4;
4ia СО
сл
1
ИзоРретение относится к прокатно- му производству и мокет быть использовано при прокатке разнобоких и неравнобоких угловых профилей различных типоразмеров.
Цепь изобретения - сокращение парка валков к числа перевалок черновых клетей путем повьппения универсальности черновых калибров.
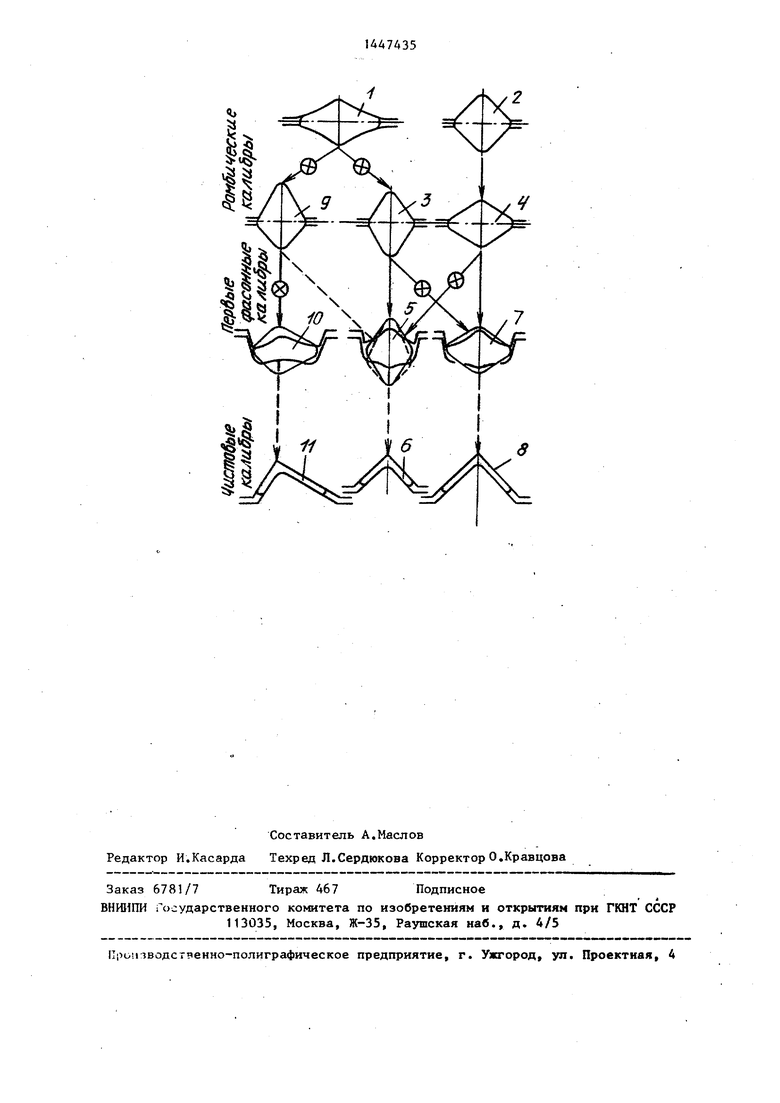
На чертеже представлена схема прокатки угловых профилей по предлагаемому способу.
Заготовка из ромбического калибра 1 или квадратного калибра 2 задается в ромбические калибры 3 и 4, соответственно с вертикальным и го- горизонтальным расположением в валках с применением каждого из которых
Таким o6pa3OMj с использованием одного симметричного относительно обеих осей ромбического калибра, без какой-либо его перестройки, можможно в калибрах 5 и б или 7 и 8 осу-2о осуществить прокатку двух равноществить прокатку равнобоких уголков двух размеров ширины полки,
При прокатке меньшего размера уголка раскат из ромбического калибра поступает в первый фасонный калибр с вертикальной большой и горизонтальной малой осями, а при прокатке большого размера уголка - наоборот, с вертикальной малой и горизонтальной большой осями. Размеры осей ромбического калибра могут быть приняты различными, в зависимости от размеров прокатываемый уголков.
Раскат из несимметричного ромбического калибра 9 при горизонтальном положении большой оси может быть использован дпя прокатки нерангнобо- кого уголка в калибрах 10 и 11, а при вертикальном положении большой оси - для прокатки равнобокого уголка в калибрах 5 и 6.
Пример. Заготовка из стали 4 сечением 100x100 мм нагревается до в методической печи и прокатывается в обжимной клети 480 стана 360 предприятия за 5 проходов в ромб с размерами диагоналей 62 и 51 мм. При дальнейшей прокатке непосредственно на стане 36Q за 5 проходов получают уголок 40x40x5.. Рас- .кат из ромбического калибра при
35
боких уголков, а используя один сим- метричньй относительно одной из осей калибр можно получить как равно бокий, так и неравнобокий уголок. 2S Это уменьшает необходимьй парк валков и количество их перевалок, т.е. в конечном счете повьш1ает производительность стана е t
30 Форму.л а изобретения
Способ прокатки угловой стали, включающий ориентацию в профильном калибре углов исходной заготовки в кромки полок и в угол в стыке полок профиля, отличающийся тем, что, с целью сокращения парка в.алков и числа перевалок черновых клетей путем повышения универсальности черновых калибров, прокатку двух профилей, близких по значениям ширин полок, осуществляют из одного раската ромбической фор№1 С разностью диагоналей, соответствующей разности дс ширин первых фасонных калибров г тих профилей, ориентируя горизонтально малую ось ромбического раската при прокатке углового профиля с меньшей шириной полки или больп1ую его ось при прокатке углового профиля с боль шей 1ЧИРИНОЙ ПОЛКК ,
40
50
0
5
этом, получаемый в обжимной клети 480 и горизонталыгую ось 51 мм, поступает в первый фасон;иый калибр шириной 53 мм. Большая ось ромбического калибра ориентируется при этом по вертикали.
При прокатке уголка 45 х 45 х 5 раскат из ромбического калибра остается тем же, что и при прокатке уголка 40 X 40 X 5, т.е. с диагоналями 62 и 51 мм, но при задаче в первый фасонный калибр шириной 64 мм большая ось ромбического раската ориентируется по горизонтали.
Таким o6pa3OMj с использованием одного симметричного относительно обеих осей ромбического калибра, без какой-либо его перестройки, можо осуществить прокатку двух равно
боких уголков, а используя один сим- метричньй относительно одной из осей калибр можно получить как равно- бокий, так и неравнобокий уголок. Это уменьшает необходимьй парк валков и количество их перевалок, т.е. в конечном счете повьш1ает производительность стана е t
Форму.л а изобретения
Способ прокатки угловой стали, включающий ориентацию в профильном калибре углов исходной заготовки в кромки полок и в угол в стыке полок профиля, отличающийся тем, что, с целью сокращения парка в.алков и числа перевалок черновых клетей путем повышения универсальности черновых калибров, прокатку двух профилей, близких по значениям ширин полок, осуществляют из одного раската ромбической фор№1 С разностью диагоналей, соответствующей разности ширин первых фасонных калибров г тих профилей, ориентируя горизонтально малую ось ромбического раската при прокатке углового профиля с меньшей шириной полки или больп1ую его ось при прокатке углового профиля с большей 1ЧИРИНОЙ ПОЛКК ,
| название | год | авторы | номер документа |
|---|---|---|---|
| ВВОДНАЯ РОЛИКОВАЯ ПРОВОДКА ДЛЯ РАЗЛИЧНЫХ ПРОФИЛЕЙ | 1991 |
|
RU2048223C1 |
| Способ прокатки неравнополочных угловых профилей | 1983 |
|
SU1148657A1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| Способ прокатки угловых профилей | 1982 |
|
SU1077671A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Способ прокатки прямоугольной полосы | 1983 |
|
SU1161201A1 |
| Способ калибровки профилей П-образной формы | 1988 |
|
SU1526856A1 |
| Способ прокатки угловых профилей | 1976 |
|
SU554015A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1991 |
|
RU2019322C1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
Изобретение относится к прокатному производству и может быть использовано щ)и прокатке равнобоких и неравнобоких угловых профилей различных типоразмеров. Цепь изобретения - сокращение парков валков и числа перевалок черновых клетей путем повышения универсальности черно- вых калибров. Для достижения этой цели используют единую заготовку ромбического профиля для прокатки двух з гловых профилей с разной шириной полок. Разность диагоналей заготовки соответствует разности ширин полок прокатываемых профилей. При прокатке профиля с большей шириной полок большую ромбическую за- готовкз ориентируют в фасонном угловом калибре большой осью горизонтально, а с меньшей шириной полок - вертикально. Для прокатки неравнобоких уголков используют заготовку с профилем неправильного ромба, имевщего одну ось симметрии. Способ позволяет сократить парк валков, количество перевалок, а следовательно, и повысить производительность стана. 1 ил. I (Л
| Авторское свидетельство СССР 1448657, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Бкшлeтeнi научно-технической информации Черная металлургия, М | |||
| Черметивформация, 19бТ, № 17, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
