Изобретение относится к производству твердой аммиачной селитры с различным содержанием азота, включая известково-аммиачную, а также растворов аммиачной селитры как компонента жидких азотных удобрений и для промышленных целей.
Наиболее близким по технической сущности и достигаемому эффекту является способ получения нитрата аммония, недостатками которого является ограниченное повторное использование тепла сокового пара, что в целом снижает энергетическую эффективность способа. Так, при использовании 65%-ной азотной кислоты за счет собственного тепла продукционного раствора с промежуточным выделением сокового пара при первом дросселировании и упаривании раствора его теплом при втором дросселировании до остаточного давления 0,175-0,2 ата можно получить раствор с концентрацией всего 83-84% Организация еще одной ступени выпаривания под давлением для более полного использования тепла сокового пара на последующей ступени невозможна, так как при исходной концентрации 83-84% температура достигает при давлении уже 3 ата значения 180оС, в то время как на следующей ступени нужен пар с давлением не ниже 4 ата.
Кроме того, большой объем циркуляционного раствора требует установки достаточно мощного циркуляционного насоса, что приводит к дополнительному расходу электроэнергии.
К недостаткам способа-прототипа относятся также повышенный расход нержавеющей стали на изготовление большого числа теплообменников для выпарки воды из раствора через теплообменную поверхность и конденсации в вакуумных конденсаторах сокового пара и определенная уязвимость процесса нейтрализации с точки зрения техники безопасности, так как при остановке циркуляционного насоса температура в зоне реакции может резко возрасти. При этом реагенты должны поступать под давлением до 10 атм, что сопряжено с определенным перерасходом энергоресурсов.
Целью изобретения является повышение эффективности использования тепла реакции нейтрализации и снижение капитальных затрат на технологическое оборудование. В отличие от прототипа, в котором тепло реакции нейтрализации отводится циркулирующим и продукционным раствором под давлением 6-8 атм, по изобретению тепло реакции из зоны нейтрализации отводится четырьмя потоками.
1. С соковым паром от кипящего нейтрализующегося раствора с давлением 3-7 ата, причем оптимальное давление является функцией концентрации азотной кислоты. Величина этой части отводимого тепла определяется количеством сокового пара, необходимым для упаривания выводимого из реактора продукционного раствора до концентрации 92-96% и подогрева азотной кислоты до 100-110оС.
2. Через теплообменную поверхность концентрирующимся от 92-96 до 96-99,8% раствором аммиачной селитры. Величина этой части отводимого тепла определяется концентрацией входящего в теплообменник раствора и его конечной концентрацией.
3. Кипящим продукционным раствором с концентрацией 60-82% и температуре 180-190оС.
4. Циркулирующим раствором с той же концентрацией и температурой. Величина этой части отводимого тепла определяется его избытком по отношению к необходимому для получения конечного раствора амселитры с концентрацией 96-99,8%
Соотношение частей отводимого тепла реакции из зоны нейтрализации указанными потоками регулируется в зависимости от концентрации исходной азотной кислоты и конечной концентрацией продукционного раствора.
Способ поясняется фиг.1 и 2.
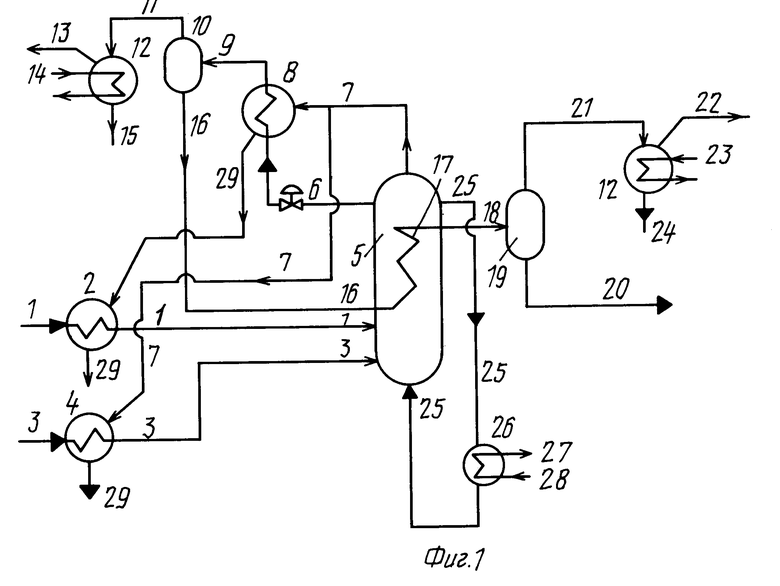
Схема (фиг. 1) содержит линию 1 подачи, подогреватель 2, линию 3 подачи, подогреватель 4, реактор 5, линии 6 и 7 вывода, выпарной аппарат 8, линию 9 подачи, сепаратор 10, линию 11 вывода, поверхностный конденсатор 12, линию 13 вывода, линию 14 подачи, линию 15 вывода, линию 16 подачи, концентратор 17, линию 18 вывода, сепаратор 19, линии 20-25 вывода и подачи реагентов, потребитель 26 тепла, линии 27, 28 и 29 подачи и вывода реагентов.
Газообразный аммиак поступает по линии 1 и подогревается конденсатором сокового пара, затем подается в реактор 5, азотная кислота поступает по линии 3, подогревается в подогревателе 4 и также поступает в реактор 5. Реакцию нейтрализации проводят под давлением 3-7 ата и температуре 180-190оС.
Указанный диапазон давления в реакторе является функцией температуры в реакторе, концентрации исходной азотной кислоты и конечной концентрации продукционного раствора, исходя из условия кипения раствора. Количество отводимого тепла с соковым паром оптимально с точки зрения наиболее полного использования тепла реакции. Оптимизация процесса реализуется управляющей ЭВМ по специальной программе.
Продукционный раствор по линии 6 выводится из реактора в выпарной аппарат 8, в котором концентрируется под вакуумом за счет тепла конденсации сокового пара, выводимого из реактора 5 по линии 7. Парожидкостную эмульсию по линии 9 подают в сепаратор 10, соковый пар по линии 11 выводят на конденсацию в поверхностный конденсатор 12, охлаждаемый оборотной водой, линия 14, неконденсировавшиеся пары и инерты по линии 13 отводят к отсасывающему устройству и выбрасывают в атмосферу, упаренный раствор по линии 16 поступает в концентратор 17, расположенный в реакторе 5. В нем раствор достигает заданную конечную концентрацию 96-99,8% за счет отвода тепла непосредственно из зоны реакции при постоянной температуре кипящего раствора в нейтрализаторе.
Выведенный по линии 18 96-99,8%-ный раствор в сепараторе 19 отделяют от сокового пара и направляют в зависимости от назначения на грануляцию (при получении твердого продукта) или на смешение с другими компонентами при получении жидких азотных удобрений (например, типа КАС). Избыточное тепло реакции, т.е. сверх необходимого, чтобы получить раствор с заданной концентрацией, отводят из реактора 5 в паровой котел-утилизатор, в котором получают чистый водяной пар, отводимый по линии 27, за пределы установки как побочный продукт. По линиям 15, 24, 29 отводят конденсат сокового пара, используемый частично в пределах установки, основную часть конденсата сокового пара выводят за его пределы.
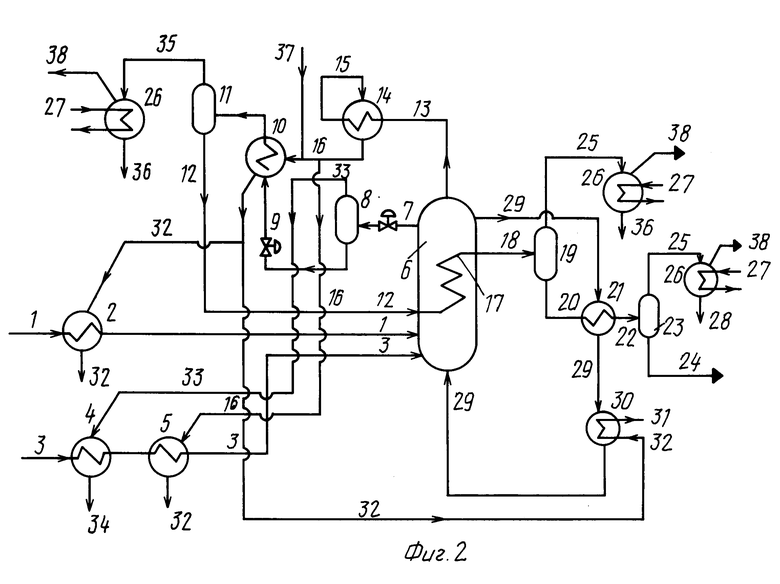
Осуществление способа по изобретению в соответствии с формулой изобретения представлено на фиг. 2.
Схема фиг. 2 содержит линию подачи реагентов, подогреватель 2, вентиль 7, сепаратор 8, линию 9 вывода, линию 3 подачи, подогреватель 4 и 5, реактор 6, выпарной аппарат 10, линии 11, 12, 13 подачи и вывода, переиспаритель 14, линии 15, 16 подачи и вывода, концентратор 17, линию 18 вывода, сепаратор 19, линию 20 подачи, выпарной аппарат 21, линию 22 подачи, сепаратор 23, линию 24 вывода, линию 25 подачи, конденсатор 26, линии 27 и 28 вывода, линию 29 подачи, котел-утилизатор 30, линии 31-38 вывода.
Для получения раствора с конечной концентрацией 99,7-99,8% необходим раствор достаточно глубокий вакуум, а именно не выше 0,07 атм остаточного давления, температура кипения 175оС. Чтобы устойчиво поддерживать такой вакуум, конденсацию сокового пара желательно производить охлаждающей водой с температурой не выше 20оС, т.е. в летнее время специально охлажденной, например, испаряющимся аммиаком.
При упаривании 92-96%-ного раствора до 99,8% в одну ступень пришлось бы весь соковый пар конденсировать при давлении 0,07 атм, т.е. искусственно понижать температуру большой массы охлаждающей воды.
Чтобы сократить расход специально охлаждаемой воды, т.е. сократить энергозатраты на ее получение, целесообразно в отдельных случаях выпаривание раствора до конечной концентрации производить в две ступени, например от 92-95 до 98-98,5% под остаточным давлением 0,25-0,3 атм с отводом тепла конденсации сокового пара обычной оборотной водой, а от 98-98,5% при остаточном давлении до 0,07 атм с отводом тепла конденсации специально охлажденной водой до температуры порядка 20оС (напр, при помощи аммиака).
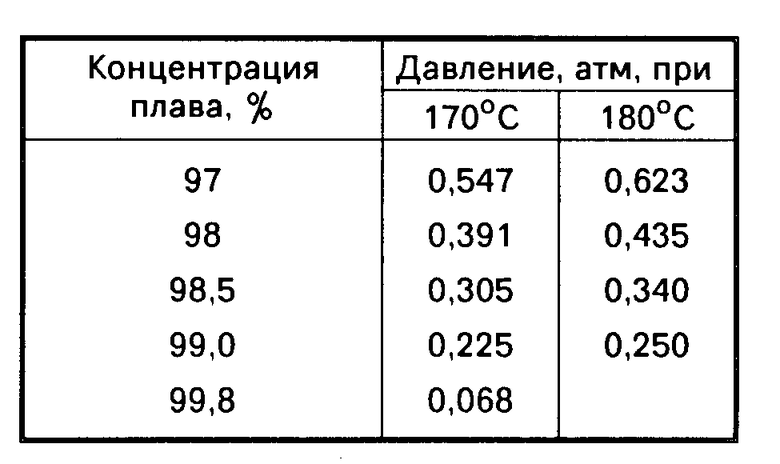
Зависимость между концентрацией плава нитрата аммония, давлением паров и температурой кипения следующая (см. таблицу).
В концентраторе 17 (фиг.2) раствор упаривается до 98-98% парожидкостная смесь выводится по линии 18 из реактора 6 в сепаратор 19, раствор из сепаратора по линии 20 поступает в выпарной аппарат 21, обогреваемый циркулирующим раствором (линия 29). В сепараторе 23 парожидкостная смесь разделяется, продукционный раствор (99,7-99,8%) по линии 24 выводится на грануляцию. Соковый пар из сепараторов 19 и 23 по линиям 25 выводится в поверхностные конденсаторы 26, охлаждаемые водой (линия 27), инерты отсасываются по линии 37 вакуум-насосами. По линиям 36, 28 выводится из конденсаторов конденсат сокового пара.
Предлагаемый способ позволяет в отличие от прототипа ввести в схему стадию переиспарения сокового пара из реактора, особенно при использовании азотной кислоты с концентрацией до 60 мас. В этом случае в реакторе давление не ниже 5 атм, после переиспарения соковый пар имеет давление 3,8-4,0 атм, что достаточно для упаривания раствора до 95% под давлением 0,25-0,27 ата. Если не вести переиспарения, можно получать за счет тепла сокового пара 96-97%-ный раствор. Однако экономический эффект от получения чистого парового конденсата превышает выгоды от получения в выпарке 8 (фиг.1) или 10 (фиг. 2) более концентрированного раствора.
Соковый пар с давлением 4-7 атм из реактора 6 выводят по линии 13 в переиспаритель 14 (см.фиг.2) переиспаренный пар под давлением 3,0-5,6 атм по линии 16 в выпарку 10 (аналог выпарки 5 по фиг.1). Чистый конденсат по линии 32 отводят на питание котла-утилизатора 30, а избыток после охлаждения в подогревателе аммиака 2 стороннему потребителю.
При использовании в производстве гранулированной аммиачной селитры азотной кислоты с концентрацией ниже 54% невозможно избавиться от потребления пара со стороны. Использование предлагаемого способа позволяет в этом случае, во-первых, свести к минимуму количество потребляемого со стороны пара, а во-вторых, использовать пар с давлением не выше 6 атм, который дешевле и доступнее, так как в этом случае может быть использован и отбросной пар. Пар со стороны вводят в переиспаренный соковый пар перед выпаркой 10 (на фиг. 2 это линия 37).
Ниже даны конкретные примеры осуществления способа по изобретению, обосновывающие параметры процесса, оговоренные в формуле изобретения и принятые в расчете экономического эффекта по сравнению с прототипом.
П р и м е р 1 применительно к фиг.2. В качестве исходной принята азотная кислота с концентрацией 58% так как она применяется в действующих крупнотоннажных установках по производству аммиачной селитры. На эту же концентрацию кислоты выполнены расчеты по прототипу.
Оптимизация процесса с точки зрения максимального повторного использования тепла сокового пара с учетом его переиспарения для получения чистого парового конденсата приводит к выбору давления на стадии нейтрализации давления 5,3 атм абсолютных (технических). При таком давлении температуру кипения 185оС (преимущественная температура по способу) имеет раствор с концентрацией 77% На 1 т готового продукта с содержанием азота 34,58% и магнезиальной добавкой ( 0,3% Mg (NO3)2) в реакторе-нейтрализаторе образуется 981 кг NH4NO3; нейтрализацию проводят в щелочном режиме, небольшое количество аммиака (0,2% от общего расхода) нейтрализуют в промывателях сокового пара. В реактор 6 вводят 772,5 кг HNO3(мнг) и 208,5 кг NH3 c HNO3 вводится 559 кг Н2О.
Соковой пар используют для выпаривания 77%-ного раствора и подогрева азотной кислоты. Выбран подогрев азотной кислоты от 20 до 72оС соковым паром под давлением 1,0 атм абс. из расширителя 8 и от 72оС до 110оС соковым паром из реактора 6.
В действующих агрегатах производства амселитры азотную кислоту греют до 90оС в титановых подогревателях соковым паром 1 атм; при использовании пара с давлением 3-7 атм можно азотную кислоту нагреть и до 140оС. Но при применении титана предельной температуры является 100-110оС. При более высокой температуре надо применять ниобий, тантал. Выбрана температура нагрева 110оС.
Расход сокового пара из реактора на нагрев от 72-110оС составляет 66,4 кг. На выпаривание раствора остается 200 кг сокового пара под давлением 5,3 атм. Соковый пар подвергают промывке от брызг аммиачной селитры и аммиака в скруббере-промывателе (не показан), затем переиспарению под давлением 4 атм абс. в переиспарителе 14. 77%-ный раствор из реактора подвергают дросселированию до 1 атм в расширителе 8 за счет вскипания раствор упаривается до 82,9% выделяется 90,6 кг сокового пара, которым предварительно подогревают азотную кислоту до 72оС.
Перед выпаркой 10 к раствору присоединяются 82 кг 60%-ного раствора амселитры из стадий промывки сокового пара, циркулирующего в гранбашне воздуха, растворения некондиции на складе и т.д. а также 37 кг 35%-ного раствора Mg(NO3)2.
На 1 т готового продукта в выпарку 10 поступает 1302,4 кг 80%-ного раствора NH4NO3.
Тепловые расчеты показывают, что при конденсации в выпарке 10 за счет конденсации 200 кг переиспаренного сокового пара можно получить раствор с концентрацией 95% (остаточное давление в выпарке 10 равно 0,27 атм, температура 95%-ного раствора на выходе 128-130оС).
При таких параметрах процесса выпарки в качестве обогревающего пара можно было бы использовать пар с давлением и более низким (3,4-3,5 атм) и соответственно установить и в ИТН более низкое давление. Это привело бы к повышению концентрации раствора в реакторе, выделению большего количества сокового пара, но он не мог бы быть использован в полном объеме на выпарке 10, избыток сокового пара должен быть бесполезно сконденсирован оборотной водой. В равной степени установление в реакторе 6 более высокого давления тоже нерационально, так как это привело бы к снижению концентрации раствора в реакторе 6 нехватке сокового пара для получения раствора с концентрацией 95% Соответственно увеличивается доля тепла реакции для дальнейшего упаривания раствора до 99,4% и снижается количество выдаваемого чистого водяного пара. Поэтому давление 5,3 атм абс, в реакторе оптимально при концентрации азотной кислоты 58 мас. (с учетом переиспарения сокового пара). Если не стремиться к получению чистого парового конденсата, то оптимальное давление в реакторе несколько ниже (порядка 5,1-5,2 атм), концентрация раствора в реакторе повышается до 77,5% концентрация раствора после выпарки 10 до 96%
В концентраторе 17, расположенном внутри реактора 6, раствор выпаривают до концентрации 98% под остаточным давлением 0,27 атм; на выходе его температура 166оС. Из зоны реакции через теплопередающую поверхность концентратора 17 передают 40800 ккал. Далее раствор упаривается до конечной концентрации 99,4% в выпарном аппарате 21 за счет тепла, циркулирующего через аппараты 19, 21, 30 77%-ного раствора амселитры.
Количество циркулирующего раствора выбрано 25 т на 1 т продукта. Для упаривания 98% -ного раствора до концентрации 99,4% расходуется 11 тыс.ккал; остаточное давление в выпарке 21 0,07 атм абс. температура плава на выходе 175оС. На входе в выпарку 21 циркулирующий раствор имеет температуру 185оС, на выходе 184,2оС, т.е. передача тепла идет при практически постоянной температуре.
По тепловому балансу с учетом ≈2% потерь тепла в реакторе и др. аппаратах в котле-утилизаторе 30 отводится 45550 ккал и образуется ≈85 кг чистого водяного пара с давлением 7 атм (температура питательной воды 142оС). Этот пар является побочной продукцией и выдается стороннему потребителю.
Циркулирующий 77%-ный раствор в котле 30 охлаждается от 184,2 до 181оС и далее поступает в реактор.
В зоне смешения циркулирующего раствора с реакционным в реакторе давление не превышает 6 атм; тепловой баланс в зоне смешения показывает, что за счет тепла реакции раствор разогревается до температуры выше температуры кипения раствора при таком давлении, т.е. раствор в этой зоне закипает.
В выпарке 10 и подогревателе азотной кислоты получают 266 кг чистого парового конденсата, из них 90 кг направляют в котел-утилизатор 30, остальное 176 кг (с учетом потерь 165 кг) выдают на сторону для использования, например, в производстве азотной кислоты.
Соковый пар из выпарки 10 в количестве 207 кг и концентратора 17 в количестве 33,3 кг конденсируют в поверхностных конденсаторах 26 обычной оборотной водой с начальной температурой 28оС, а соковый пар из конечной выпарки 21 (14,9 кг) в поверхностном конденсаторе охлажденной до +20оС водой, при этом расход холода составляет всего 0,0085 Гкал/т.
В холодное время года в этом нет нужды. Общий расход охлаждающей воды 16 м3/т. Соковый пар под остаточным давлением 0,27-0,3 атм в количестве 255 кг промывается и фильтруется от брызг аммиачной селитры в промывателе (на фиг. 2 не показан).
Конденсат сокового пара после промывки содержит NH4NO3 не более 0,5 г/л; он полностью может быть использован в цехе азотной кислоты для орошения абсорбционных колонн.
П р и м е р 2. Для примера принимаем концентрацию азотной кислоты 65% HNO3. Если сохранить на стадии нейтрализации то же давление, что и в примере 1 для кислоты с концентрацией 58% т.е. 5,3 атм, то надо сохранить и концентрацию в реакторе 77% NH4NO3. Но в этом случае в реакторе 6 выделяется сокового пара 123 кг.
Материальные и тепловые расчеты показывают, что этого сокового пара может хватить, чтобы упарить раствор до 88-89% в то время как температурный потенциал пара позволяет получить в выпарке 10 раствор с концентрацией 95% Чтобы увеличить испарение в реакторе 6, надо снизить давление в нем. Если исходить из конечной концентрации 95% с учетом переиспарения пара давление в реакторе не должно быть ниже 4,6-4,7 атм, так как 3,5 атм практически предельные значения давления пара, пригодное для получения раствора с такой концентрацией.
Но как показывают расчеты, чтобы не превысить температуру в реакторе 185оС, концентрация раствора в нем не должна превышать 79% Выделяется 155 кг. Такого количества сокового пара (с учетом расхода 39 кг этого пара на догрев азотной кислоты 83-110оС) хватает, чтобы упарить раствор только до 91% что тоже не оптимально.
Поэтому нужно еще несколько снизить давление, принять конечную концентрацию раствора ниже 95%
На основании расчетов получено, что оптимальное использование тепла реакции достигается при концентрации на выходе из промежуточной выпарки 94% а давление в реакторе 4,3-4,4 атм. Выработка чистого пара в котле утилизаторе 30 в оптимальном режиме достигает с учетом потерь тепла и упарки слабых растворов 200 кг на 1 т продукции.
П р и м е р 3. Концентрация азотной кислоты 55% Если сохранить то же давление в реакторе, что при концентрации кислоты 58% т.е. 5,3 атм. то при концентрации раствора 77% количество сокового пара из реактора в избытке, что невыгодно. Поэтому давление в реакторе надо повысить. Поиск оптимального давления имеет тот же алгоритм, что и в примере 2. В этом случае оптимальное давление в ИТН повышается до 5,75 ата, концентрация раствора в ИТН 75% концентрация раствора на выходе из выпарки 10-95 мас.
Избыток тепла по отношению к необходимому, чтобы получить 99,7-ный раствор в оптимальном варианте не превышает 8000 ккал.
Таким образом, концентрация азотной кислоты 54-55% с учетом потерь тепла и упарки слабых растворов при получении твердой аммиачной селитры с содержанием азота ≈34% является граничной, при которой можно обеспечить процесс ее получения без потребления пара со стороны.
При потреблении азотной кислоты с более низкой концентрацией требуется подача некоторого количества пара со стороны. Осуществление процесса по предлагаемому способу позволяет, во-первых, свести его потребление к минимуму, во-вторых, применить пар с низким давлением. Это становится ясным из примера 4.
П р и м е р 4. Азотная кислота с концентрацией 47% производится в значительных количествах. В соответствии с предлагаемым способом нейтрализация ее производится в реакторе при 185оС и давлении 7 атм.абс. При этом в реакторе получают раствор с концентрацией ≈64% выпаривается ≈313 кг воды; этот соковый пар используется для выпаривания раствора до 96% Температура кипения 96% -ного раствора при остаточном давлении 0,27 атм ≈138оС.
После переиспарения 7-атмосферного сокового пара можно получить пар с давлением 5,5 атм и температурой 154оС, что вполне достаточно для обеспечения нужной разницы температур.
После реактора раствор дросселируется до 3,0 атм, вскипает с выделением ≈72 кг сокового пара. Далее этим соковым паром раствор упаривается в выпарке под атмосферным давлением до 73% а затем после добавления слабых промывных растворов и магнезиальной добавки в выпарке под вакуумом до 96% переиспаренным соковым паром с давлением 5,5 атм.
Согласно тепловым расчетам потребуется к нему добавить 110 кг насыщенного водяного пара со стороны из сети с давлением не выше 7 атм. Дальнейшее упаривание до 99,7% аналогично описанному в предыдущих примерах.
В существующих производствах аммиачной селитры, использующих азотную кислоту с концентрацией 47% расход пара со стороны составляет ≈300 кг на 1 т продукта, причем с давлением 13-15 атм.
Изложенные примеры схватывают диапазон давлений в реакторе 4,2-7 атм при температуре кипящего раствора 185оС. Как указывалось, нижний предел температуры в реакторе 180оС; более низкую температуру принимать нельзя, так как плав амселитры с концентрацией 99,7-99,8% даже при глубоком вакууме кипит при ≈175оС, а разница в 5оС минимальный температурный напор. Температура 180оС в реакторе предпочтительна, если достаточна более низкая конечная концентрация (96-98% при производстве известково-аммиачной селитры).
Если в реакторе температуру принять 180оС, то в указанных примерах давление несколько ниже, но во всех случаях не ниже 3 атм, так как даже раствор с концентрацией 92% кристаллизируется при ≈106оС, на выходе из выпарки его температура должна быть на 10оС выше, т.е. 116оС, а для обеспечения температурного напора греющий пар должен иметь температуру не менее 130оС, чтобы поверхность теплопередачи была приемлемой.
В примерах концентрация раствора на выходе из выпарки 8 (фиг.1) или 10 (фиг. 2) составляет 94-96% как оптимальная с точки зрения максимального полезного использования тепла реакции.
В формуле указан диапазон 92-96%
Нижняя граница диапазона 92% принята как допустимая в случаях, когда нужная конечная концентрация раствора не выше 96-98% Более низкая концентрация приведет к заметному снижению экономического эффекта.
Таким образом проведение процесса по предлагаемому способу по сравнению с прототипом позволяет увеличить долю повторно используемого тепла сокового пара, например, при концентрации исходной азотной кислоты 58% с 118 тыс. ккал до 178 тыс.ккал (на 1 т. NH4NO3), соответственно увеличить количество вырабатываемого чистого пара на сторону не менее чем на 80 кг; сократить расход охлаждающей воды на конденсацию сокового пара не менее, чем на 35% уменьшить долю тепла, передаваемого циркулирующим раствором; при концентрации азотной кислоты 58% с 160 тыс. ккал в прототипе до 96 тыс.ккал (на 1 т NH4NO3) в способе по изобретению, а расход электроэнергии на циркуляцию не менее, чем в 2 раза, так как дополнительно движущей силой для циркуляции являются подъемная сила пароводяной эмульсии кипящего в реакторе раствора.
В отдельных случаях, например, при относительно низкой концентрации азотной кислоты и отсутствии котла-утилизатора циркуляция раствора в предлагаемом способе может обеспечиваться только этой подъемной силой, т.е. без насоса. Кроме того, снижаются капитальные затраты за счет меньшей теплообменной поверхности конденсаторов сокового пара из вакуумных выпарок и меньшей теплообменной поверхности конечного выпарного аппарата, а также давление азотной кислоты и аммиака на входе в реактор с 8-10 атм до 5-9 атм, т.е. уменьшается расход энергии на их подачу. При этом в определенной степени повышается безопасность процесса, так как остановка циркуляционного насоса (даже если он нужен) не может привести к прекращению циркуляции и резкому повышению температуры в зоне реакции. Соковый пар из реактора-нейтрализатора может быть подвергнут переиспарению вследствие того, что он имеет определенный "запас" давления по отношению к нужному на стадии выпарки раствора до 92-96%
Соответственно исключается потребление питательной воды со стороны для котла-утилизатора, а количество загрязненного конденсатора сокового пара, который подлежит очистке перед отбросом в водоемы или перед дальнейшим использованием, резко сокращается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГРАНУЛИРОВАННОГО НИТРАТА АММОНИЯ | 2009 |
|
RU2411184C1 |
| СПОСОБ ПРОИЗВОДСТВА НИТРИТА НАТРИЯ | 1993 |
|
RU2069174C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТНОЙ КИСЛОТЫ | 1991 |
|
RU2009996C1 |
| СПОСОБ ПРОИЗВОДСТВА НИТРИТА НАТРИЯ | 1993 |
|
RU2069173C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНЦЕНТРИРОВАННОГО МОНООКСИДА АЗОТА | 1997 |
|
RU2121964C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНЦЕНТРИРОВАННОЙ АЗОТНОЙ КИСЛОТЫ | 1990 |
|
RU2082669C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТНОЙ КИСЛОТЫ | 2001 |
|
RU2201892C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОЙ АММИАЧНОЙ СЕЛИТРЫ | 1993 |
|
RU2060982C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОЙ ГРАНУЛИРОВАННОЙ АММИАЧНОЙ СЕЛИТРЫ | 1994 |
|
RU2078065C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИДРОКСИЛАМИНСУЛЬФАТА | 2003 |
|
RU2259940C1 |
Изобретение относится к получению нитрата аммония путем нейтрализации азотной кислоты аммиаком при повышенном давлении и 180 190°С, упаривания полученного продукционного раствора нитрата аммония до концентрации 92 96% за счет тепла сокового пара, отводимого от кипящего раствора из зоны нейтрализации в количестве, обеспечивающем концентрирование раствора, последующего доупаривания до концентрации 96 99,8% с использованием тепла кипящего раствора, отводимого из зоны нейтрализации через теплоотводящую поверхность при давлении 0,07 0,30 атм. Неиспользованное тепло отводят циркулирующим раствором нитрата аммония. Доупаривание раствора нитрата аммония с концентрацией 92 96% осуществляют сначала до концентрации 98,0 98,5% при давлении 0,25 0,30 атм, а затем до концентрации 99,8% при давлении 0 7 атм. Соковый пар из зоны нейтрализации до использования на стадии упаривания конденсируют, переиспаряют при давлении на 1,0 1,5 атм ниже давления сокового пара, а полученный очищенный пар направляют на упаривание продукционного раствора нитрата аммония, выводимого из зоны нейтрализации. 2 з. п. ф-лы, 2 ил. 1 табл.
| Патент ФРГ N 3113783, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
