Изобретение относится к области порошковой металлургии, в частности к устройствам для формования сырых изделий типа сверл и фрез из твердосплавной термопластифицированной смеси методом заполнения сложных формообразующих полостей замкнуто-открытого объема. Известны устройства для формования изделий [1, 2]
Наиболее близким техническим решением (прототипом) является устройство для получения сырых изделий переменного сечения в цельной полости матрицы методом временного запирания и последующей экструзии получаемых изделий [2]
Недостатком этого устройства является наличие большого технологического конуса на получаемых изделиях для обеспечения извлечения формовки при ее последующей экструзии на нужную длину. При формовке изделия на нужную длину происходит истечение (экструзия) смеси с вращением по спирали профиля. Все задержки из-за трения о какие-либо препятствия и стенки приводят к снижению получаемого профиля спирали. Устранению трения при выходе сформованного хвостовика (цилиндра) о стенки способствует технологический конус на матрице. Образующийся конус на сырой заготовке хвостовика сверла или фрезы увеличивает технологические трудности ее укладки при операциях спекания и приводит к кривизне по длине получаемых изделий.
Целью изобретения является повышение технологичности получаемых сырых изделий за счет возможности получения заготовок, максимально приближенных по форме к готовому изделию, и простой наружной формы (цилиндра), необходимой для компактной укладки при операциях выведения пластификатора и спекания.
Указанная цель достигается тем, что в устройстве для изготовления изделий переменного сечения методом экструзии в замкнуто-открытую полость, содержащем контейнер, в рабочей полости которого расположена термопластичная твердосплавная смесь, нажимной пуансон, составная матрица с профилем переменного сечения формуемого изделия, состоящая из стационарной экструзионной части и раздвижной запираемой отдельным механизмом части, раздвижная часть выполнена в виде двух раздвижных полувтулок с торцовыми угловыми уступами, образующих вместе два клинообразных уступа в плоскости разъема, и помещена в приводной механизм, в корпусе которого размещены пара клиньев, пара прижимов, приводное кольцо, соединенное шарнирными звеньями с клиньями и прижимами таким образом, что крайнее положение кольца приводит к сжатию полувтулок или клиньями, или прижимами, причем при сжатии клиньев по линии разъема происходит раздвижение их, а при сжатии прижимами смыкание их и образование рабочей полости для формования при применении запирания полости.
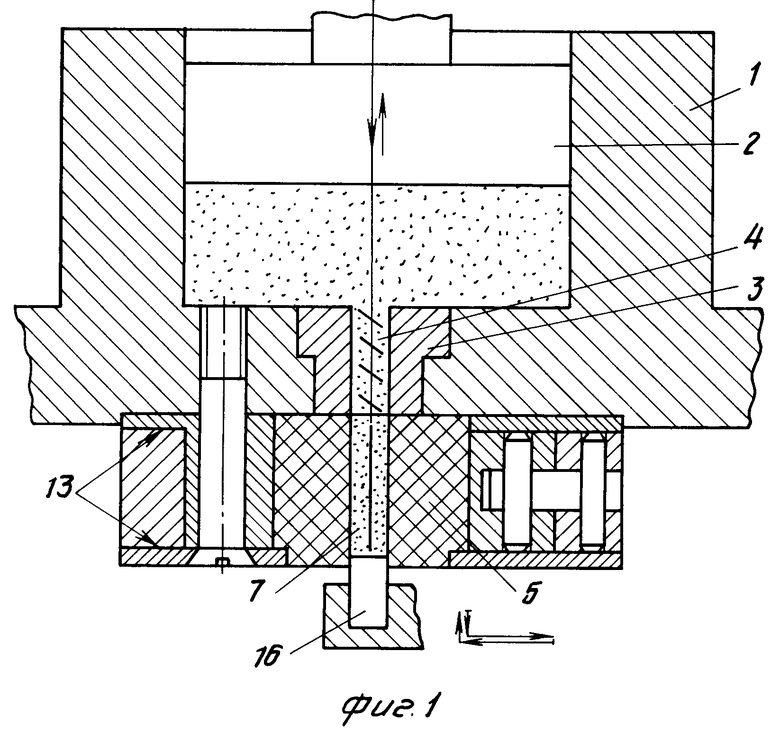
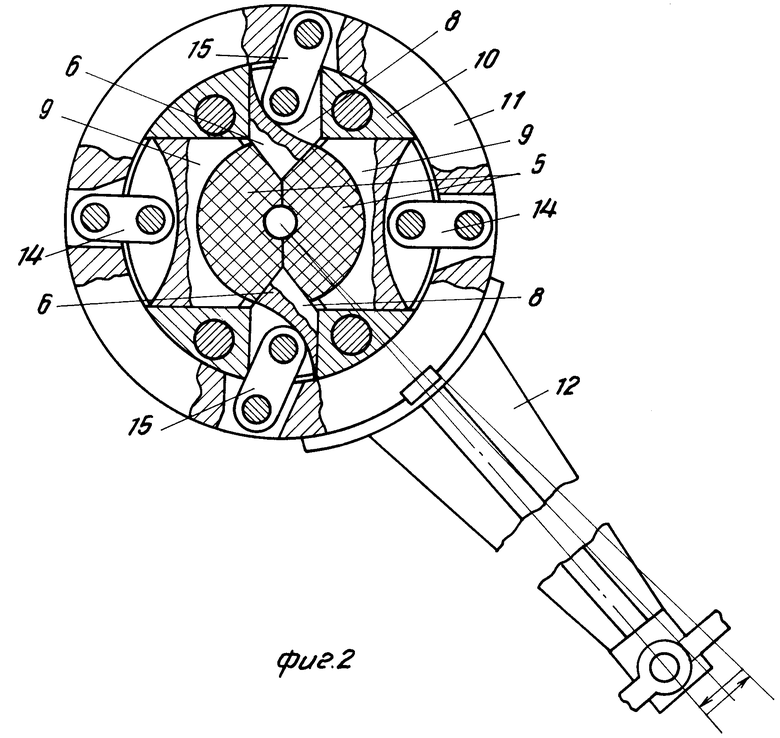
На фиг. 1 изображено предложенное устройство; на фиг. 2 разрез А-А на фиг. 1.
Устройство содержит контейнер 1, в рабочую полость которого помещена смесь, пуансон 2, составную матрицу, выполненную из стационарной экструзионной части 3 с экструзионной формующей полостью 4, из раздвижной запирающей части, которая выполнена из двух полувтулок 5 с торцовыми уступами 6 и рабочей полостью 7, раздвижные клинья 8 и прижимы 9 установлены в крестообразных пазах раздвижной запирающей части корпуса 10, и из привода, выполненного в виде кольца 11 с рычагом привода 12, а кольцо 11 установлено на кольцевом пазу 13 раздвижной запирающей части корпуса 10, при этом кольцо 11 шарнирно соединено с раздвижными клиньями 8 и прижимами 9 через соединительные звенья 14, 15 и запирающий элемент 16, установленный в рабочей полости 6 раздвижной запирающей части.
Устройство работает следующим образом.
Приведение в замкнутое положение разъемной части матрицы 5 происходит посредством воздействия на нее пары шарнирных звеньев 14, 15 при повороте по часовой стрелке приводного кольца 11 относительно корпуса 10 посредством рычага привода 12 от внешнего источника, управляемого электросхемой устройства. Для получения замкнутой полости составной матрицы используется запирающий элемент 16 от своего привода, управляемого электросхемой устройства, который вводится в разъемную ее часть со стороны торца. При нажатии на пластичную термопластифицированную смесь пуансоном происходит ее перемещение в полости 4 и 7. При заполнении полостей 4 и 7 и введении элемента 16 происходит увеличение давления до уровня контейнера 1.
От повышения давления в полости 7 происходит вытеснение запирающего элемента 16. Перемещение элемента 16 вытесняющей его смесью фиксируется датчиком давления в цепи электросхемы, где формируется команда на отвод запирающего элемента 16 в сторону.
После отвода запирающего элемента 16 происходит одновременное раскрытие элементов 5 при повороте кольца 11 против часовой стрелки до упора. При этом повороте происходит изменение положения шарнирных звеньев пары 14 и пары 15. Пара 15 оттягивает прижимы 9 в разные стороны, а пара 14 сближает клинья 8 и за счет угловых пазов 12 раздвигает полувтулки 5 принудительно от оси полости 7.
В раскрытом положении полувтулок 5 размер формообразующей полости 7 увеличивается на 0,5-1,0 мм. Этого зазора достаточно, чтобы сформованная часть изделия в полости 7 могла вращаться и выходить при последующей экструзии спиральной части изделия в полости 4. Экструзия продолжается до определенной длины, после чего формовка срезается механизмом среза от команды датчика длины. После среза через датчик длины в электросхеме формируется команда на закрытие элементов 5 и приведение запирающего элемента 16 в положение запирания. При входе элемента 16 в полость 7 происходит смятие спирального остатка. Поток смеси в виде спирали оказывается в закрытом объеме, переформовывается от давления на форму полости 7 и вытесняет в очередной раз запирающий элемент 16 до срабатывания датчика давления, происходит повторение ранее описанных действий.
Процессы смыкания частей 5 матричной вставки, создания замкнутого объема в полостях 4 и 7, раскрытия частей 5, отрезка на нужную длину осуществляются автоматически за счет применения приводных механизмов и электрических элементов переключения схемы управления.
Процесс выдавливания пластичной смеси может идти непрерывно со скоростью 2 мм/с и не нуждается в управлении, так как при прекращении истечения смеси механизмы приводов после очередной отрезки устанавливаются в режим ожидания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИФТ | 1999 |
|
RU2159208C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ПАКЕРА | 2012 |
|
RU2495228C1 |
| ПРЕСС ШТЕМПЕЛЬ ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 2001 |
|
RU2219052C2 |
| ГАЗОВОЕ ПРЕДОХРАНИТЕЛЬНОЕ УСТРОЙСТВО | 1991 |
|
RU2037716C1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1972 |
|
SU343420A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2205084C1 |
| Устройство для прошивки заготовок | 1975 |
|
SU567537A1 |
Сущность изобретения заключается в том, что устройство для формования изделий из порошков типа сверл и фрез из твердосплавной термопластифицированной смеси содержит контейнер, в рабочую полость которого помещена рабочая смесь, пуансон, составную матрицу, выполненную из стационарной экструзионной части с экструзионной формующей полостью и из раздвижной запирающей части, которая выполнена из двух полувтулок с торцевыми уступами и рабочей полостью. Раздвижные клинья и прижимы установлены в крестообразных пазах раздвижной части корпуса. Приведение в замкнутое положение раздвижной части корпуса. Приведение в замкнутое положение раздвижной части матрицы происходит посредством воздействия пары шарнирных звеньев при повороте по часовой стрелке приводного кольца относительно корпуса посредством рычага привода от внешнего источника, управляемого электросхемой устройства. Для получения замкнутой полости составной матрицы используется запирающий элемент. При нажатии на пластичную смесь, пуансоном происходит ее перемещение в замкнутую полость, образованную формующей и рабочей полостями. При заполнении этих полостей с введенным запирающим элементом происходит увеличение давления до уровня контейнера. Затем происходит вытеснение запирающего элемента, одновременное раскрытие полувтулок при повороте кольца против часовой стрелки до упора. Сформованная часть изделия в рабочей полости свободно вращается и выходит при последующей экструзии спиральной части изделия в полость, процесс выдавливания пластичной смеси может идти непрерывно со скоростью 2 мм/с. 2 ил.
УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СЫРЫХ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ, содержащее контейнер с размещенной в рабочей полости рабочей смесью, пуансон, составную матрицу с внутренним профилем переменного сечения с запирающим элементом, отличающееся тем, что матрица выполнена в виде стационарной экструзионной части и раздвижной запираемой части, раздвижная часть матрицы выполнена в виде корпуса с крестообразными пазами и кольцевым пазом, двух полувтулок с торцевыми уступами, двух раздвижных клиньев, двух прижимов, установленных в пазах корпуса, и привода, выполненного в виде кольца с рычагом, которое установлено в кольцевом пазу корпуса с возможностью скольжения, причем кольцо шарнирно соединено с раздвижными клиньями прижимами посредством соединительных звеньев в последовательности, обеспечивающей парное воздействие кольца на прижимы и клинья с возможностью схождения клиньев и расхождения прижимов или схождения прижимов и расхождения клиньев, а запирающий элемент установлен в полости раздвижной части матрицы.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Радомысельский И.Д | |||
| и др | |||
| Пресс-формы для порошковой металлургии | |||
| Киев: Техника, 1970, с.127 - 128. | |||
