Изобретение относится к сварочному машиностроению и может быть использовано при изготовлении машин для контактной шовно-шаговой сварки нескольких швов (в том числе и отличающихся параметрами: длиной, диаметром литого ядра, длиной литой зоны) на одном изделии, например для приварки стрингеров к панели.
Известна машина для контактной шовно-шаговой сварки, включающая электроды и привод их шовно-шагового вращения, содержащий двигатель, электромагнитную фрикционную муфту сцепления, соединительную муфту, редуктор и распределительную коробку, соединенную с одним из электродов.
Расстояние между двумя соседними точками (шаг) задают, управляя двумя параметрами процесса скоростью вращения роликов и интервалов времени, в течение которого ведущий сварочный ролик и двигатель привода вращения сцеплены друг с другом с помощью электромагнитной муфты. Начальное положение роликов устанавливают вручную, без применения каких-либо датчиков, команду начала процесса сварки задают вручную на основании визуального наблюдения за положением свариваемых деталей относительно роликов машины.
Недостаток машины в том, что она не обеспечивает достаточной точности и производительности формирования сварных точек.
Машина не обеспечивает приварку нескольких стрингеров к одной панели, отличающихся длиной и толщиной, без осуществления переналадки: остановки машины, замены роликовых электродов или их перезаточки и т.п. что также снижает ее производительность.
Изобретение направлено на повышение точности и производительности формирования сварных точек путем автоматического программного управления приводом вращения электродов.
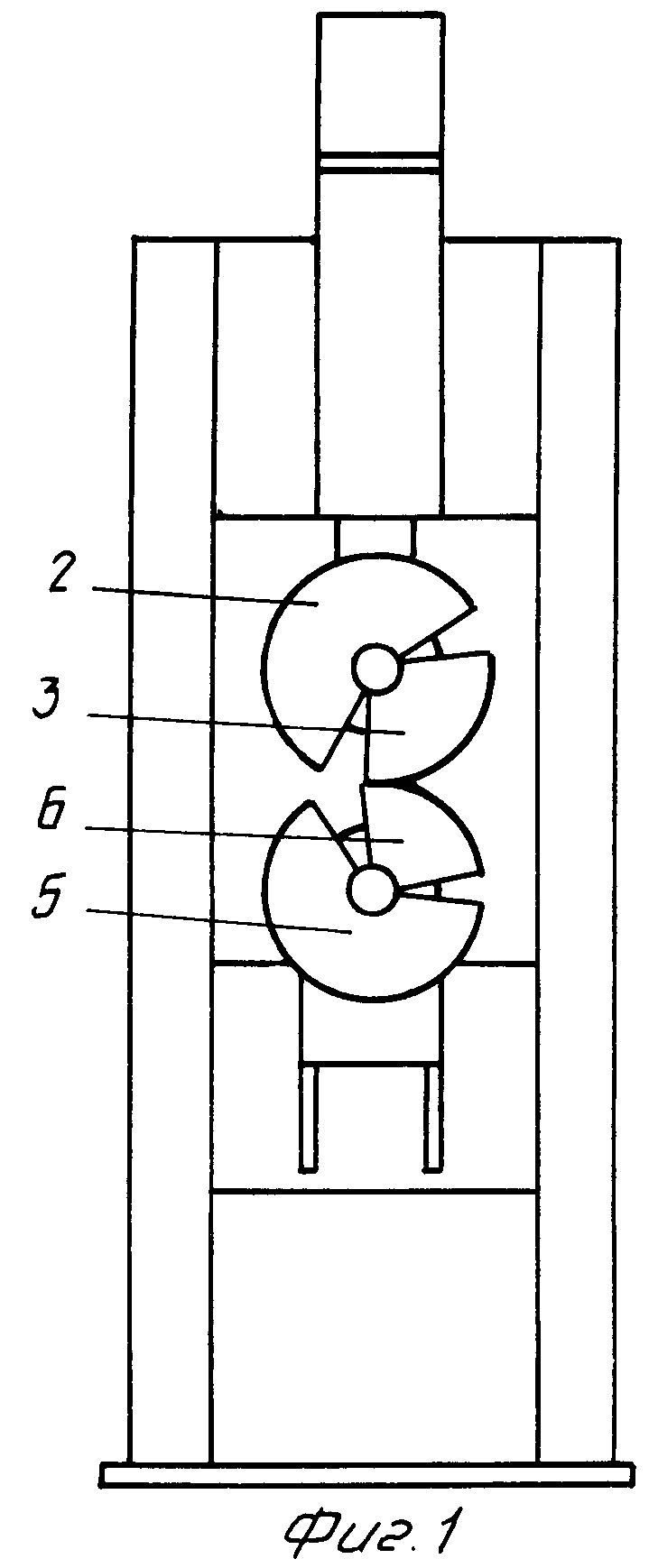
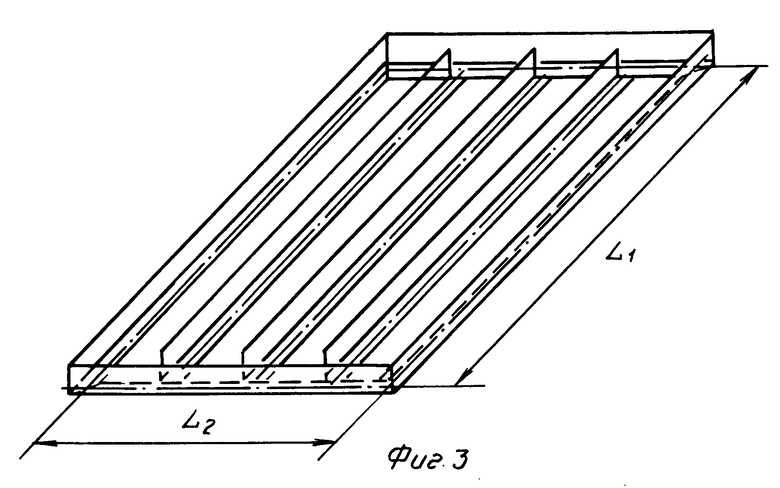
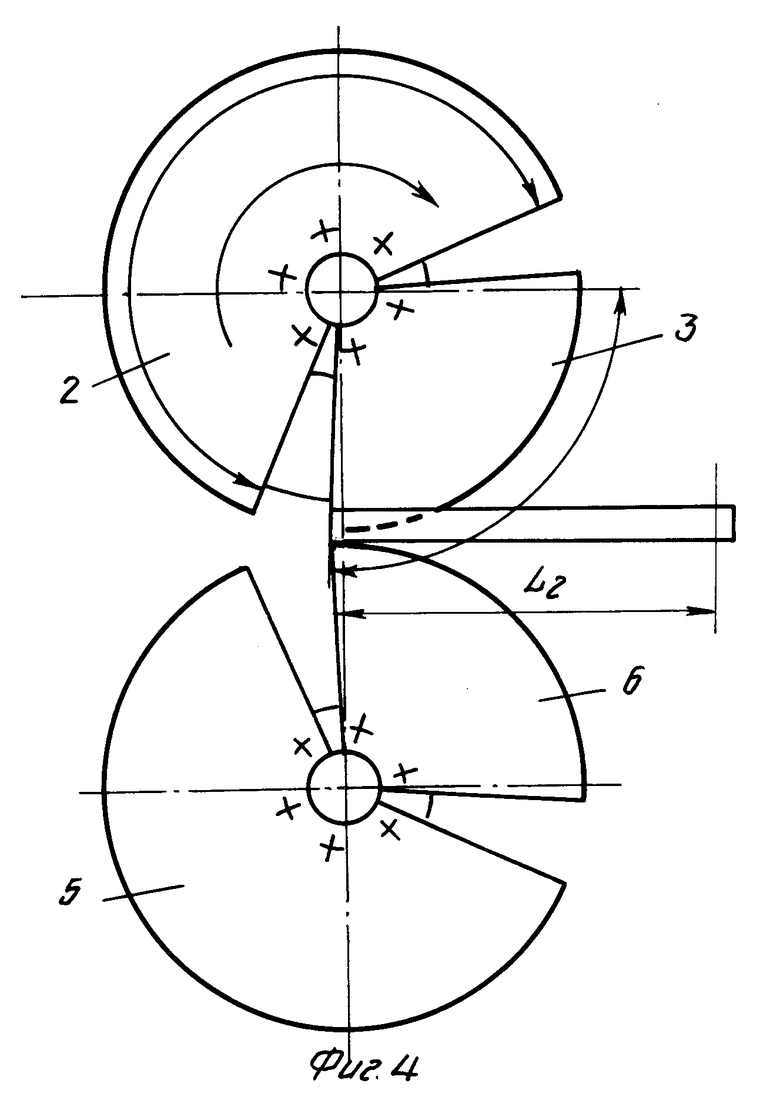
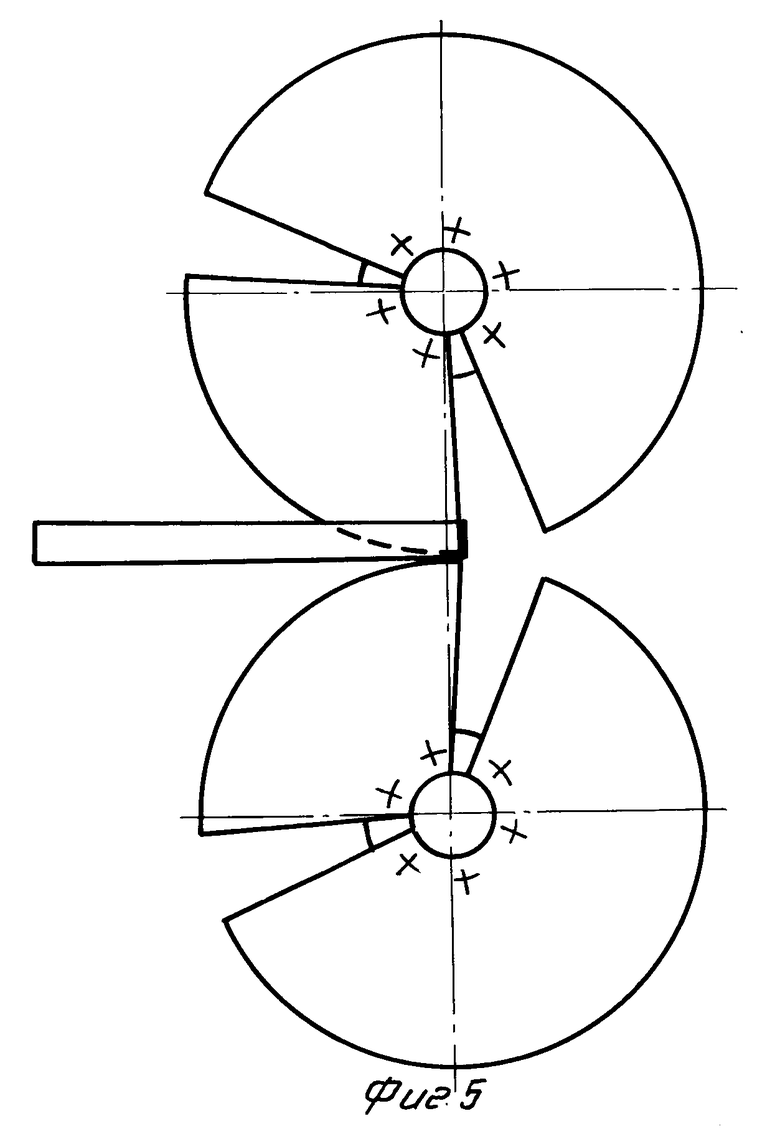
На фиг. 1 изображена машина, общий вид; на фиг. 2 то же, вид слева; на фиг. 3 свариваемая панель, образованная уголками и листом (уголки расположены с обеих сторон листа); на фиг. 4 верхний и нижний электроды сварочной машины и их положение относительно свариваемой панели до начала выполнения сварного шва; на фиг. 5 то же, по окончании сварки.
Машина для контактной шовной сварки содержит верхнее электродное устройство 1 с составным электродом, состоящим из двух секторов 2 и 3. На нижнем электродном устройстве 4 закреплен зеркально симметричный электрод, состоящий из двух секторов 5 и 6.
Сектора 2, 5 применяются для сварки более длинных уголков и имеют длину рабочей поверхности, равную L1. Длина рабочей поверхности секторов 3, 6 равна L2.
Вращение электродов осуществляется от двигателя (тиристорного привода) 7 через электромагнитную фрикционную муфту сцепления 8, соединительную муфту 9, червячный редуктор 10, цилиндрические зубчатые шестерни 11 и 12, распределительную коробку 13, верхний 14 и нижний 15 шарнирные валы. На корпусе распределительной коробки закреплен двухступенчатый цилиндрический редуктор 16, на котором расположен кодовый датчик 17. С помощью кодового датчика осуществляется непрерывная регистрация углового положения электродов и обеспечивается обратная связь по углу поворота электродов в приводе вращения путем сравнения сигнала датчика с уставкой по углу поворота и формирования команды на переключение привода вращения из состояния движения в состояние торможения и обратно.
Передаточное число редуктора 16 равно передаточному числу зубчатых передач, расположенных между входным валом распределительной коробки и сварочными электродами, что обеспечивает одинаковую частоту вращения ротора датчика и сварочных электродов.
Машина работает следующим образом.
Сварочный процесс начинается с того, что система управления по показаниям кодового датчика автоматически ориентирует электроды в исходном положении (фиг. 4) и опускает верхний электрод.
После зажатия свариваемых деталей между электродами включается сварочный ток и осуществляется формирование точечного сварного соединения. Выходной вал муфты 8 при этом находится в заторможенном состоянии. По окончании импульса сварочного тока с задержкой по времени выходной вал муфты 8 по команде переключается из состояния торможения в состояние движения. Вращение от тиристорного привода 7 передается через электромагнитную муфту 8 и соединительную муфту 9 на червячный редуктор 10, цилиндрическую пару шестерен 11 и 12, распределительную коробку 13, а через нее на шарнирные валы 14 и 15, электродные устройства 1 и 4 и электроды.
Вращение от распределительной коробки через редуктор 16 передается ротору кодового датчика 17. Когда код сигнала на выходе датчика совпадает с уставкой по углу поворота электродов, формируется команда на переключение муфты 8 в состояние торможения и с задержкой по времени на включение следующего импульса сварочного тока, который сформирует следующую сварную точку. Когда код сигнала датчика совпадает с уставкой, соответствующей последней точке, формируется команда на переключение муфты 8 в состояние торможения и подъем верхнего электродного устройства.
Оканчивается сварочный цикл машины реверсом направления вращения двигателя, переключением выходного вала муфты 8 в состояние движения на время, пока код сигнала датчика не будет соответствовать уставке, задающей начальное положение электрода и обратным переключением муфты 8 в состоянии торможения. Таким образом, обеспечивается вывод электрода в начальную точку на его рабочей поверхности. Возможно закончить сварочный цикл, изменив направление вращения двигателя. В этом случае конечная точка на рабочей поверхности электрода станет начальной в следующем сварочном цикле.
В случае сварки листа с разнотолщинными выступающими деталями секторы электродов выполняют с различной шириной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный манипулятор | 1960 |
|
SU135555A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1995 |
|
RU2078659C1 |
| Устройство для автоматической сварки | 1972 |
|
SU631059A3 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Машина для контактной шовной сварки | 1970 |
|
SU327746A1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
| Машина для точечной контактной сварки | 1972 |
|
SU442903A1 |
| Машина для многоточечной контактной сварки | 1979 |
|
SU867563A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ЗАМКНУТЫХ ШВОВ С ЧЕРЕДОВАНИЕМ ПРЯМОЛИНЕЙНЫХ И КРИВОЛИНЕЙНЫХ УЧАСТКОВ | 2008 |
|
RU2377109C1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
Использование: в сварочном машиностроении при изготовлении машин для контактной шовно-шаговой сварки. Сущность изобретения: машина для контактной шовно-шаговой сварки включает электроды и привод их шовно-шагового вращения. Вращение электродов осуществляется от двигателя 7 через электромагнитную фрикционную муфту сцепления 8, соединительную муфту 9, редуктор 10, зубчатые шестерни 11 и 12, распределительную коробку 13 и шарнирные валы 14 и 15. Кодовый датчик 17 с ротором связан с распределительной коробкой посредством промежуточного редуктора 16 с передаточным числом, обеспечивающим одинаковую частоту вращения ротора датчика и электрода. Кодовый датчик 17 связан электрически с электромагнитной муфтой 8. С помощью кодового датчика осуществляется непрерывная регистрация углового положения электродов, сравнение фактического углового положения электродов с заданным значением и формирование команды на переключение привода вращения из состояния движения в состояние торможения и обратно. Электроды могут быть выполнены составными в виде нескольких секторов, которые могут иметь различную толщину. Машина позволяет повысить производительность и точность формирования сварных точек. 3 з. п. ф-лы, 5 ил.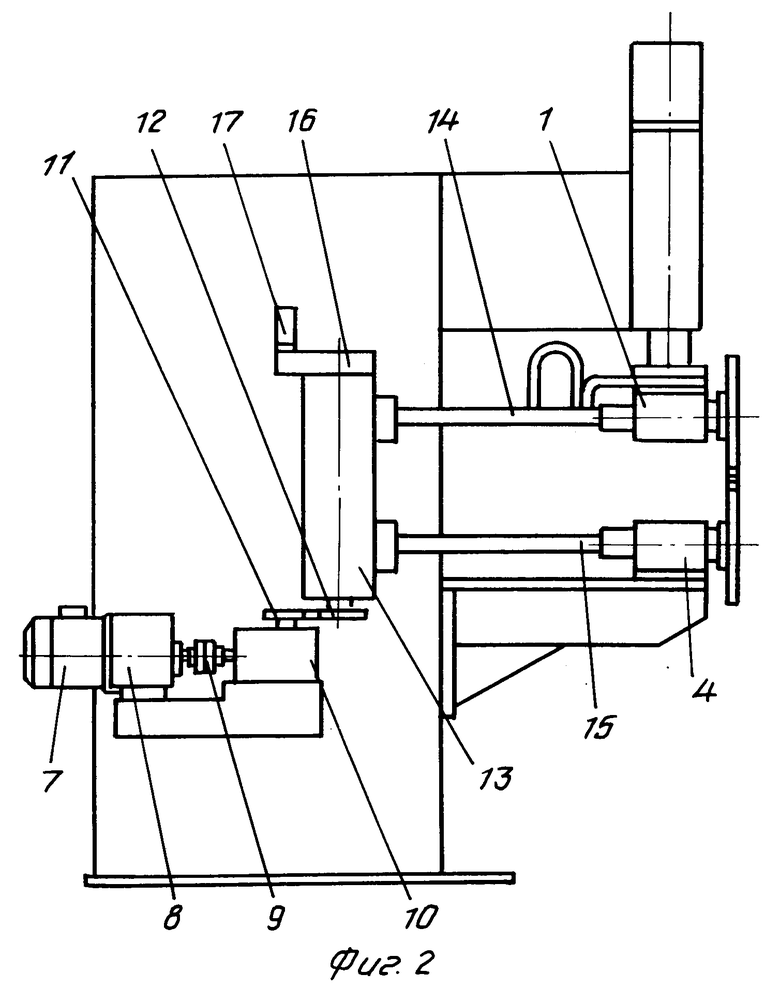
| Глебов Л.В., Филиппов Ю.И., Чулошников П.Л | |||
| Устройство и эксплуатация контактных машин | |||
| Л.: Энергоатомиздат, 1987, с.54-57. |
