Изобретение относится к литейному производству, в частности к изготовлению форм вакуумной формовкой.
Известен способ изготовления литейных форм, включающий облицовку модели синтетической пленкой с предварительным размещением на поверхности модели трубок для отсоса воздуха из глубоких отверстий. Одним из недостатков способа является то, что трубки не обеспечивают отбор воздуха по всей поверхности модели, а только преимущественно в местах окончания трубок. К недостаткам такого способа можно отнести и повышенную трудоемкость ввиду необходимости профилирования трубок, а также низкое качество готовых форм из-за образования каналов на их поверхности, которые после удаления трубок заделывают самотвердеющей смесью на основе жидкого стекла. В процессе заполнения формы металлом и теплового воздействия такая смесь выпадает из каналов, что отрицательно сказывается на качестве отливок.
Известен способ изготовления литейных форм с использованием монолитных моделей, включающий установку модели в зернистый наполнитель, на поверхности которого расположена резиновая прокладка, с помощью которой формируется выступ по ладу полуформ для их плотного смыкания. Для отсоса воздуха рабочую поверхность модели покрывают газопроницаемым эластичным полотном, после чего вакуумируют полость корпуса. Не прекращая вакуумирования, на поверхность полотна наносят синтетическую пленку. Пленка перепадом давлений прижимает полотно к поверхности модели и воспроизводит ее конфигурацию, при этом воздух из впадин фильтруется через полотно в зернистый наполнитель.
К недостаткам такого способа можно отнести недостаточную точность литья, особенно при изготовлении отливок с отверстиями малого диаметра (отсутствует достаточное прилегание полотна), а также повышенную трудоемкость ввиду необходимости закрепления полотна на поверхности модели (клеем, гвоздями) и продувки полотна сжатым воздухом после извлечения модели. Эффективность приводимого способа снижена также ввиду достаточно высокой стоимости полотна.
Наиболее близким по технической сущности к изобретению является способ изготовления литейной формы вакуумной формовкой, включающий установку модели на модельную плиту, имеющую вентиляционные отверстия, облицовку модели пленкой, изготовление полуформы и сборку формы, перед облицовкой синтетической пленкой на модель накладывают газопроницаемые нити, свободные концы которых размещают в вентиляционных отверстиях модельной плиты.
Известный способ вакуумной формовки имеет ряд существенных недостатков, а именно повышенная трудоемкость подготовительных операций и недостаточная четкость и точность отпечатка модели. Свободные концы нитей выводят с помощью иглы или каким-либо другим способом через отверстия и днище плиты, а после облицовки эти нити вытягивают за свободные концы. Это является трудоемкой дополнительной операцией. При сложном профиле карманов с перепадами по высоте более 10-70 мм вытягивание нитей за концы является его невозможность использования в массовом и крупносерийном производстве из-за трудоемких ручных операций.
Предлагаемый способ менее трудоемок по сравнению с известным и позволяет обойтись без дополнительных операций. При этом качество и чистота отпечатка модели соответствуют стандарту (шероховатость поверхности отливок составляет не более 3 мкм).
Это достигается тем, что на модель накладывают сетку из вакуумпроводящих нитей со свободно свисающими концами, причем эти концы располагаются вблизи отсасывающих отверстий модельной плиты. Использование сетки вместо отдельных нитей сокращает время подготовительной операции. Нити, из которых сплетена сетка, благодаря свой малой толщине не более 0,1 мм (как проверено экспериментом), являясь эффективным средством отсоса воздуха с поверхности и впадин модели, в то же время не нарушает чистоту отпечатка модели и не требуется их вытягивать после облицовки. Нити же более толстые (например, диаметром 0,6 мм), не позволяют достичь четкого отпечатка, ввиду чего их необходимо вытягивать после облицовки.
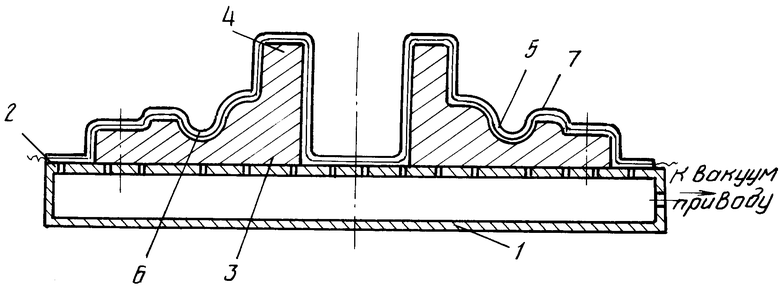
На чертеже изображена общая схема облицовки модели герметизирующей пленкой с использованием сетки из вакуумпроводящих нитей. Способ осуществляется следующим образом: на модельную плиту 1 с вентиляционными каналами 2 для отсоса воздуха устанавливают монолитную модель 3 с выступами 4 и впадинами 5. Затем на поверхности и во впадинах 5 модели 3 размещают вакуумпроводящие нити (жгуты) 6 таким образом, чтобы один конец нити заканчивался в самой низкой точке впадины 5, а другой на плите 1 в месте расположения вентиляционных каналов 2. После размещения нитей (жгутов) 6 на поверхности и во впадинах модели 3 создают разрежение в полости и на поверхности модельной плиты 1, а на модель накладывают предварительно нагретую герметизирующую пленку 7. Под действием разрежения герметизирующая пленка 7 плотно облицовывает поверхность модели с размещенными на ней вакуумпроводящими нитями (жгутами) 6, а воздух через эти нити удаляется с поверхности и из впадин модели. Это позволяет исключить образование воздушной прослойки между моделью и пленкой, ввиду чего пленка плотно натягивается и герметизирует все впадины, включая самые мелкие. Далее форму изготавливают по известной технологии.
П р и м е р. Изготавливают форму вакуумной формовкой по металлической модели, в качестве которой используется деталь "матрица пресс-формы", имеющая глубокие впадины и выступы. Модель устанавливают на модельную плиту с вентиляционными отверстиями для отсоса воздуха и вакуумируемой камерой. На поверхности и во впадинах модели радиально (поскольку модель круглой формы) размещают хлопчатобумажные нити толщиной 0,1 мм с шагом у основания 80 мм, причем концы нитей располагают вблизи отсасывающих отверстий на плите. После этого в плите создают разрежение 650 мм рт.ст. и укладывают синтетическую пленку. Пленка плотно облицовывает модель, повторяя ее конфигурацию. После этого на модельную плиту устанавливают опоку, в опоку засыпают сухой кварцевый песок зернистостью КО1, уплотняют его, создают разрежение в форме, накладывают на поверхность формы пленку, отключают вакуумирование плиты и снимают с нее форму.
Испытания данного способа, проведенные в заводских условиях, показали положительные результаты. Качество поверхности и твердость полученных отливок (НВ=269) соответствует стандарту.
Плотное облицовывание модели во впадинах, включая самые глубокие и малого диаметра, позволяет повысить точность изготавливаемых форм и тем самым улучшить качество литья, снизить брак и уменьшить механическую обработку отливок. Кроме того, данный способ более экономичен и менее трудоемок по сравнению с известными.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1993 |
|
RU2067039C1 |
| Способ вакуумной формовки | 1990 |
|
SU1747232A1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| Опока для вакуумной формовки | 1979 |
|
SU1102656A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1981 |
|
SU996062A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1984 |
|
SU1186358A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛИ ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2048237C1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1991 |
|
RU2025191C1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
Способ включает установку модели на плиту, имеющую вентиляционные отверстия, облицовку ее герметизирующей пленкой с одновременным удалением воздуха с поверхности и впадин модели с помощью газопроницаемых нитей. На модель накладывают сетку из нитей толщиной не более 0,1 мм, причем концы располагают вблизи вентиляционных отверстий плиты. 1 з. п. ф-лы, 1 ил.
| Способ вакуумной формовки | 1990 |
|
SU1747232A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
