Изобретение относится к обработке металлов давлением и может быть использовано для пробивки диаметрально противоположных отверстий в стенках полых деталей при автоматизированном штамповочном производстве.
Известен штамп для пробивки отверстий в стенках полых деталей, устанавливаемый на пресс с системой управления и содержащий пуансон, оправку-матрицу, в полости которой размещен с возможностью возвратно-поступательного перемещения выталкиватель отходов в виде штока, связанного с пневмоцилиндром.
В этом штампе нет полной гарантии удаления отходов и нет контроля за этим процессом, что необходимо при работе штампа в автоматической линии.
Для повышения надежности удаления отходов в штоке описанного выше штампа выполнена полость, сообщенная с источником подачи сжатого воздуха, связанным с системой управления прессом, штамп снабжен датчиком контроля наличия отходов в полости матрицы, связывающим шток с системой управления прессом.
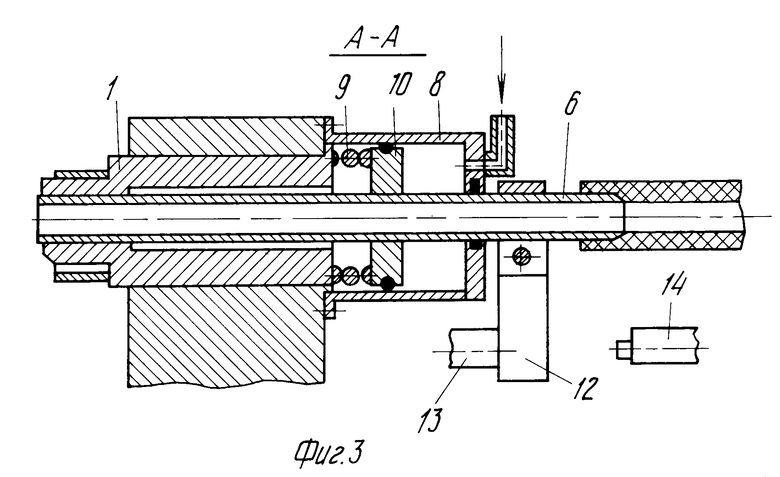
На фиг. 1 изображен штамп; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 то же, при сработавшем механизме контроля.
Штамп содержит неподвижную оправку-матрицу 1, на которую устанавливается обрабатываемая деталь 2, пуансоны 3 и 4 для поочередной пробивки диаметрально-противоположных отверстий в боковых стенках детали 2. Матрица 1 имеет полость 5 для удаления отходов, в которой размещен с возможностью перемещения выталкиватель отходов в виде полого штока 6, соединенного концом со шлангом 7, связывающим его с источником сжатого воздуха. Шток 6 является и штоком пневмоцилиндра 8 механизма контроля удаления отходов. Пневмоцилиндр 8 закреплен на неподвижной части штампа и содержит подпружиненный возвратной пружиной 9 поршень 10, укрепленный на штоке 6. Со стороны задней крышки 11 пневмоцилиндра 8 на штоке установлен датчик контроля наличия отходов в полости матрицы, выполненный в виде щупа 12, который взаимодействует с контрольным электрическим датчиком 13 и датчиком 14, включающим пресс в работу.
Штамп работает следующим образом.
Во время хода ползуна пресса пуансонами 3 и 4 поочередно пробиваются отверстия в детали, полученные при этом отходы 15 попадают в полость 5 матрицы 1 и удаляются оттуда потоком сжатого воздуха из штока 6, подаваемого при каждом ходе ползуна пресса от шланга 7. При остановке ползуна в исходном положении подается сжатый воздух в полость пневмоцилиндра 8, поршень 10, совершая рабочий ход, сжимает возвратную пружину 9 и перемещает шток 6. Продвигаясь по полости 5 матрицы 1, шток 6 проталкивает не удаленные потоком сжатого воздуха отходы, освобождая полость 5, и щупом 12 замыкает электрическую цепь контрольного датчика 13, что свидетельствует об удалении отходов. После срабатывания контрольного датчика 13 сбрасывается давление из пневмоцилиндра 8, пружина 9 возвращает поршень 10 co штоком 6 в исходное положение, при этом щуп 12 замыкает электрическую цепь датчика 14, который дает разрешение для начала следующего цикла, и пресс включается в работу. Если при рабочем ходе поршня 10 пневмоцилиндра щуп 12 не замкнул цепь контрольного датчика 13, т.е. отходы не удалены, цикл прерывается.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОДНОВРЕМЕННОЙ ПРОБИВКИ ОТВЕРСТИЙ В СТЕНКАХ НЕСКОЛЬКИХ ПОЛЫХ ДЕТАЛЕЙ | 1986 |
|
SU1840347A1 |
| Пресс для штамповки деталей из плоского материала | 1984 |
|
SU1344469A1 |
| АВТОМАТ СОВМЕЩЕННОЙ ВЫРУБКИ | 1992 |
|
RU2025174C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для вырубки деталей из листа | 1984 |
|
SU1207566A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Устройство для пробивки отверстий в полых изделиях | 1985 |
|
SU1258564A1 |
| УСТРОЙСТВО для ПРОБИВКИ оконв | 1969 |
|
SU241382A1 |
| УСТРОЙСТВО для ОСТАНОВКИ ПРЕССА | 1970 |
|
SU283931A1 |
| Штамп многопуансонный | 1985 |
|
SU1344464A1 |

Использование: при обработке металлов давлением для пробивки в стенках полых деталей отверстий при автоматизированном штамповочном производстве. Сущность изобретения: штамп устанавливается на прессе с системой управления и содержит пуансоны, оправку-матрицы 1, в полости 5 которой размещен выталкиватель отходов в виде полого штока 6. Полость штока сообщена с источником сжатого воздуха. На конце штока 6 установлен датчик контроля наличия отходов в полости матрицы, выполненный в виде щупа 12. Щуп 12 имеет возможность взаимодействовать при отсутствии отходов в полости матрицы с контрольным электрическим датчиком 13 и датчиком 14, включающим пресс в работу. 3 ил.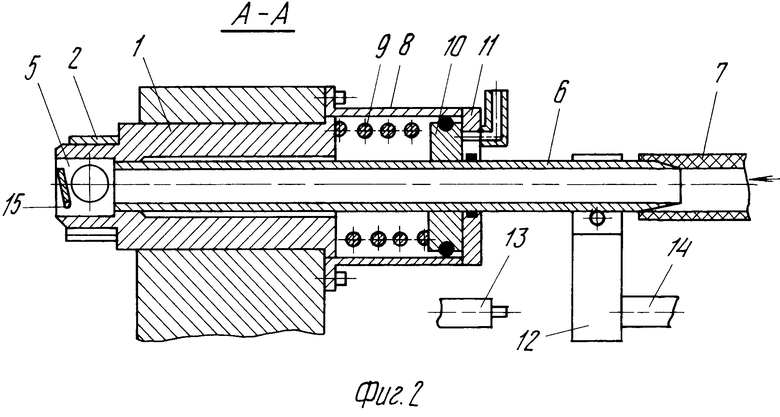
ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В СТЕНКАХ ПОЛЫХ ДЕТАЛЕЙ, устанавливаемый на прессе с системой управления и содержащий пуансон, оправку-матрицу, в полости которой размещен с возможностью возвратно-поступательного перемещения выталкиватель отходов в виде штока, связанного с пневмоцилиндром, отличающийся тем, что, с целью повышения надежности удаления отходов, в штоке выполнена полость и она сообщена с источником подачи сжатого воздуха, связанным с системой управления прессом, и штамп снабжен датчиком контроля наличия отходов в полости матрицы, связывающей шток с системой управления прессом.
| Устройство для пробивки отверстий в полых изделиях | 1985 |
|
SU1258564A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
