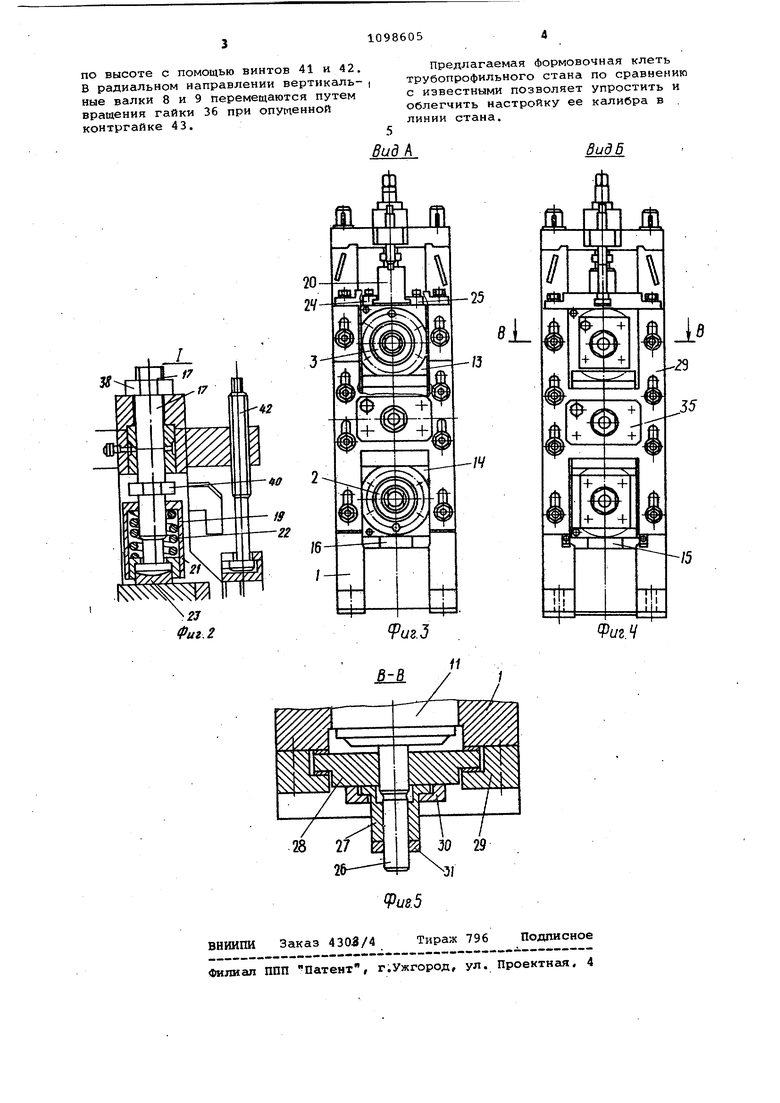
П Изобретение относится к обработ ке металлов давлением и сварке, а точнее к формовочным клетяМ трубопрофильного стана и может быть использовано при изготовлении профил ных труб из круглых заготовок. Известна формовочная клеть трубопрофильного стана; содержащая установленные в станине горизонтал ные валки с механизмами радиальной регулировки и размешенные в корпусах вертикальные валки с механизма ми осевой и радиальной регулировок 13. Недостаток известной формовочно клети трубопрофильного стана заклго чается в том, что уравновешивающее устройство верхнего горизонтальног валка позволяет перемещаться валку в станине только по высоте путем изменения высоты пружины при переме вдениях нажимных винтов. Уравновешивающее устройство не позволяет перемегчать верхний горизонтальный валок в осевом направлении, поскольку подувжи валка прижимаются под действием усилия пружины к нажимным механизмам, и действ урощие силы трения при этом между подушками и винтом препятствуют этому перемещению. Кроме того, действующие усилия пружины не позволяют рсутдествить перемещение валка с поду1иками относительно стаканов с размещенными в них пружинами, поскольку стаканы постоянно прижимаются к подушке уси лием уравновешивания пружин. Это за трудняет настройку клети в линии стана, так как требуется предварительная раз.борка узлов клети. Цель изобретения - упрощение и облегчение настройки клети в линии стана. Поставленная цель достигается те что формовочная клеть трубопрофильного стана, содержащая установленны в станине горизонтальные валки с ме ханизмами радиальной регулировки и размещенные в корпусах вертикальные валки с механизмами осевой и радиальной регулировок, снабжена узлами осевой регулировки горизонтальных валков, ка.ждый из которых выполнен виде укрепленных на станине направл ющих с размещенной в .них подвижной планкой и связанного с ней механизм осевой регулировки. На фиг.1 изображена Формовочная клеть трубопрофильного стана; на фиг,2 - узел I на фиг.1; на фиг.З вид А на фиг. на фиг.4 - вид Б на фиг.1; на фиг.5 - разрез В-В на фиг Формовочная клеть трубопрофильного стана содержит станину 1, в ко торой установлены узлы нижнего 2 и верхнего 3 горизонтальных валков с напрессованными на валы 4 и 5 вал-ками 6 и 7 и узлы вертикальных валков 8 и 9. Валы 4 и 5 установлены на подшипниках 10 качения, размещенных в подушках 11-14. Подушки узла нижнего валка установлены на подкладках 15 и 16, закрепленных на станине. Подушки узла верхнего валка поджаты к нажимным винтам 17 и 18 с помощью установленного соосно с ними пружинного механизма уравновешивания, состоящего из стаканов 19 и 20 с размещенными внутри каждого из них втулкой 21 и пружиной 22, подпятников 23 и пружинных планок 24 и 25, прикрепленных к подушкам. На торце подушек горизонтальных валков закреплены тяги 26 с резьбовой нарезкой, на которую навинчены гайки 27, имеющие возможность поворота относительно подвижной планки 28, установленной в направляющих 29, образованных станиной 1 и корпусом вертикального валка 9. Гайка 27 закреплена на подвижной планке с помощью крышки 30. Фиксация регулировочной гайки 27 на тяге 26 осуществляется с помощью контргайки 31. Каждый из вертикальных валков смонтирован на подшипниках 32 качения, закрепленных на осях 33, установленных в корпусе 34. На торце корпуса вертикального валка с помощью крышки 35 закреплена гайка 36, предназначенная для перемещения корпуса с помощью винта 37, закрепленного жестко в-корпусе 34. Для предотвращения корпуса от проворота он размещен в направляющих окнах станины. Устройство работает следующим образом. Настройка калиброванных валков клети осуществляется так. Верхний калибровочный валок 7 устанавливается по высоте в требуемое положение по шаблону, размещаемому между валками, с помощью нажимных винтов 17 и 18. Для этого отпускаются контргайки 38 и 39 и вращением нажимных винтов по часовой либо против часовой стрелки в зависимости от направления перемещения перемещают узел верхнегд валка в направляющих станины. После этого калиброванный валок 7 устанавливается в осевом положении. Для этого вращением гайки 40, предусмотренной на нажимных винтах, стакан 19 опускается вниз до образования зазора между стаканом и прижимными планками 24 и 25. Затем вращением гайки 27 при отпугценной контргайке 31 калиброванный валок 7 перемещается в осевом направлении на требуемую величину. Вертикальные валки 8 и 9 устанавливаются по .оси калибра перемещением его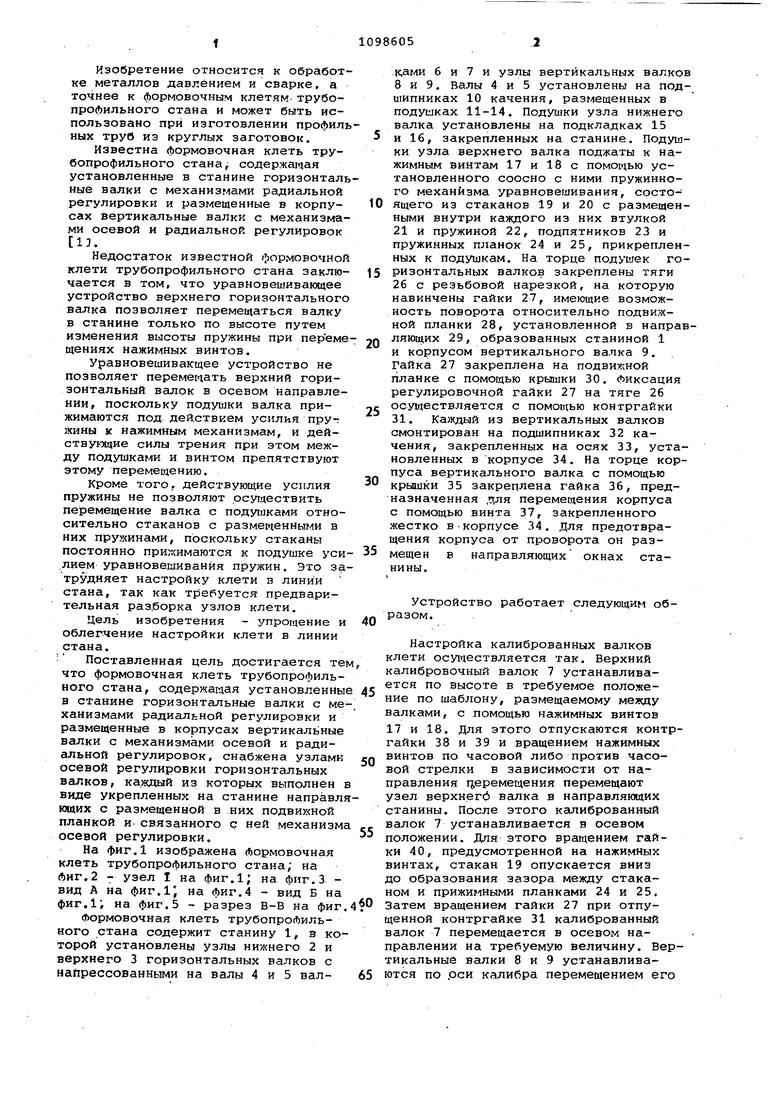
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422224C2 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422225C2 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОФОРМОВОЧНОГО СТАНА | 1992 |
|
RU2050996C1 |
| Рабочая клеть трубоформовочного стана | 1980 |
|
SU869903A1 |
| Валок формовочно-сварочного стана | 1977 |
|
SU632429A1 |
| Рабочая клеть формовочного стана | 1983 |
|
SU1121079A1 |
| Направляющая клеть | 1977 |
|
SU776693A1 |
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |
| Клеть трубоформовочного стана | 1976 |
|
SU623606A1 |
ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФМЛЬНОГО СТАНА, содержащая установлгнные в станине горизонтальные валки с механизмами радиальной регулировки и размещенные в корпусах вертикальные ВЕШКИ с механизмами oceBOi и радигшьной регулировок, о тличающаяся тем, что, с целью упрощения и облегчения настройки клети в линии стана, она снаб,жена узлами осевой регулировки горизонтальных валков, каждый из которых выполнен в виде укрепленных на станине направлякх.чих с размещенной в них подвижной планкой и связанного с ней механизма осевой регулировки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Целнков А.И | |||
| и др | |||
| Совр«ц«енное развитие прокатных станов | |||
| М,, металлургия, 1972, с | |||
| САННЫЙ ВЕЛОСИПЕД С ВЕДУЩИМ КОЛЕСОМ, СНАБЖЕННЫМ ШИПАМИ | 1921 |
|
SU265A1 |
