Предлагаемое устройство относится к предохранительным устройствам для остановки пресса при застревании вырублевного материала в рабочих отверстиях штамповочного инструмента штампа совмещенного действия, обеспечивающего одновременную пробивку по мепьщей мере двух отверстий.
Известные предохранительные устройства содержат размещенн1ый в рабочем отверстии штамповочного инструмента выталкиватель, привод его поступательного движения, упор, ограничивающий перемещение рабочего органа этого привода, промежуточный элемент, расположенный между рабочим органом и выталкивателем и перемг/щаемый вместе с ними, а также датчик, взаимодействуюпдий с выталкивателем.
Прессы с известными предохранительными устройствами нри пробивке нескольких отверстий в относительно толстом материале работают до тех пор, пока после каждого цикла вырубленный материал выталкивается из рабочего отверстия щтамповочного инструмента. При застревании его в отверстии под действием достаточно больщого усилия привода выталкивателей может произойти деформация соответствующего выталкивателя, приводящая при следующем цикле к повреждению штамповочного инструмента.
Предлагаемое устройство повышает надежность работы пресса при одновременной пробивке нескольких отверстий.
Для этого промежуточный элемент установлен с возможностью поступательного перемещения относительно рабочего органа привода выталкивателей в направлении его движения, а выталкиватели выполнены взаимодействующими с датчиком через промежуточный элемент и щуп, определяющий положение последнего.
На чертеже изображен пресс для вырубкк и пробивки ряда отверстий с предлагаемым устройством для его остановки.
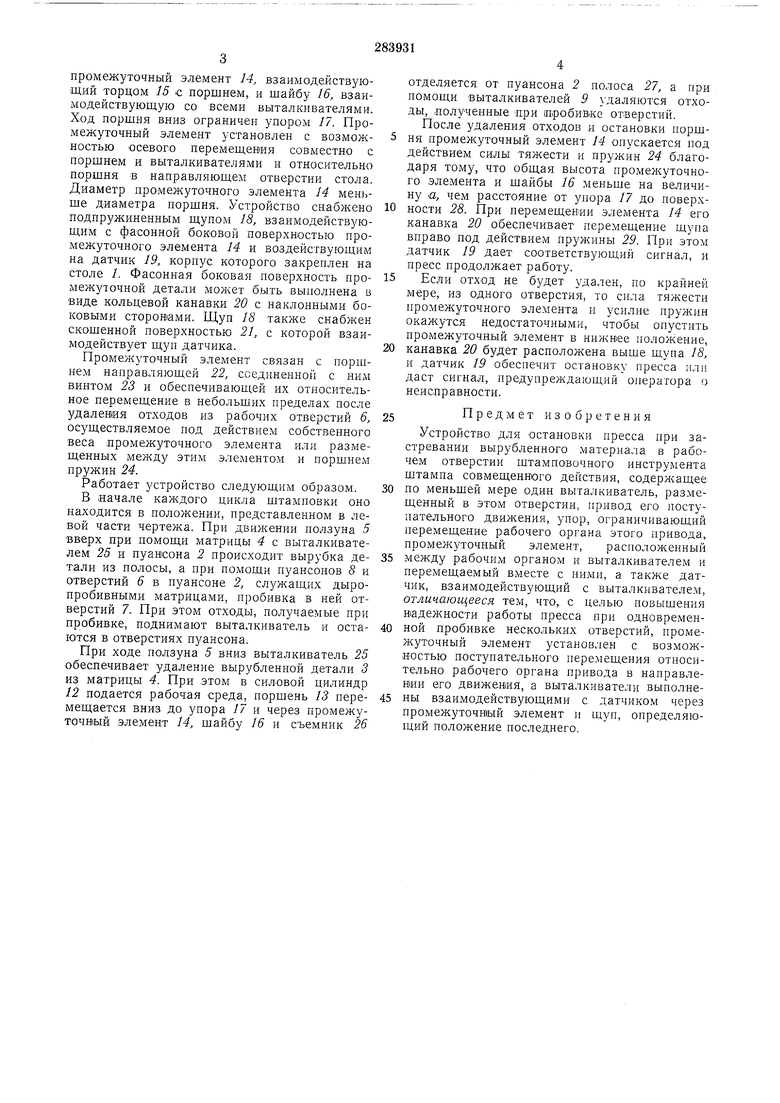
Пресс содерл ит стол 1, на котором закреплен пуансон 2, обеспечивающий вырхбку детали 5 нри взаимодействии с матрицей 4, закрепленной на ползуне 5, снабженно.м гпдроприводом (на чертеже не иоказан). В пуансоне 2 выполнены отверстия 6, служащие в качестве матриц при пробивке отверстий 7, осуществляемой пуансонами 8. В этих отверстиях размещены выталкиватели 9, обеспечивающие удаление из них полученных при пробивке высечек 10. Выталкиватели 9 имеют утолщенные концы П, ограничивающие их перемещение. Привод выталкивателей осуществляется от установленного на столе / силового цилиндра 12 с движущимся поступательно порщнем 13 через Ц 1лпндрический
промежуточный элемент 14, взаимодействующий торцом 15 с поршнем, и шайбу 16, взаимодействующую со всемн выталкивателями. Ход поршня вниз ограничен упором 17. Промежуточный элемент установлен с возможностью осевого перемещения совместно с поршнем и выталкивателями и относительно порщня в направляющем отверстии стола. Диаметр промежуточного элемента 14 меньше диаметра поршня. Устройство снабжено подпружиненным щупом 18, взаимодействующим с фасонной боковой поверхностью промежуточного элемента 14 и воздействующим на датчик 19, корпус которого закреплен на столе /. Фасонная боковая поверхность промежзточной детали может быть выполнена в виде кольцевой канавки 20 с наклонными боковыми сторонами. Щуп 18 также снабжен скощенной поверхностью 21, с которой взаимодействует щуп датчика.
Промежуточный элемент связан с поршием направляющей 22, сседпненной с ним винтом 23 и обеспечивающей нх относительное перемещение в небольших пределах после удаления отходов из рабочих отверстий 6, осуществляемое под действием собственного веса промежуточного элемента или размещенных между этим элементом и поршнем пружин 24.
Работает устройство следующим образом.
В начале каждого цикла штамповки оно находится в положении, представленном в левой части чертежа. При движении ползуна 5 вверх при помощи матрицы 4 с выталкивателем 25 и пуансона 2 происходит вырубка деталп из полосы, а при помощи пуансонов 8 и отверстий 6 в пуансоне 2, служащих дыропробивными матрицами, пробивка в ней отверстий 7. При этом отходы, получаемые при пробивке, поднимают выталкиватель и остаются в отверстиях пуансона.
При ходе ползуна 5 вниз выталкиватель 25 обеспечивает удаление вырубленной детали 3 из матрицы 4. При этом в сил-овой цилиндр 12 подается рабочая среда, поршень 13 перемещается вниз до упора /7 и через промежуточный элемент 14, шайбу 16 и съемник 26
отделяется от пуансона 2 полоса 27, а при помощи выталкивателей 9 удаляются отходы, полученные при пробивке отверсти. После удаления отходов и остановки порщня промежуточный элемент 14 опускается под действием силы тяжести и пружин 24 благодаря тому, что общая высота промежуточного элемента и щайбы 16 меньше на величину а, чем расстояние от упора 17 до поверхности 28. При перемещении элемента 14 его канавка 20 обеспечивает перемещение щупа вправо под действием пружины 29. При этом датчик 19 дает соответствующий сигнал, и пресс продолжает работу.
Если отход не будет удален, по крайней мере, из одного отверстия, то сила тяжести промежуточного элемента и усилие пружин окажутся недостаточными, чтобы опустить промежуточный элемент в нижнее положение,
канавка 20 будет расположена выше щупа 18, и датчик 19 обеспечит остановку пресса или даст сигнал, предупреждающий оператора о неисправности.
Предмет изобретения
Устройство для остановки пресса при застревании вырубленного материала в рабочем отверстии штамповочного инструмента штампа совмещенного действия, содержащее
по меньшей мере один выталкиватель, размещенный в этом отверстии, привод его поступательного движения, упор, ограничивающий перемещение рабочего органа этого привода, промежуточный элемент, расположенный
между рабочим органом и выталкивателем и перемещаемый вместе с ними, а также датчик, взаимодействующий с выталкивателем, отличающееся тем, что, е целью повышения надежности работы пресса при одновременной пробивке нескольких отверстий, промежуточный элемент установлен с возможностью поступательного перемещения относительно рабочего органа привода в направлении его движения, а выталкиватели выполнены взаимодействующими с датчиком через промежуточный элемент и щуп, определяющий положение последнего.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В СТЕНКАХ ПОЛЫХ ДЕТАЛЕЙ | 1986 |
|
RU2048940C1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Переналаживаемый штамп совмещенногодЕйСТВия | 1978 |
|
SU841719A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп ГРШД | 1984 |
|
SU1242281A1 |
| Многопозиционный пресс | 1985 |
|
SU1595333A3 |
| Автоматизированный комплекс для штамповки деталей из ленточного материала | 1986 |
|
SU1337173A1 |
| Устройство для удаления изделий из рабочей зоны пресса | 1977 |
|
SU632445A1 |

