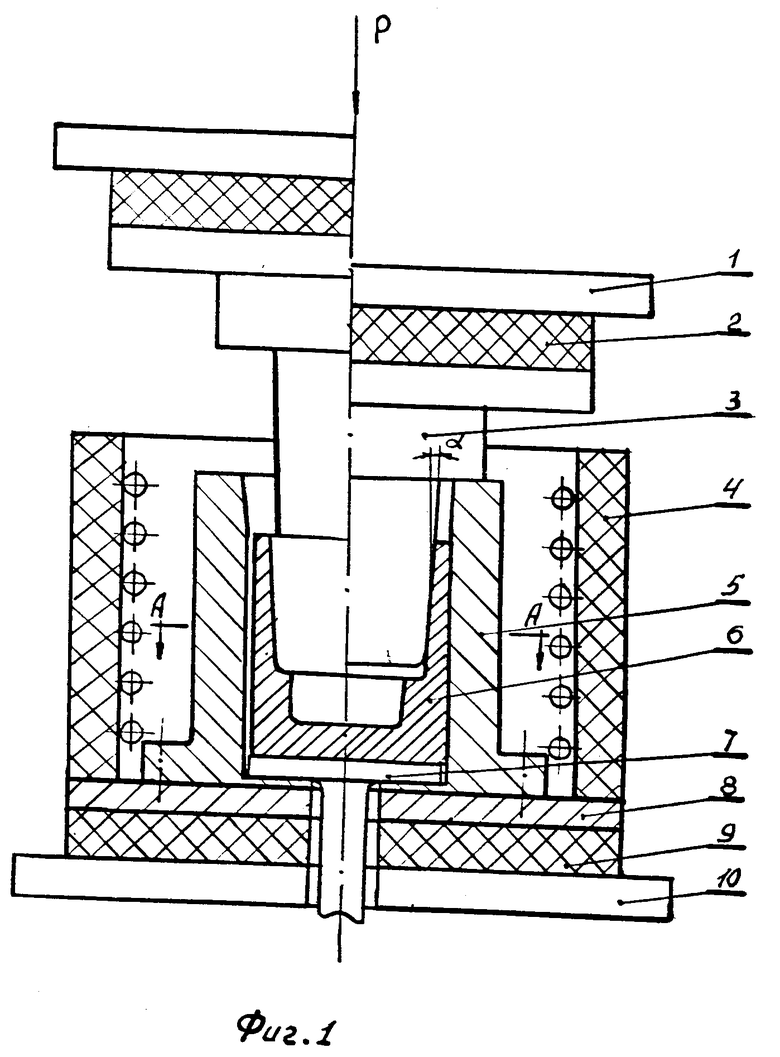
На фиг.1 представлена схема, поясняющая осуществление способа; на фиг.2 разрез А-А на фиг.1 для иллюстрации формы пуансона.
Устройство для осуществления способа (см.фиг.1) состоит из закрепленного на подвижной части 1 пресса через изоляционную плиту 2 пуансона 3. Внутри нагревателя 4 установлены матрица 5 и поршень 6, под которым устанавливается выталкиватель 7. Матрица штампа закрепляется на плите 8, отделенной изоляционной плитой 9 от неподвижной части 10 пресса.
Способ осуществляется следующим образом.
Нагретый в печи, до температуры 0,85-0,95Тплавления сплава, поршень 6 устанавливается в матрицу штампа 5, нагретую до аналогичной температуры. После выравнивания температур поршня и штампа осуществляется давление пуансоном 3. Далее деформированный поршень отделяется от матрицы с помощью выталкивателя 7. Направляющие юбки поршня деформируются на заданную величину 2К. Величина 2К определяется разностью наружных диаметров юбки поршня после деформации D1 и до деформации Do, т.е.
2К D1 Do, или разностью внутренних диаметров юбки поршня после деформации d1 и до деформации do, т.е.
2K d1 do d1 достигается величиной диаметра основания d конуса рабочей поверхности пуансона, т.е. d1 d; 2K d do, следовательно d do D1 Do; d do + D1 Dо.
Величину вертикального хода Х определяют исходя из величины деформации К и конусности пуансона. Отношение Х к К выражают через tgα т.е. K/X tgα X K/tgα Для уменьшения трения и получения одинаковой заданной величины деформации по всей длине образующей юбки поршня, рабочая поверхность пуансона выполнена конической, копирующей литейный уклон α юбки поршня и покрывается известной термостойкой смазкой. D1 задается с учетом припуска на механическую обработку и износа юбки. В результате величина К равна сумме величин допуска Кll на износ и припуска Kl на механическую обработку юбки поршня до требуемого размера, т.е. K Kll + Kl. Этим достигается универсальность параметров рабочей части пуансона, что позволяет деформировать юбки поршней, имеющих различные износы до необходимой величины диаметра D1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ЕГО ВОССТАНОВЛЕНИЯ | 1991 |
|
RU2027550C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2203975C2 |
| МЕТОД ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ ПСЕВДОПОРОШКОВОЙ МЕТАЛЛУРГИЕЙ | 2001 |
|
RU2208063C2 |
| СПОСОБ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2134308C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ | 1998 |
|
RU2153946C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ПРЕИМУЩЕСТВЕННО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2036047C1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ЗАГОТОВОК | 1999 |
|
RU2172350C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ СПЛАВОВ СИСТЕМЫ ЖЕЛЕЗО - ХРОМ - КОБАЛЬТ | 1988 |
|
RU2030460C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 1998 |
|
RU2159162C2 |
Изобретение относится к способам восстановления изношенных поверхностей деталей и может быть использовано преимущественно для восстановления юбок поршней из алюминиевых сплавов системы алюминий-кремний-медь-магний. Сущность изобретения состоит в следующем: способ восстановления деталей включает нагрев, деформацию и механическую обработку. Нагрев штампа и поршня осуществляют до температуры 0,85 0,95 Т плавления сплава поршня. На внутреннюю поверхность юбки оказывают направленное давление коническим пуансоном, наклон образующей которого выбирают равным литейному уклону юбки. Диаметр основания определяют по формуле d = do+D1-Do, где do внутренний диаметр верхней кромки юбки поршня до деформации; D1 наружный диаметр верхней кромки юбки поршня, заданный для восстановления с учетом припуска на механическую обработку и износа; Do наружный диаметр верхней кромки юбки поршня до деформации. 2 ил.
СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЕЙ, включающий нагрев штампа и поршня, деформацию путем раздачи юбки, охлаждение и механическую обработку, отличающийся тем, что нагрев осуществляют до температуры, равной 0,85 0,95 температуры плавления металла поршня, раздачу юбки поршня выполняют пуансоном с рабочей поверхностью, представляющей часть конической поверхности с наклоном образующей, равным литейному уклону юбки, а диаметр d меньшего основания пуансона определяют по формуле
d d0 + D1 D0,
где d0 внутренний диаметр нижней кромки юбки поршня до раздачи;
D1 наружный диаметр юбки поршня раздачи с учетом припуска под механическую обработку;
D0 наружный диаметр юбки до раздачи.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Моложих Н.В., Зенкин А.С | |||
| Восстановление деталей машин, М.: Машиностроение, 1989, с.434-437. | |||
