Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации технологических процессов многопереходной штамповки при многорядном расположении заготовок.
Цель изобретения - повышение производительности за счет исключения потерь времени на холостой поворот рук роботов.
На чертеже изображены автоматизированный комплекс для многопереходной штамповки, вид сверху.
Автоматизированный комплекс для многопереходной штамповки содержит прессы 1 и 2. Пресс 1 оснашен комплектом средств механизации, включающим в себя устройство 3 для размотки ленты 4, правильное устройство 5, валковую подачу 6, устройство 7 для намотки отхода. Между прессами 1 и 2 установлены два друруких промышленных робота 8 и 9 и два точных стола 10 и 11. На прессе 2 закрепле10
15
в верхнее положение и руки 13 робота 8 с помощью приводов 14 одновременно выдвигаются и опускаются, при этом левая рука устанавливает ранее отштампованные полуфабрикаты на головки 18 промежуточного стола 10, а правая рука входит в межщтам- повое пространство пресса 1, захватывает захватными элементами 15 три отштампованных полуфабриката. Затем обе руки робота 8 поднимаются, с помощью приводов 14 втягиваются, при этом правая рука выходит из рабочей среды зоны пресса 1, и руки робота поворачивается вправо. Во время пово-. рота пресс 1 отштамповывает следующие полуфабрикаты, промежуточный стол 10 с помощью устройства 18 возвратно-поступательного движения перемещает полуфабрикаты к роботу 9, одновременно узел 17 производит ориентирование полуфабрикатов в положение, соответствующее положению позиций щтампа 21 пресса 2. После повоно устройство 12 для удаления отштампо- 20 рота рук робота 8 вправо и очередного ванных деталей.срабатывания пресса 1, руки робота 8 выдвиКаждый промышленный робот 8 и 9 снаб- гаются, опускаются, при этом правая рука
укладывает полуфабрикат на промежуточный стол, а левая рука захватывает слежен руками 13, оснащенными приводами 14 осевого перемещения рук и тремя захватными элементами 15, каждый промежуточ- . дующие полуфабрикаты. Так, после каж30
ный стол 10 и 11 - устройством 16 возвратно-поступательного перемещения и узлом 17 ориентирования полуфабрикатов, оснащенного головками 18. Подъем промежуточных столов на необходимую высоту обеспечивается регулировочными винтами 19.
На пресс 1 установлен щтамп 20 первого перехода для щтамповки из ленты 4 полуфабрикатов деталей типа колпачка, а на прессе 2 - штамп 21 второго перехода для окончательной штамповки и пробивки 5 отверстий в колпачках.
Автоматизированный комплекс работает следующим образом.
Стальная лента 4 разматывается из бунта устройством 3, правится в правильном устройстве 5 и валковой подачей 6 подается в штамп 20 пресса 1, где производится одновременная вырубка и вытяжка трех заготовок. Отход ленты 4 наматывается на устройство 7 для намотки отходов.
В исходном положении, показанном на чертеже, руки 13 робота 8 втянуты и выведены из рабочей зоны пресса 1. После окончания штамповки ползун пресса 1 уходит
40
45
дого поворота рук робота 8 осуществляется поочередной съем и поочередная укладка на промежуточные столы.
Принцип загрузки сориентированных полуфабрикатов с промежуточных столов, которые после съема с них полуфабрикатов возвращаются к роботу 8, в пресс 2 и работа робота 9 аналогична вышеописанному съему полуфабрикатов с пресса 1 роботом 8.
Удаление отштампованных колпачков из пресса 2 производится устройством 12.
Изобретение позволяет отштамповать заготовки при каждом повороте роботов и за счет совмещения времени штамповки в прессах с времением поворота втянутых рук.
Формула изобретения
Автоматизированный комплекс для многопереходной штамповки по авт. св. № 1013042, отличающийся тем, что, с целью повышения производительности за счет исключения потерь времени на холостой поворот рук роботов, он снабжен дополнительным промежуточным столом, а каждый робот - дополнительной рукой.
в верхнее положение и руки 13 робота 8 с помощью приводов 14 одновременно выдвигаются и опускаются, при этом левая рука устанавливает ранее отштампованные полуфабрикаты на головки 18 промежуточного стола 10, а правая рука входит в межщтам- повое пространство пресса 1, захватывает захватными элементами 15 три отштампованных полуфабриката. Затем обе руки робота 8 поднимаются, с помощью приводов 14 втягиваются, при этом правая рука выходит из рабочей среды зоны пресса 1, и руки робота поворачивается вправо. Во время пово-. рота пресс 1 отштамповывает следующие полуфабрикаты, промежуточный стол 10 с помощью устройства 18 возвратно-поступательного движения перемещает полуфабрикаты к роботу 9, одновременно узел 17 производит ориентирование полуфабрикатов в положение, соответствующее положению позиций щтампа 21 пресса 2. После пово рота рук робота 8 вправо и очередного срабатывания пресса 1, руки робота 8 выдви дующие полуфабрикаты. Так, после каждого поворота рук робота 8 осуществляется поочередной съем и поочередная укладка на промежуточные столы.
Принцип загрузки сориентированных полуфабрикатов с промежуточных столов, которые после съема с них полуфабрикатов возвращаются к роботу 8, в пресс 2 и работа робота 9 аналогична вышеописанному съему полуфабрикатов с пресса 1 роботом 8.
Удаление отштампованных колпачков из пресса 2 производится устройством 12.
Изобретение позволяет отштамповать заготовки при каждом повороте роботов и за счет совмещения времени штамповки в прессах с времением поворота втянутых рук.
Формула изобретения
Автоматизированный комплекс для многопереходной штамповки по авт. св. № 1013042, отличающийся тем, что, с целью повышения производительности за счет исключения потерь времени на холостой поворот рук роботов, он снабжен дополнительным промежуточным столом, а каждый робот - дополнительной рукой.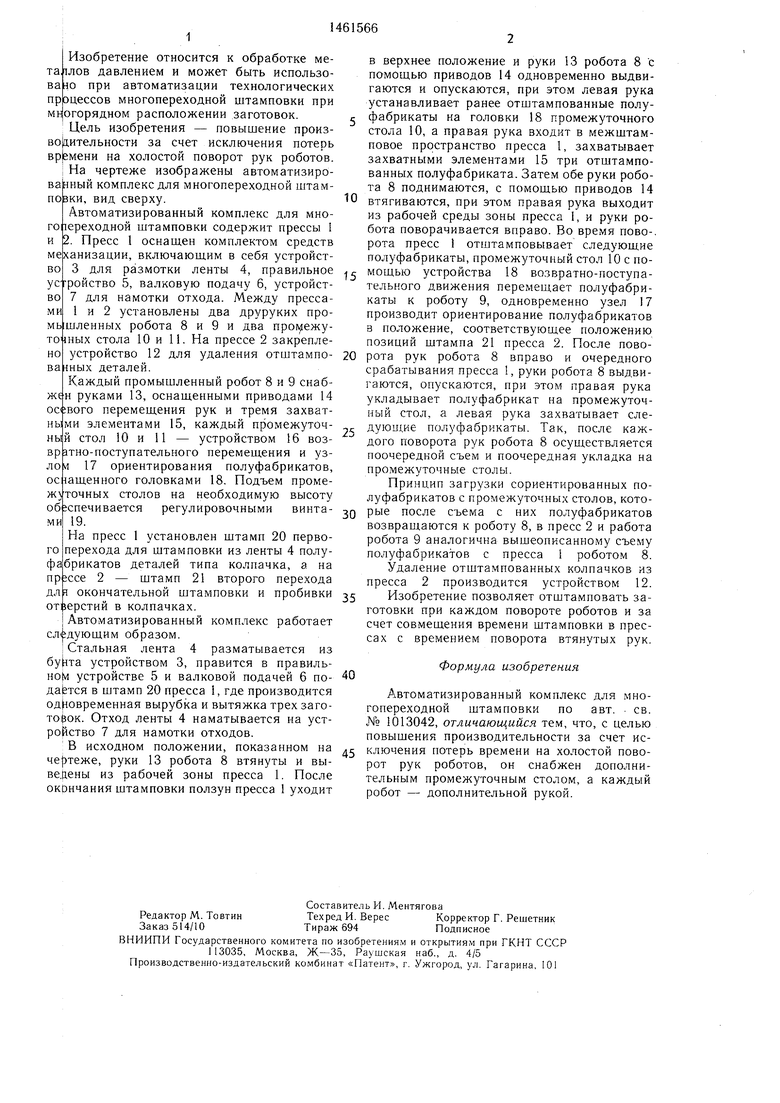
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1013042A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163943A1 |
| Роботизированный комплекс для листовой штамповки | 1983 |
|
SU1230722A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1338935A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Автоматизированный комплекс для штамповки деталей из ленточного материала | 1986 |
|
SU1337173A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163942A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1983 |
|
SU1207576A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1988 |
|
SU1516198A1 |
Изобретение относится к обработке металлов давлением и может быть исполь. Ч зовано при автоматизации технологических процессов многоцереходной штамповки при многорядном расположении заготовок. Цель изобретения - повышение производительности за счет исключения потерь времени на холостой поворот рук роботов. Комплекс имеет дополнительный промежуточный сто/к а каждый робот - дополнительную рук. После окончания штамповки руки 13 робота 8 выдвигаются и опускаются. При этом левая рука устанавливает ранее отштампованные полуфабрикаты на промежуточный стол 10, а правая рука захватывает отштампованные полуфабрикаты, обе руки робота 8 втягиваются, робот поворачивается. Во время поворота робот отштамповывает следуюшие полуфабрикаты. 1 ил. S (Л 4ib Од сд Од Од N3
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1013042A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
