Изобретение относится к производству плоски изделий, в том числе древесных плит, и может быть использовано для нанесения лакокрасочных покрытий на плоские заготовки.
Известна линия для многослойного нанесения текучего вещества на поверхность плоских изделий, содержащая вальцоворакельные станки с наносящим вальцами и сушильные камеры между ними.
Это устройство сложно по конструкции, так как содержит специальные приводные направляющие в виде вертикальных роликов, кинематически связанные с ротационными вальцами, и опорно-транспортирующее устройство.
Перед изобретением была поставлена задача создать устройство для нанесения многослойного лакокрасочного покрытия на поверхность плоских изделий вальцовым способом, в том числе и одновременно с двух сторон путем совмещения функции наносящих и транспортирующих средств.
Поставленная задача достигается тем, что в линии для многослойного нанесения текучего вещества на поверхность плоских изделий вальцовым методом, содержащей вальцово-ракельные станки с наносящими вальцами и сушильные камеры между станками, согласно изобретению, расстояние между осями наносящих вальцов каждых последующего и предыдущего станков выбрано не большим половины длины обрабатываемого изделия.
Кроме того, в линии для многослойного нанесения текучего вещества на поверхность плоских изделий вальцовым методом, содержащей вальцово-ракельные станки с наносящими вальцами и сушильные камеры между станками, согласно изобретению, расстояние между осями наносящих вальцов каждых последующего и предыдущего станков выбрано не большим длины обрабатываемого изделия, а между этими вальцами расположена по меньшей мере одна опора, поддерживающая и направляющая обрабатываемое плоское изделие, причем посредине между наносящими вальцами последующего и предыдущего станков расположена одна опора.
Благодаря тому, что расстояние между осями наносящих вальцов каждого последующего и предыдущего станков не более половины длины обрабатываемого изделия, появляется возможность отказа от установки опорных и подающих (транспортных) средств. Обрабатываемое плоское изделие, перемещаемое по ходу технологического процесса наносящим вальцем предыдущего станка, подхватывается наносящим вальцем следующего станка, что обеспечивается необходимым расстоянием (не более половины длины обрабатываемого изделия) между осями соответствующих наносящих вальцов. В результате такого усовершенствования наносящие вальцы одновременно выполняют функции как наносящих, так и транспортирующих средств.
Благодаря тому, что расстояние между осями наносящих вальцов каждого последующего и предыдущего станков не более длины обрабатываемого изделия, а между ними расположена по крайней мере одна опора, наносящий валик последующего станка успевает подхватить обрабатываемое плоское изделие прежде, чем это изделие отойдет от наносящего вальца предыдущего станка, опора (опоры) поддерживает обрабатываемое плоское изделие в нужном положении, пока оно соприкасается только с наносящим валиком предыдущего или последующего станка. Данная конструкция линии позволяет совместить функции наносящего и транспортирующего средств, отказаться от специального транспортирующего (подающего) средства и, следовательно, упростить и удешевить устройство.
Установка одной опоры посредине между наносящими вальцами позволяет последним выполнять две функции нанесение текучего вещества и транспортировку плоских изделий в процессе нанесения на них этого вещества. Это возможно потому, что наносящий валик (или пара наносящих вальцов) последующего станка успевает захватить для транспортировки плоское изделие прежде, чем оно выйдет из соприкосновения с наносящим вальцем (или парой наносящих вальцов) предыдущего станка, а опора, расположенная посредине пролета между наносящими вальцами, поддерживает обрабатываемое плоское изделие в нужном положении.
Изобретение создает технический эффект, состоящий в упрощении и удешевлении конструкции благодаря выполнению наносящими вальцами одновременно и функции транспортирующих вальцов, и появляется возможность отказа от установки опорных и подающих (транспортных) средств.
На фиг. 1 показана схема линии для многослойного нанесения текучего вещества на плоские изделия (без промежуточных опор и с нанесением текучего вещества на две стороны плоского изделия); на фиг. 2 схема линии для многослойного нанесения текучего вещества на плоские изделия (без промежуточных опор и с нанесением текучего вещества на нижнюю сторону плоского изделия); на фиг. 3 схема линии для многослойного нанесения текучего вещества на плоские изделия (с опорой и с нанесением текучего вещества на две стороны плоского изделия); на фиг. 4 схема опоры в виде двух пар роликов; на фиг. 5 схема опоры в виде двух роликов в форме катушек; на фиг. 6 схема опоры в виде двух опор скольжения; на фиг. 7 схема линии для многослойного нанесения текучего вещества на плоские изделия (с опорой и с нанесением текучего вещества на верхнюю поверхность плоского изделия); на фиг. 8 схема линии для многослойного нанесения текучего вещества на плоские изделия (с опорой и с нанесением текучего вещества на нижнюю поверхность плоского изделия).
Пример 1 (фиг. 1). Линия для многослойного нанесения текучего вещества, например краски, на поверхность плоских изделий вальцовым методом включает три пары наносящих вальцов 1б, расположенных по ходу обрабатываемого изделия 7. В контакте с каждым наносящим вальцом 1б расположены дозирующие валики 8-13, каждый из которых частично погружен в одну из ванн 14-19 с наносимым текучим веществом, например, краской. Между группами вальцов расположены сушильные камеры 20-23. Расстояние А между осями наносящих вальцов 1-3, 2-4, 3-5, 4-6, не более половины длины обрабатываемого плоского изделия 7. Наносящие вальцы 1-6 непосредственно или кинематически связаны с приводом или приводами (на чертеже не показаны).
В процессе работы дозирующие вальцы 8-13 захватывают текучее вещество (краску) из ванн 14-19 и передают это вещество (краску) через наносящие вальцы 1-6 на верхнюю и нижнюю поверхности обрабатываемого плоского изделия 7, которое захватывается первой парой наносящих вальцов 1, 2 и второй парой наносящих вальцов 3, 4. Первая пара наносящих вальцов 1, 2 и вторая пара наносящих вальцов 3, 4 не только наносят текучее вещество (краску) на верхнюю и нижнюю поверхности обрабатываемого плоского изделия 7, но и транспортируют обрабатываемое плоское изделие 7 в том числе и через сушильные камеры 21-23. До того, как обрабатываемое плоское изделие 7 выходит из контакта с первой парой наносящих вальцов 1, 2, оно уже захватывается третьей парой наносящих вальцов 5, 6, так как расстояние А между парами наносящих вальцов 1-3: 2-4, 3-5, 4-6, не более половины длины L обрабатываемого плоского изделия 7. Количество пар наносящих вальцов 1-6 может быть и более трех.
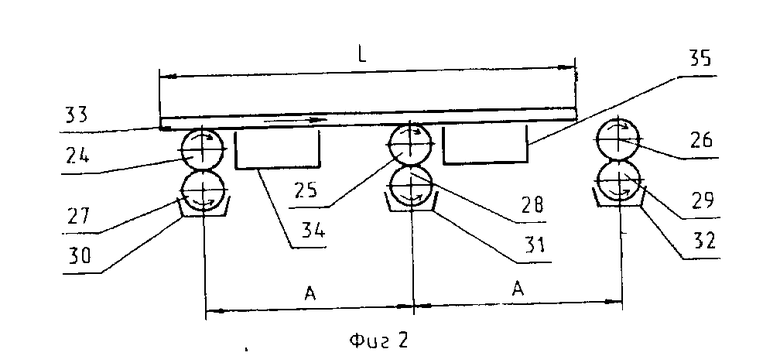
Пример 2 (фиг. 2). Линия для многослойного нанесения текучего вещества, например краски, на поверхность плоских изделий вальцовым методом включает три наносящих вальцов 24, 25, 26, в контакте с которыми находятся дозирующие вальцы 27, 28, 29, частично погруженные в ванны 30, 31, 32 с текучим веществом (краской). Между группами вальцов расположены сушильные камеры 34, 35. Расстояние А между осями наносящих вальцов 24, 25, 26, не более половины длины обрабатываемого плоского изделия 33, опирающегося во время обработки на наносящие вальцы 24, 25, 26, которые непосредственно или кинематически связаны с приводом или приводами (на чертеже не показаны).
В процессе работы дозирующие вальцы 27, 28, 29 захватывают текучее вещество (краску) из ванн 30, 31, 32 и наносят это вещество (краску) на нижнюю поверхность обрабатываемого плоского изделия 33, которое силой своего веса прижимается последовательно к каждому из трех наносящих вальцов 24, 25, 26, которые одновременно выполняют функцию и подающих устройство. В процессе транспортирования также происходит сушка в камерах 34, 35. До того, как обрабатываемое плоское изделие 33 выходит из контакта с первым наносящим вальцом 24, оно уже подхватывается третьим наносящим вальцом 26, так как расстояние А между наносящими вальцами 24, 25, 26 не более половины длины L обрабатываемого плоского изделия 33. Таким образом, благодаря вышеуказанному расстоянию А между осями наносящих вальцов 24, 25, 26 обеспечивается подача (транспортировка) обрабатываемого изделия 33 наносящими вальцами 24, 25, 26 при отсутствии специальных подающих вальцов или других подающих устройств. Количество наносящих вальцов 26, 25, 26 может быть и более трех.
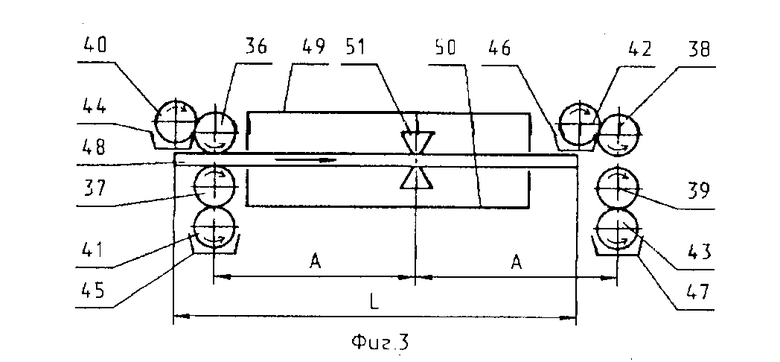
Пример 3 (фиг. 3, 4, 5, 6). Линия для многослойного нанесения текучего вещества, например, краски, на поверхность плоских изделий впальцовым методом включает две пары наносящих вальцов 36, 37, 38, 39, расположенных по ходу обрабатываемого изделия 48. В контакте с каждым наносящим вальцом 36, 37, 38, 39 расположены дозирующие вальцы 40, 41, 42, 43, каждый из которых частично погружен в одну из ванн 44, 45, 46, 47 с наносимым текучим веществом, например, краской. Между группами вальцов расположены сушильные камеры 49, 50. Расстояние А между осями наносящих вальцов 36-36, 38-39, не более длины обрабатываемого плоского изделия 48. Наносящие вальцы 36, 37, 38, 39 непосредственно или кинематически связаны с приводом или приводами (на чертеже не показаны). Посредине между парами наносящих вальцов 36-37, 38-39, расположена опора 51, поддерживающая обрабатываемое плоское изделие 48, соприкасаясь лишь с боковыми поверхностями последнего. Варианты возможного выполнения опоры 51 показаны на фиг. 4.
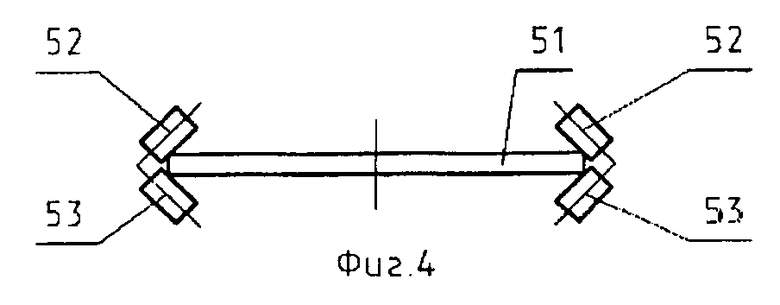
Опора 51 может быть выполнена (фиг. 4) в виде нижних роликов 52 и верхних роликов 53. Оси вращения нижних роликов 52 и верхних роликов 53 расположены наклонно. Таким образом, нижние ролики 52 и верхние ролики 53 соприкасаются только с ребрами обрабатываемого плоского изделия 48.
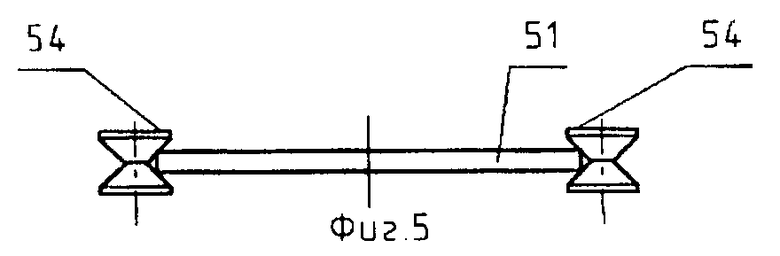
Опора 51 может быть выполнена (фиг. 5) в виде двух роликов 54, выполненных в форме катушек с двумя коническими рабочими поверхностями, соприкасающимися только с ребрами обрабатываемого плоского изделия 48.
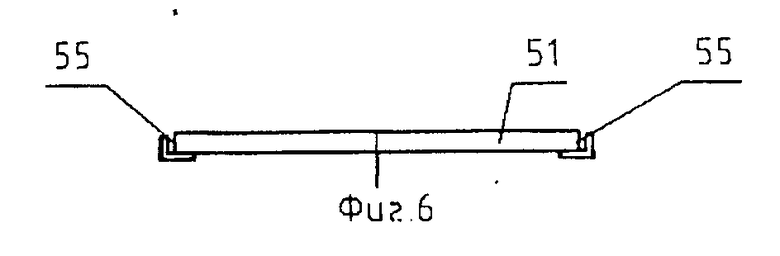
Опора 51 может быть выполнена (фиг. 6) в виде двух опор 55 скольжения, имеющих сечение в форме уголка.
В процессе работы дозирующие вальцы 41, 42, 43, 44 захватывают текучее вещество (краску) из ванн 45, 46, 47, 48 и передают это вещество (краску) через наносящие вальцы 36, 37, 38, 39, на верхнюю и нижнюю поверхности обрабатываемого плоского изделия 48. Наносящие вальцы 36, 37, 38, 39 выполняют одновременно и функцию транспортирующих устройств, то есть перемещают обрабатываемое плоское изделие 48, в том числе и через сушильные камеры 49, 50. Совмещение этих функций обеспечивается тем, что расстояние А между осями наносящих вальцов 36, 37, 38, 39 не более длины обрабатываемого плоского изделия 40. Когда обрабатываемое плоское изделие 40 захвачено только одной парой наносящих вальцов 36 и 37 (или 38 и 39), обрабатываемое плоское изделие 40 удерживается в нужном положении опорой 51.
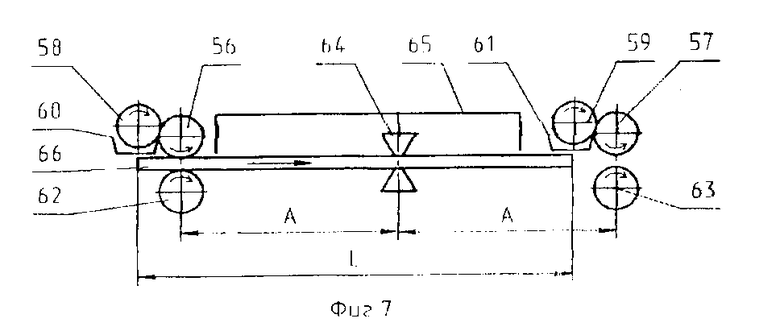
Пример 4 (фиг. 7). Линия для многослойного нанесения текучего вещества, например, краски, на поверхность плоских изделий вальцовым методом включает два наносящих вальца 56, 57, находящихся в соприкосновении с каждым из двух дозирующих вальцов 58, 59, две ванны 60, 61 с наносимым текучим веществом, например, краской, в которое частично погружены дозирующие вальцы 58, 59, два поддерживающих валика 62, 63, опору 64, выполненную по одному из вариантов, показанных на фиГ. 5, 6 или 7 и описанных в примере 3. Между группами вальцов расположена сушильная камера 65. Наносящие вальцы 56, 57 непосредственно или кинематически связаны с приводом (на чертежах не показан), с приводом могут быть связаны и поддерживающие валики 62, 63. Наносящие вальцы 56, 57, поддерживающие валики 62, 63, и опора 64 находятся в соприкосновении с обрабатываемым плоским изделием 66. Оси наносящих вальцов 56, 57 находятся на расстоянии А не более длины L плоского обрабатываемого изделия 66. Опора 64 расположена посредине между осями наносящих вальцов 56, 57.
В процессе работы дозирующие вальцы 58, 59 захватывают текучее вещество (краску) из ванн 60, 61 и передают это вещество (краску) через наносящие вальцы 56, 57 на верхнюю поверхность обрабатываемого плоского изделия 66. Наносящие вальцы 56, 57 выполняют одновременно и функцию транспортирующих устройств, то есть перемещают обрабатываемое плоское изделие 66, в том числе и через сушильную камеру 65. Так как расстояние А между осями наносящих вальцов 56, 57 не более длины L обрабатываемого плоского изделия 66, последнее в процессе обработки находится в соприкосновении по меньшей мере с одним из наносящих вальцов 56 или 57. Это обеспечивает надежную транспортировку обрабатываемого плоского изделия 66. Расположение опоры 64 посредине между осями наносящих вальцов 56, 57 обеспечивает поддержку обрабатываемого плоского изделия 66 в нужном положении.
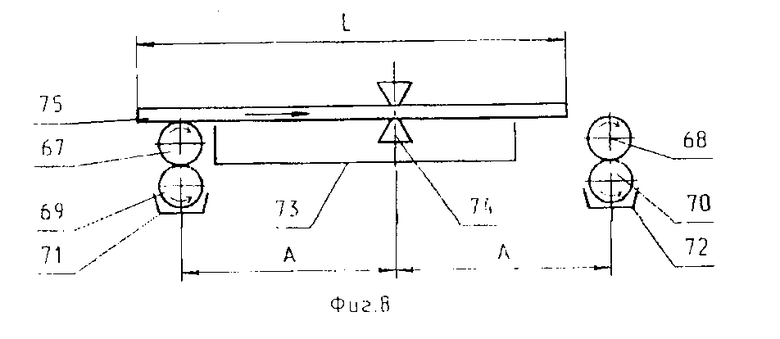
Пример 5 (фиг. 8). Линия для многослойного нанесения текучего вещества, например краски, на поверхность плоских изделий вальцовым методом включает два наносящих вальца 67, 68, находящихся в соприкосновении с каждым из двух дозирующих вальцов 69, 70, две ванны 71, 72 с наносимым текучим веществом, например, краской, в которое частично погружены дозирующие вальцы 69, 70. Между наносящими вальцами 67, 68 расположена сушильная камера 73. Посредине между наносящими вальцами 67, 68 расположена опора 74. На наносящие вальцы 67, 68 и опору 74 опирается обрабатываемое плоское изделие 75. Наносящие вальцы 67, 68 непосредственно или кинематически связаны с приводом (на чертеже не показан). Конструкция опоры 74 может быть такой, как показана на фиг. 4, 5 или 6 и описана в примере 3.
В процессе работы дозирующие вальцы 69, 70 захватывают текучее вещество, например, краску, из ванн 71, 72, передают его на наносящие валики 67, 68. Последние, вращаясь, захватывают и перемещают обрабатываемое плоское изделие 75, одновременно нанося на его нижнюю поверхность текучее вещество, например, краску. Обрабатываемое плоское изделие 75 прижимается к наносящим вальцам 67, 68 силой тяжести. Так как расстояние А между осями наносящих вальцов 67, 68 не более длины L обрабатываемого плоского изделия 75, последнее в процессе обработки находится в соприкосновении по меньшей мере с одним из наносящих вальцов 67 или 68. Это обеспечивает надежную транспортировку обрабатываемого плоского изделия 75. Опоры 74 поддерживает обрабатываемое плоское изделие 75 в нужном положении, когда последнее опирается на один из наносящих вальцов 67, 68. Количество опор может быть больше одной.
Приведенные примеры не исчерпывают всех возможных модификаций осуществления изобретения. Количество наносящих и дозирующих вальцов может быть и больше, чем показано в примерах. Может быть установлено и большее количество опор. Однако во всех случаях сохраняется основной изобретательский замысел расстояние А между осями наносящих вальцов не может быть больше половины длины L обрабатываемого плоского изделия (при отсутствии опор) или длины L обрабатываемого плоского изделия (при наличии опор).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СКЛЕИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2162750C2 |
| Линия технологической обработки щитовых изделий | 1988 |
|
SU1549880A1 |
| Линия комплексной отделки щитовых деталей мебели | 1989 |
|
SU1676833A1 |
| Линия комплексной отделки щитовых деталей мебели | 1988 |
|
SU1574488A1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |
| Линия декоративной отделки листовых плитных материалов и конструкций на их основе | 1991 |
|
SU1837995A3 |
| Станок для нанесения вязких составов | 1982 |
|
SU1085642A1 |
| СПОСОБ ПОМОЛА ЗЕРНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2181308C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА ПЛЕНКУ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЛЕНКИ С ИСПОЛЬЗОВАНИЕМ ЭТОГО УСТРОЙСТВА НАНЕСЕНИЯ | 2016 |
|
RU2721132C1 |
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ТВЕРДУЮ ПОДЛОЖКУ И УСТАНОВКА ДЛЯ ВЫПОЛНЕНИЯ СПОСОБА | 1997 |
|
RU2136395C1 |
Использование: для нанесения лакокрасочных покрытий на плоские заготовки. сущность изобретения: в линии для многослойного нанесения текучего вещества на поверхность плоских изделий вальцовым методом расстояние между осями наносящих вальцов каждых последующего и предыдущего станков выбрано не большим половины длины обрабатываемого изделия. Кроме того, расстояние между осями наносящих вальцов каждых последующего и предыдущего станков выбрано не большим длины обрабатываемого изделия. Между этими вальцами расположена по меньшей мере одна опора, поддерживающая и направляющая обрабатываемое плоское изделие. Посередине между наносящими вальцами последующего и предыдущего станков расположена одна опора. 3 с. и 1 з.п. ф-лы, 8 ил.
| Линия декоративной отделки листовых плитных материалов и конструкций на их основе | 1991 |
|
SU1837995A3 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
