Изобретение относится к металлургии, в частности к непрерывному оправочному стану.
Известен непрерывный оправочный стан, включающий последовательно расположенные двухвалковую клеть с приводными валками и четырехвалковую клеть с двумя приводными и двумя неприводными валками.
Задачей изобретения является применение минимально возможного числа линий прокатного стана и получение при малом числе клетей возможно большей величины вытяжки без ухудшения качества изделия.
Для этого непрерывный оправочный стан снабжен чистовой, расположенной за четырехвалковой, двухвалковой клетью с приводными ручьевыми валками, оси которых расположены под углом 30о к осям приводных валков четырехвалковой клети, и угловая протяженность ручья валков больше угловой протяженности ручья неприводных валков четырехвалковой клети, у которой приводные валки выполнены с большим по величине диаметром, чем диаметр неприводных валков, и с большей 90о угловой протяженностью ручья, при этом оси неприводных валков расположены в направлении прокатки за осевой плоскостью приводных валков.
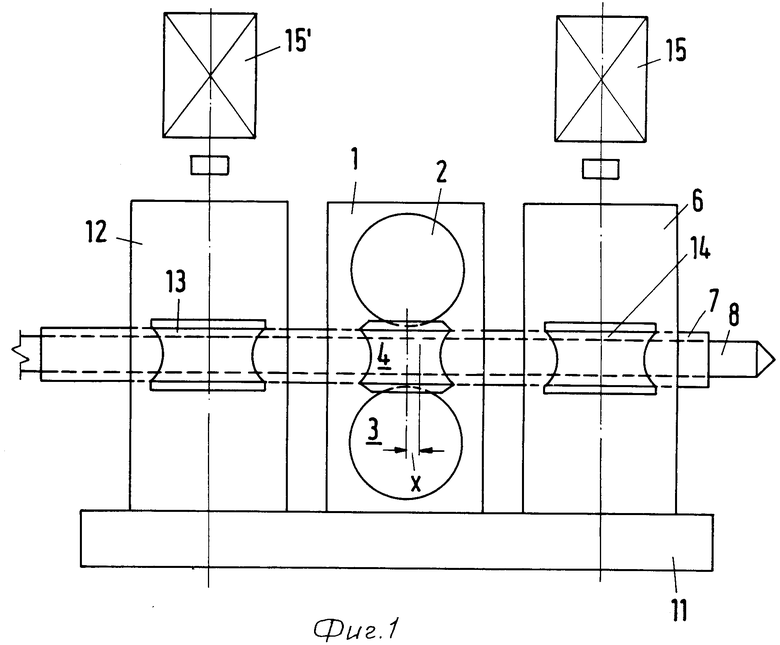
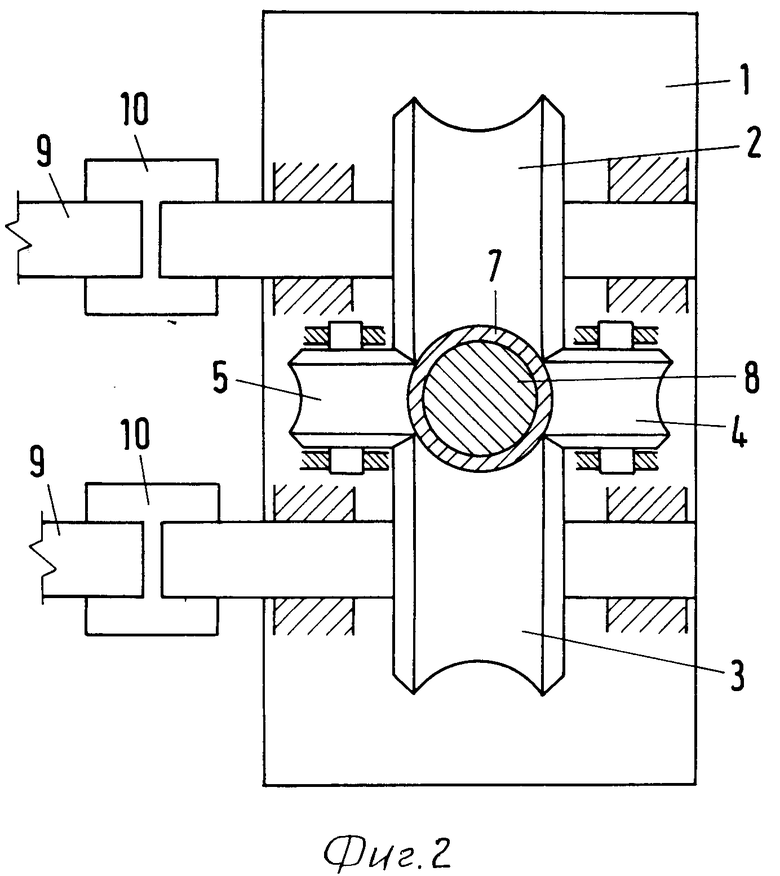
На фиг. 1 показан прокатный стан; на фиг. 2 главная деформирующая клеть, поперечное сечение.
На фиг. 1 показана главная деформирующая клеть 1, установленная согласно универсальному способу расположения валков. В данном примере исполнения выбрана горизонтально-вертикальная схема установки валков, однако возможна также установка валков, известным способом наклоненными на 45о. Кроме того обозначены горизонтальные валки 2 и 3, вертикальные валки 4 и 5. На фиг. 1 также показано, что главная деформирующая клеть установлена на фундаментной плите 11, на которой также установлена двухвалковая чистовая клеть 6, расположенная со стороны выхода готового изделия, которая известным способом снабжена валками 14, приводимыми от приводного двигателя над клетью 6 прокатного стана.
Дополнительно на фундаментной плите 11 установлена приводная клеть 12, которая оснащена валками 13, приводимыми от приводного двигателя 15. Эти валки 13 калиброваны таким образом, что они деформируют обозначенную полую заготовку 7 в продольной средней плоскости, которая проходит горизонтально через основание калибра валков 13. При этом полая заготовка вальцуется на штанге 8 и приобретает слегка овальную форму.
Кроме того, вертикальные валки 4 и 5 (фиг. 1) установлены со смещением на величину х в направлении выхода готового изделия относительно плоскости, проходящей через оси приводных валков 2 и 3.
На фиг. 2 схематично показано расположение валков главной деформирующей клети. Горизонтальные валки 2 и 3 приводятся с помощью шпинделей 9, которые соединены с цапфами валков 2 и 3 посредством детали 10. Вертикальные валки 4 и 5 свободно вращаются, т.е. выполнены неприводными.
Приводные валки 2 и 3 охватывают сегмент периметра трубы на угол более 90о, в то время как приводные валки 4 и 5 охватывают меньший сегмент. Для восприятия относительно небольших утолщений предусмотрены соответствующие расширенные участки в боковых сторонах калибра, как это имеет место в приведенном уровне техники. В рамках изобретения возможно также предусмотреть вторую деформирующую клеть с универсальным расположением валков, если это является необходимым.
Так как приводные валки 2 и 3 имеют своей целью охватывание прокатываемого изделия и пропускание его через неприводные валки, должны быть созданы особенно хорошие условия захвата заготовки. Как правило, при особенно большом уменьшении толщины стенок толчок при заходе изделия в валки происходит слишком рано, т.е. когда условия захвата приводной вальцовочной клети еще не задействованы полностью. Для смягчения начального толчка при заходе в валки и смещения его по времени вертикальные валки 4 и 5 смещены в направлении прокатки на величину х, т. е. находятся за плоскостью расположения осей приводных валков.
С помощью предлагаемого прокатного стана возможно посредством небольшого количества, а предпочтительно посредством лишь одной главной деформирующей клети обеспечить значительное уменьшение толщины стенок заготовки при соблюдении равномерности толщины, для того чтобы с минимальными затратами на изготовление обеспечить выпуск трубы, пригодной для продажи. При этом возможно, но не обязательно, улучшение процесса ввода изделия в главную деформирующую клеть посредством приводной клети. Малые остаточные утолщения, возникающие в случае использования предлагаемого прокатного стана, воспринимаются вальцовочными зазорами между приводными и неприводными валками за счет соответствующего выполнения вальцовочного зазора в этой зоне. Эти утолщения устраняются в ходе последующего чистового прохода заготовки в двухвалковой чистовой клети с участком перекрывания валков 14, значительно превышающим угол 90о периметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| Стан винтовой прокатки | 2020 |
|
RU2764066C2 |
| СПОСОБ ПРОДОЛЬНОЙ НЕПРЕРЫВНОЙ ПРОКАТКИ БЕСШОВНЫХ ТРУБ | 1992 |
|
RU2097155C1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163934C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| ПИЛЬГЕРНЫЙ СТАН | 1994 |
|
RU2107565C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Непрерывный безоправочный трубопрокатный стан | 1986 |
|
SU1429927A3 |
Использование: при продольной прокатке труб на оправке. Сущность изобретения: в прокатном стане для вытяжки полых изделий на оправке предусмотрена по меньшей мере одна главная деформирующая клеть с универсальным расположением валков, снабженная регулируемыми валками. За главной деформирующей клетью установлена двухвалковая чистовая клеть. В случае необходимости установлена и перед главной деформирующей клетью приводная клеть, что позволяет максимально снизить число клетей прокатного стана без ухудшения качества изделия. 2 ил.
НЕПРЕРЫВНЫЙ ОПРАВОЧНЫЙ СТАН, включающий последовательно расположенные двухвалковую клеть с приводными валками и четырехвалковую клеть с двумя приводными и двумя неприводными валками, отличающийся тем, что он снабжен чистовой, расположенной за четырехвалковой, двухвалковой клетью с приводными ручьевыми валками, оси которых расположены под углом 90o к осям приводных валков четырехвалковой клети, и угловая протяженность ручья валков больше угловой протяженности ручья неприводных валков четырехвалковой клети, у которой приводные валки выполнены с большим по величине диаметром, чем диаметр неприводных валков, и с большей, чем 90o, угловой протяженностью ручья, при этом оси неприводных валков расположены в направлении прокатки за осевой плоскостью приводных валков.
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ НА ДВУХКЛЕТЬЕВОМ НЕПРЕРЫВНОМ АВТОМАТИЧЕСКОМ СТАНЕ | 0 |
|
SU295585A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
