Изобретение относится к способам обработки высокотемпературной сверхпроводящей (ВТСП) керамики и может быть использовано при изготовлении крупногабаритных изделий сложной формы, например, деталей типа "магнитный экран".
Известен способ получения изделий путем обработки высокотемпературной сверхпроводящей керамики, при котором керамику на основе YBa2Cu3O7-x деформируют сжатием на воздухе при температурах 0,86-0,99 Тпл со скоростями деформации 10-5 5х10-3 с-1 и охлаждают со скоростью 5-200 град/мин [1]
По техническому осуществлению наиболее близким к предлагаемому способу является способ получения изделий из высокотемпературной сверхпроводящей керамики Bi-Sr-Ca-Cu-O, описанный в работе [2] Указанный способ заключается в нагреве деталей на воздухе до температуры 0,8 Тпл при постоянном сжимающем напряжении 2,5 МПа и выдержек в течение 30 ч. Затем детали охлаждают вместе с печью и подвергают дополнительному отжигу без нагрузки при температуре 0,85 Тпл в течение 40 ч. Осуществление данного процесса позволяет получать соединения с токонесущей способностью стыка на уровне 60% от конечной токонесущей способности основного материала.
Задачей предлагаемого изобретения является получение крупногабаритных изделий с токонесущей способностью, максимально приближенной к токонесущей способности исходных заготовок и повышение производительности процесса сварки.
Поставленная задача решается способом, по которому свариваемые детали нагревают и деформируют, при этом, в отличие от прототипа, со скоростью 10-7 10-2 с-1 на степень деформации более
ε  1
1  +
+  +
+ 
 , (1) где ρri плотность материала i-той детали;
, (1) где ρri плотность материала i-той детали;
ρti теоретическая плотность материала (плотность материала с нулевой пористостью) i-той детали;
Rai шероховатость свариваемых поверхностей i-той детали;
ti толщина деградировавшего слоя i-той детали;
Li длина i-той детали;
N количество деталей.
При сварке металлических деталей для получения необходимого уровня электрических свойств достаточно обеспечить их механический контакт. Соединение сверхпроводящей керамики значительно более сложный пpоцесс, в котором необходимо учитывать ряд особенностей материала и влияние структуры на токонесущую способность. При сварке ВТСП керамики идет ряд взаимозависящих процессов: уплотнение керамики, деформация микровыступов и разрушение деградировавшего слоя на поверхности каждой из деталей, образовавшегося в результате диффузии катионов в поверхностных слоях, характерной для высокотемпературной сверхпроводящей керамики. При сварке керамики необходимо выбрать условия деформации, обеспечивающие сближение деталей на расстояние, при котором ширина образующейся дефектной области в зоне соединения, содержащей поры и фазы другого стехиометрического состава, близка к сверхпроводящей длине когерентности ζ Основными условиями являются степень и скорость деформации.
Минимально необходимая степень деформации определяется полнотой прохождения указанных процессов. Для достижения токонесущей способности стыка, близкой к токонесущей способности основного материала, при изготовлении крупногабаритных изделий сложной формы степень деформации вычисляют по формуле (1).
Член  характеризует степень деформации, необходимую для разрушения деградировавшегося слоя при сварке керамики с нулевой пористостью и идеально гладкими свариваемыми поверхностями i-той детали. Под разрушением деградировавшегося слоя понимается его дробление при деформации и растворение образующихся включений за счет обратной диффузии катионов при исчезновении свободной поверхности.
характеризует степень деформации, необходимую для разрушения деградировавшегося слоя при сварке керамики с нулевой пористостью и идеально гладкими свариваемыми поверхностями i-той детали. Под разрушением деградировавшегося слоя понимается его дробление при деформации и растворение образующихся включений за счет обратной диффузии катионов при исчезновении свободной поверхности.
Член  1
1  связан с уплотнением i-той детали в процессе деформации. В плоскости соединения, за счет шероховатости, образуется большое количество пор и площадь поперечного сечения меньше, чем в объеме материала. При деформации уменьшается объем пор в зоне соединения, начинает деформироваться основной материал деталей. Уплотнение деталей приводит к увеличению площади поперечного сечения материала за счет уменьшения площади пор и деформация идет равномерно по всему объему материала. Это позволяет получить дефектную область минимальной толщины, близкой к длине когерентности ζ
связан с уплотнением i-той детали в процессе деформации. В плоскости соединения, за счет шероховатости, образуется большое количество пор и площадь поперечного сечения меньше, чем в объеме материала. При деформации уменьшается объем пор в зоне соединения, начинает деформироваться основной материал деталей. Уплотнение деталей приводит к увеличению площади поперечного сечения материала за счет уменьшения площади пор и деформация идет равномерно по всему объему материала. Это позволяет получить дефектную область минимальной толщины, близкой к длине когерентности ζ
Член  учитывает шероховатость соединяемых поверхностей i-той детали. Дальнейшая деформация приводит к росту токонесущей способности изделия за счет увеличения количества путей для прохождения тока в зоне соединения.
учитывает шероховатость соединяемых поверхностей i-той детали. Дальнейшая деформация приводит к росту токонесущей способности изделия за счет увеличения количества путей для прохождения тока в зоне соединения.
В предлагаемом способе для получения качественного соединения предлагается использовать деформацию с постоянной скоростью в интервале скоростей 10-7 10-2 с-1. Поддержание определенного значения скорости деформации позволяет с высокой точностью регулировать степень деформации. Выбор интервала обусловлен тем, что при сварке давлением скорость и степень деформации в зоне соединения за счет наличия микровыступов локально может возрастать относительно этих параметров для всех деталей, поэтому нижний предел скорости деформации выбирают 10-7с-1 для обеспечения необходимой для получения высоких свойств соединения скорости деформации в зоне соединения. При рекомендуемых скоростях деформации обеспечивается разрушение деградировавшего слоя на поверхности керамики в зоне соединения и последующее растворение неравновесных фаз.
При скоростях деформации ниже указанной разрушение поверхностного слоя не происходит и в результате в зоне соединения образуется протяженный дефект, состоящий из фаз другого стехиометрического состава, образующихся при деформации, и имеющий низкую плотность критического тока.
Верхнее значение скорости деформации 10-2 с-1 ограничивается пластичностью керамики в зоне соединения, временем растворения неравновесных фаз, а также временем, необходимым для образования устойчивых межатомных связей.
Предлагаемые условия деформации позволяют получать соединения с заранее заданными свойствами, выдерживая размеры изделия, а также увеличить производительность процесса сварки за счет сокращения временных затрат.
В изделиях, получаемых по способу, предложенному в прототипе, затруднен контроль накопленной деформации, велика длительность процесса, невозможно сочетать процесс получения крупногабаритных изделий сложной формы со сваркой давлением, например экструзию керамики при получении керамического сверхпроводящего провода со сваркой заготовок.
Пример осуществления способа.
Для приготовления образцов использовалась керамика YBa2Cu3O7-x, полученная методом самораспространяющегося высокотемпературного синтеза. Керамика измельчалась в агатовой ступке до величины частиц 20 мкм. Из порошка при комнатной температуре прессовались образцы цилиндрической формы диаметром 10 мм и высотой 10 мм. Максимальное усилие прессования составляло 50 кН. После этого образцы спекались в атмосфере кислорода при 950оС в течение 10 ч. Плотность определялась методом гидростатического взвешивания и отношение  составило 0,91.
составило 0,91.
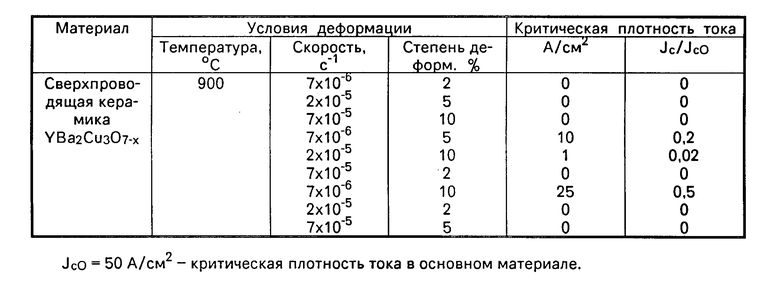
Непосредственно перед сваркой соединяемые поверхности образцов подвергались шлифованию до шероховатости Ra 0,5 мкм и помещались в медный цилиндр с толщиной стенки 0,5 мм и внутренним диаметром 10 мм. Толщина деградировавшего слоя определялась структурными исследованиями и составила 0,5 мкм. Необходимая степень деформации определялась по формуле (1) и составила 9% Перед деформацией образцы выдерживались при 900оС в течение 20 мин. Сварку давлением проводили при 900оС на испытательной машине У-10 со скоростями деформации ε 7х10-6, 2х10-5 и 7х10-5 с-1 до степеней деформации ε2,5 и 10% Образцы после сварки охлаждались на воздухе. Далее образцы разрезались на пластины толщиной 2 мм на проволочной пиле WS-22. Для измерения плотности критического тока (Jc) область пластины, содержащую стык, утоняли до сечения 2х2 мм2. После нанесения серебряной пастой электрических контактов образцы подвергали восстановительному отжигу в токе кислорода при 460оС в течение 10 ч. Плотность критического тока измеряли четырехконтактным методом на постоянном токе в нулевом магнитном поле при Т=77К. Результаты измерений представлены в таблице. В данной работе использовали деформацию осадкой. Возможно использование экструзии керамики, совмещенной со сваркой заготовок при необходимости получения протяженных изделий.
Изобретение относится к способам обработки высокотемпературной сверхпроводящей (ВТСП) керамики и может быть использовано при изготовлении крупногабаритных изделий сложной формы, например, деталей типа "магнитный экран". Задачей предлагаемого изобретения является получение крупногабаритных изделий с токонесущей способностью, максимально приближенной к токонесущей способности исходных заготовок и повышение производительности процесса сварки. Поставленная задача решается способом, по которому свариваемые детали нагревают и деформируют, при этом, в отличие от прототипа, со скоростью 10-7-10-2c-1 до степени деформации, приведенной в тексте описания. 1 табл.
СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ДЛЯ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ВЫСОКОТЕМПЕРАТУРНОЙ СВЕРХПРОВОДЯЩЕЙ КЕРАМИКИ путем диффузионной сварки, отличающийся тем, что в процессе сварки детали деформируют со скоростью 10-7 10-2 с-1 до степени деформации
где  плотность материала i-й детали;
плотность материала i-й детали; теоретическая плотность материала (плотность материала с нулевой пористостью) i-й детали;
теоретическая плотность материала (плотность материала с нулевой пористостью) i-й детали; шероховатость свариваемых поверхностей i-й детали;
шероховатость свариваемых поверхностей i-й детали;
ti толщина деградировавшего слоя i-й детали;
Li длина i-й детали;
N количество деталей.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| N | |||
| murauama, I | |||
| Kodama, F.Wakai, S.Saragushi and I.Torii | |||
| Jpn | |||
| J Appl | |||
| Phys | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
