4
О
ю
00 оо со
Изобретение относится к обработке листовых материалов давлением, в частности к способам получения конических отверстий в листовых заготов- i:ax.
Цель изобретения - повышение точ- ости поверхности отверстий,
: На чертеже показана последователь- осуществления процесса получе- 1|сия отверстия.
I Листовую заготовку устанавливают ika штампе (не показан) и формуют в ней углубление в виде усеченного конуса с углом, равным 180 , гдео4 - угол фаски. Затем на той же позиции птампа в дне углубления пробивают отверстие, диаметр которого больше или равен диаметру меньшего основания усеченного конуса, образованного формировании углубления, и связан (f меньшим диаметром отверстия вгго- ioBOM изделии соотношением
: dnp d.-2Stg 1 ,
фде dp,-- диаметр пробиваемого от- : верстия;
d - меньший диаметр отверстия
в изделии; S - толщина материала заго-
товки;
ot - угол фаски. После пробивки отверстия заготовку геремещают на следующую позицию, где к деформированному участку с наружной стороны в зоне, диаметр которой составляет 1,1-1,2 диаметра предваритель пробитого отверстия, прилагают (силия, направленные параллельно оси с|тверстия, и производят правку дефор- Цированного участка до получения плос к|ой заготовки. Далее заготовку перемещают на следующую позицию, где производят калибровку поверхности отверстия и вырубку детали.
Пример. В ленте из стали 10 толщиной 1,2 мм и шириной 22 мм осуществляли вытяжку углубления в виде усеченного конуса с углом 60 и пробивали отверстие диаметром 11.мм. На другой позиции штампа к наружной поверхности усеченного конуса прикладывали усилия полым пуансоном с диаметром наружной поверхности 12,1 мм. На следующей позиции осуществляли калибровку конического отверстия и вырубку детали диаметром 18 мм.
Использование предлагаемого способа позволяет повысить точность поверхности конического отверстия.
Формула изобретения
.. Способ получения конических отверстий в листовых заготовках путем образования углубления, пробивки в нем отверстия диаметром, превьш1ающим диаметр отверстия в готовом изделии, и последующей правки деформированного участка заготовки, отличающийся тем, что, с целью повьшге- ния точности поверхности отверстий, углубление образуют в виде усеченного конуса, меньшее основание которого вьтолняют с диаметром, не превышающим диаметр пробиваемого в нем отверстия.
2. Способ по п. 1, отличающийся тем, что в процессе правки усилия к деформированному участку прилагают в зоне, диаметр которой составляет от 1,1 до 1,2 диаметра предварительно пробитого отверстия.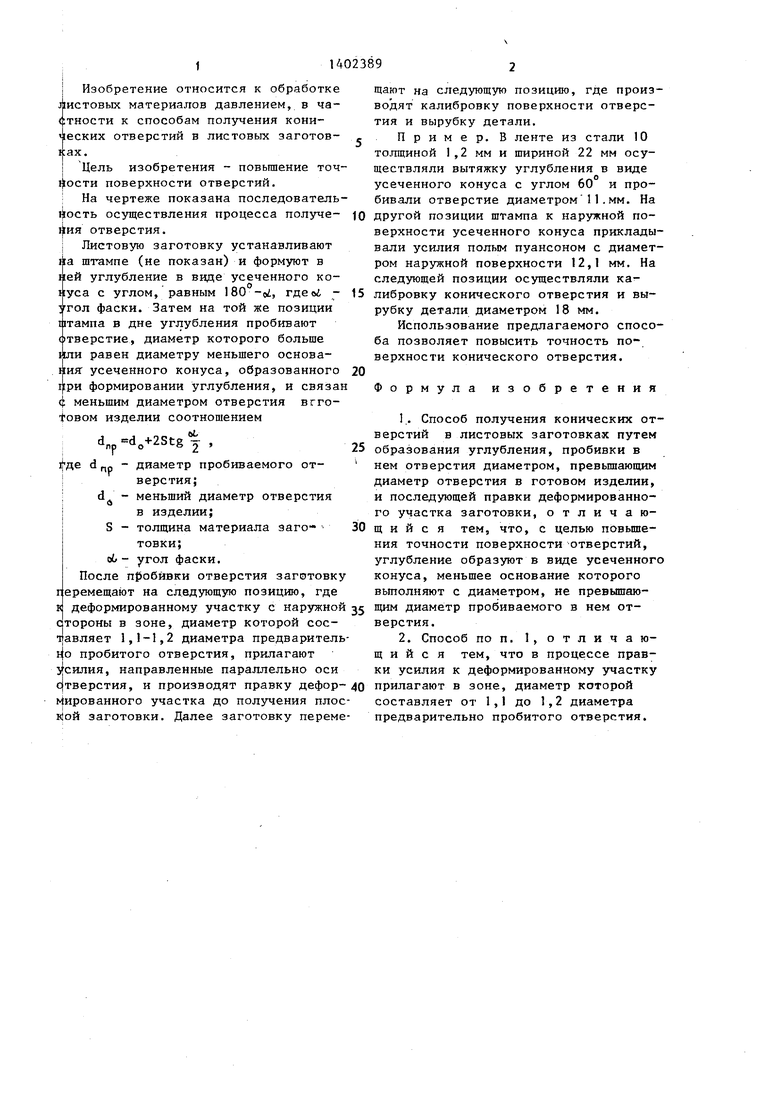
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ В ЛИСТОВОМ МЕТАЛЛЕ ОТВЕРСТИЙ С ФАСКАМИ | 1994 |
|
RU2071855C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСКИ НА ПОЛНУЮ ТОЛЩИНУ ЛИСТОВОГО МЕТАЛЛА С ОСТРОЙ КРОМКОЙ ПО КОНТУРУ ОТВЕРСТИЯ | 1992 |
|
RU2049582C1 |
| Способ получения отверстий с фасками | 1991 |
|
SU1827310A1 |
| Способ получения отверстий с фасками и штамп для получения отверстий с фасками | 1984 |
|
SU1201026A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ ИЛИ КОНИЧЕСКИХ ШАЙБ ВЫСОТОЙ, В 2...2,5 РАЗА ПРЕВЫШАЮЩЕЙ ТОЛЩИНУ ИСХОДНОГО МАТЕРИАЛА | 2009 |
|
RU2422232C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| Способ получения отверстий с фасками | 1978 |
|
SU770613A2 |
| СПОСОБ ШТАМПОВКИ ДИСКОВ КОЛЕС | 1996 |
|
RU2092263C1 |
| Способ отбортовки отверстий малого диаметра | 1985 |
|
SU1274806A1 |
Изобретение;относится к обработке листовых материалов, в частности к способам получения конических отверстий в листовых заготовках. Цель - повышение точности поверхности отверстия. В заготовках формуют углубление в виде усеченного конуса. В дне уг-. лубления пробивают отверстие диаметром, большим или равным диаметру меньшего основания усеченного конуса. Зачтем выправляют деформированный участок до получения плоской, заготовки. При правке усилия прилагают с наруж ной стороны деформированного участка, в зоне, диаметр которой составляет 1,1-1,2 диаметра предварительно пробитого отверстия. 1 з.п. ф-лы, 1 л. i (Л
| Штамп последовательного действия для получения деталей со ступенчатым отверстием | 1979 |
|
SU776718A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прибор для определения альтитуд точек при топографской съемке | 1931 |
|
SU29608A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ исследования пары трения | 1988 |
|
SU1527558A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
