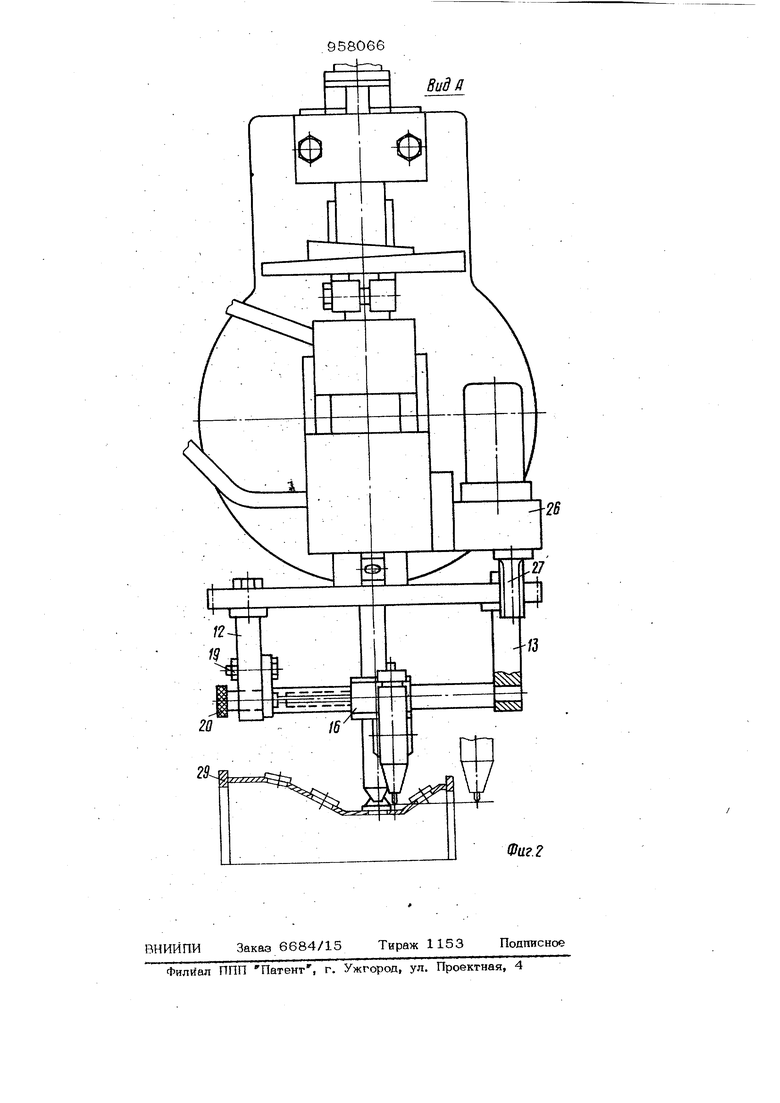
Изобретение относится к сварке н может быть использовано в устройствах для приварки нескольких круговых элементов различного диаметра к одной обечайке с криволинейной образующей в среде защитных газов, преимущественно для отношения диаметра фланца к диаметру обечайки не более 1/5. Известна головка для автоматическо сварки фланцев с обечайками, вкл1счан щая корпус, щпиндель, механизм вращения головки, копир, представлякиций собой копию обечайки, копирные ролики, установленные на кронштейнах, механиз изменения диаметра сварки и сварочную горелку tl . Недостатком головки является то, что нельзя приваривать фланцы различно го диаметра к одной обечайке с криволинейной образующей в среде защитных газов без замены копира. Кроме того, невозможно центрировать и предварительно фиксировать привариваемый , фланец. Наиболее близка к предлагаемой головка для автоматической сварки фланцев с обечайкой, содержащая корпус с планшайбой, сварочную горелку, мехаявзм вращения сварочной головки, копир с |К пирным роли.ком, установленный механизм перемещения сварочной горелки, токопод вод и центратор С2 . Недостатком этого устройства явля ется громоздкость н трудность его приспособления при приварке неболышос фланцев размером 2 5О мм и менее. Кроме того, это устройство не обеопечивает сварки фланцев различных типоразмеров без замены копира, а также при сварке фланцев с обечайками различной конфигурации, например конических. иелью изобретения является поКьпп нне производительности н качества свар ки путем обеспечения сварки фланцев различных типоразмеров с обечайками различной конфигурашга. Для достижения поставленной цели в головке для автоматической сварки фланцев с обечайкой, содержащей корпус ; с планшайбой, сварочную горелку, механизм вращения сварочной горелки, копир с копирным роликом, токоподвод и центратор, копир вьшолнен в виде профили- рованного диска, выступы которого соответствуют Профилю свариваемой поверх ности, механизм вращения сварочной горелки вьшолнен в виде смонтированных в корпусе и установленных коныентрично с зазором втулок, между которыми раз мещен токоподвод, причем один из концов внутренней втулки кинематически свя зан со сварочной горелкой, а внутри нее расположен центратор. Для обеспечения сварки в среде защитного газа, в центраторе вьшолнен канал для подачи защитного газа, а втулки механизма враще ния сварочной горелки образуют полость для подачи ттлазмообразующего газа. На фиг. 1 схематически изображена сварочная головка, разрез; на фиг. 2 вид А на фиг. 1. Грловка содержит корпус 1, который может перемещаться по вертикали на направляющих 2 от электромеханизма 3, планшайбы 4, корпус 1 может поворач 1Ваться вокруг оси 5 на некоторый угол. В отверстиии корпуса 1 находится механизм 6 вращения сварочной головки состоящий из двух втулок, через отверст внутренней втулки проходит центратор 7 с каналом 8 для защитного газа, а через пространство между втулками мех низма 6 размещен токоподвод в виде щины сварочного тока 9; который подводится через токосъемник Ю. На нижнем конце; внутренней втулки механизма 6 закреплена текстолитовая шестерня 11 со стойками 12 и 13, на которых закреплена с возможностью поворота направляющая 14, ходовой винт 15, ползущка 16 с ходовой гайкой. На ползущке 16 крепится корпус сварочной горелки 17, через пустотелую цапфу которого подводится газ и электрический ток.. Фланец 18 выполнен, заодно с направ ляющей 14 и удерживается от поворота винтом 19. Перемещение горелки 17 осуществляется вращением винта 15 за маховичок 20. В верхней части внутренней втулки механизма 6 на клеммовом соединешш закреплен крошитейн 21 с копирным рол ком 22, который может перемещаться по пазу кронштейна. . В разъемном подщиинике 23 крепится торцовый копир 24 с несколькими копирными дорожками 25. Вращение шпинделя осуществляется через привод 26, шестерни 27 и 11. Конечный выключатель 28 отключает цикл после одного оборота шпинделя. Внизу расположен свариваемый узел 29. Работа головки осуществляется следующим образом. Ось вращения механизма 6 с помощью центратора 7 совмещают с осью отверстия на обечайке, ввариваемый фла.нец прижимают центратором 7, приводимый от своего привода. Устанавливают копирный ролик 22 на соответстЁукяцую копирную дорожку 25, устанавливают горелку 17 на нужный диаметр сварного шва и оптимальный угол к траектории сварного щва, для чего ее поворачивают на цапфе горелки и вокруг оси направляющей 14, поворачивают кронштейн 21 до замыкания конечного выключателя 28, устанавливают с помощью &лектромеханизма 3 необходимую длину дуги, включают подачу защитного газа через канал 8 и плазмообразующего газа через проточку в корпусе 1 и радиальньхе отверютия в механизме 6 сваро.чной горелки и начинают сварку. При переходе на другой фланец этой же обечайкр переставляют копирный ролик на соответствующую дорожку копира и настраивают горелку на траекторию сварного щва. При вращении шпинделя все вращающиеся детали висят на копирном ролике, прижимая его к копиру и тем самым осуществляется слежение по вертикали за сварньв швом. Предлагаемая сварочная головка позволяет производить быструю перестройку с одного диаметра фланца на другой, надежно следить за траекторией сварного шва и позволяет шов защищать от окисления путем применения различных насадок на центратор струей защитного газа, т.е. она повышает производительность и качество сварки. Формула изобретения 1. Головка для автоматической сварки фланцев с обечайкой, содержащая корпус с планшайбой, сварочную горелку, механизм вращения сварочной горелки, копир с копирным роликом, токоподвод и центратор, отличающаяся тем. 5Й что, с деяью повышения производительности и качества сварки путем обеспече ния сварки ,фпанцев различных тгшораэмеров с обечайками различной конфигурации, копир выполнен в виде профилированиого диска, выступы которого соответствукур профилю свариваемой поверх ности, меэсанизм вращения свароч юй горепки выполнен в виде смонтированных р корпусе и установленных концентрично с зазором втулок, между раз- мешены токаподвод, причем один из концов внутренней втулки кинематически связан со сварочной горелкой, а внутри нее расположен центратор.
18
Фл.1 66 2. Головка ПОП.1, отличающв я с я тем, что, с целью обеспечения сварки в среде защитного газа, в цен траторе вьшолнен канал для подачи защит ного газа, а втулки механизма вращешш сварочной головки образуют полость для подачи плазмообразукяовго газа. Источники информации, принятые во внимание при эвспертизе 1.Авторское свидетельство СССР 20083, кл. В 23 К 37/О2, I960. 2.Авторское свидетельство СССР 625873, кл. В 23 К 37/О2, 1976 прототип).
Вида
Фиг. 2


| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| Сварочная головка для автоматической сварки криволинейных элементов | 1983 |
|
SU1159747A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Установка для сварки | 1990 |
|
SU1812036A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для автоматической приварки штуцеров и патрубков | 1976 |
|
SU647087A1 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837682A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |