Изобретение относится к обработке листовых металлов давлением, в частности к способам получения отверстий с фасками в листовых заготовках. Изобретение может быть использовано при изготовлении шинковок, ломтерезок, ножей, измельчителей для бытовой и промышленной техники.
Известен способ получения отверстий с фасками [1] по которому в обрабатываемом металле перед формовкой углубления под фаску в заготовке пробивают отверстие диаметром, не превышающим диаметр малого основания конуса стержня, образуемого при формовке.
Недостатком этого способа является невозможность, главным образом энергетически получения фаски на полную толщину металла с острой кромкой у малого основания конуса.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ получения конических отверстий [2] который позволяет получать фаску по контуру отверстия на полную толщину листовой заготовки.
Недостатками этого способа являются возможность появления надрывов в заготовке при формировании углубления в виде усеченного конуса с малым углом фаски α; получаемая фаска не используется для формирования режущего контура изделий.
Цель изобретения исключение надрывов в заготовке при формировании углублений с малыми углами фаски, а также использование полученной фаски с острыми кромками для формирования режущего контура изделий.
Это достигается тем, что углубление, образуемое перед пробивкой отверстия, выполняют с образующей в виде ломаной линии или плавной кривой, а в зоне отверстия формируется выпуклая поверхность с образованием режущего контура.
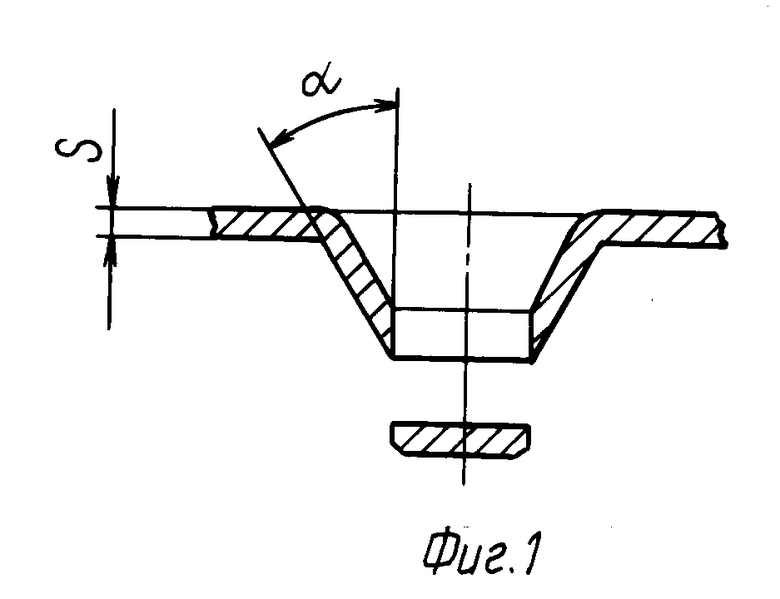
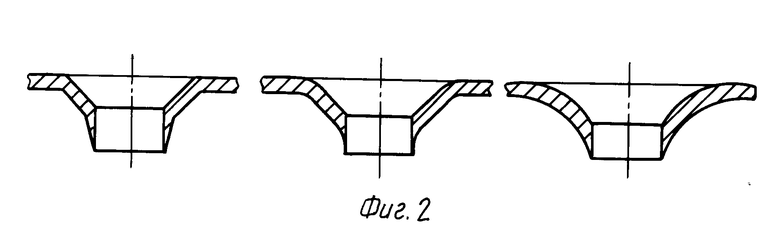
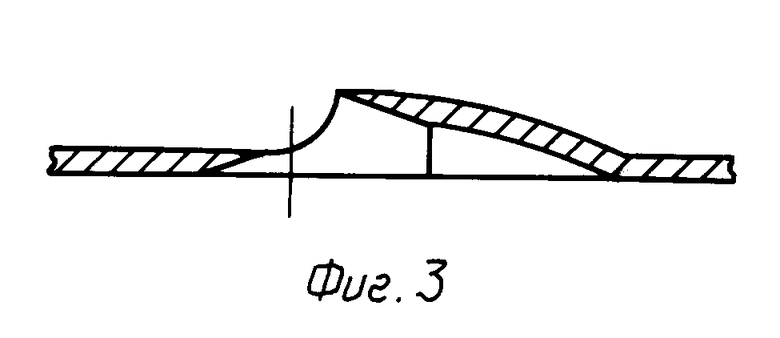
На фиг. 1 показана заготовка с пробитым отверстием в дне углубления; где α- угол фаски; S толщина заготовки); на фиг. 2 варианты исполнения в заготовках углублений, которые позволяют увеличить коэффициент вытяжки; на фиг. 3 сформирован- ная пуклевка шинковки.
Предлагаемый способ реализуется следующим образом.
Листовую заготовку устанавливают на штампе (не показан) и формируют в ней углубление в виде усеченного конуса с углом, равным 180о- α, где α- угол фаски. Затем на той же позиции штампа в дне углубления пробивают отверстие, диаметр которого больше или равен диаметру меньшего основания усеченного конуса, образованного при формировании углубления (фиг. 1). Для исключения надрывов заготовки (увеличения коэффициента вытяжки) при формировании углублений с малыми углами фаски α, углубление выполняют с образующей в виде ломаной линии или плавной кривой (фиг. 2). На следующей операции производится оправка деформированного участка одновременно с формированием выпуклой поверхности с режущим контуром (фиг. 3). При получении некруглых отверстий с фасками во избежание поломки пуансона необходимо выполнение условия: изгибающие моменты от радиальных усилий, возникающие при формировании углубления и пробивке отверстия, действующие на пуансон, должны быть взаимно уравновешены по осям X, Y, Z с пересечением в центре давления получаемого отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ В ЛИСТОВОМ МЕТАЛЛЕ ОТВЕРСТИЙ С ФАСКАМИ | 1994 |
|
RU2071855C1 |
| Способ изготовления шайб | 2022 |
|
RU2796660C1 |
| Способ получения конических отверстий | 1986 |
|
SU1402389A1 |
| Способ отбортовки отверстий малого диаметра | 1985 |
|
SU1274806A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Способ получения отверстий с фасками | 1978 |
|
SU774705A2 |
| Способ получения отверстий с фасками | 1973 |
|
SU440186A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2001 |
|
RU2209703C1 |
| Способ получения отверстий с фасками | 1978 |
|
SU770613A2 |
| Способ получения из листовой заготовки режущего инструмента для измельчения овощей | 1990 |
|
SU1807861A3 |
Использование: для получения отверстий с фасками в листовых заготовках. Сущность изобретения: в листовой заготовке формуют углубление в виде усеченного конуса с образующей в виде ломанной линии или плавной кривой. В дне углубления пробивают отверстие диаметром, равным или большим меньшего основания конуса. Затем выправляют полученный участок до плоской формы. В зоне отверстия возможно формирование выпуклой поверхности с образованием режущего контура. Технический результат: исключение надрывов в заготовке при формировании углублений с малыми углами фаски; использование полученной фаски с острыми кромками для формирования режущего контура изделий, 1 з. п. ф-лы, 3 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения конических отверстий | 1986 |
|
SU1402389A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
