Изобретение относится к машиностроению, а именно к обработке металлов резанием с применением шлифовальных кругов и смазочно-охлаждающих технологических средств (СОТС), и может быть использовано на операциях шлифования заготовок из различных материалов.
В настоящее время значительно возросла стоимость шлифовальных кругов, что делает актуальной задачу резкого сокращения расхода шлифовальных кругов на единицу объема сошлифованного металла, что может быть достигнуто за счет повышения их стойкости.
Заявляемое изобретение направлено на решение задачи, заключающейся в повышении стойкости шлифовальных кругов и соответственно уменьшении их расхода.
Известен шлифовальный круг, импрегнированный СОТС в процессе изготовления круга (см. Островский В.И. Импрегнирование абразивного инструмента. -М. НИИМАШ, 1983, 72 с.).
Известен шлифовальный круг, в котором выполнены радиальные каналы, которые могут быть расположены в несколько рядов и через которые в процессе шлифования подается в рабочую зону смазочно-охлаждающая жидкость (СОЖ) (см. Л. В. Худобин. Новые специальные шлифовальные круги. Ученые записки./Ульян. Гос. пед. ин-т им. И.Н.Ульянова. Сер. Техника Саратов, 1967, Т. 21, вып. 8. С. 178 185).
Недостатком описанных аналогов является то, что они в недостаточной мере обеспечивают эффективное смазочное действие в зоне контакта, что, в конечном итоге, сказывается на величине расхода шлифовального круга и его стойкости. Кроме того, при подаче СОЖ через каналы в круге необходимо применять достаточно сложные устройства для подвода СОЖ к каналам через центральное отверстие вращающегося шпинделя шлифовального круга.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа шлифовальный круг, имеющий радиальные и осевые каналы для подачи СОЖ в рабочую зону, которые могут размещаться в шахматном порядке по периферии круга (см. Kore F. Neue Spezialschleifscheiben mit KuhlKanalen. Des Maschinenmorkt, 1961, N 27, s. 7).
У прототипа и заявляемого изобретения имеется сходный существенный признак: наличие в шлифовальном круге осевых каналов.
Недостатком прототипа, так же как и вышеописанных аналогов, является недостаточно эффективное смазочное действие СОЖ в зоне контакта шлифовального круга и заготовки, а также необходимость применения дополнительных устройств для подачи СОЖ через каналы в круге. Указанный недостаток обусловлен тем, что лишь небольшое количество СОЖ попадает в зону контакта, в результате чего не обеспечивается надежная защита режущих и давящих зерен абразивного круга от непосредственного контакта с материалом обрабатываемой заготовки и, в конечном итоге, не достигается оптимальный расход шлифовального круга.
Цель изобретения повышение стойкости шлифовального круга и тем самым уменьшение его расхода.
Для достижения поставленной цели заявляемое изобретение шлифовальный круг содержит следующие общие, выраженные определенными понятиями существенные признаки, совокупность которых направлена на решение только одной, связанной с целью изобретения задачи: шлифовальный круг, содержащий осевые каналы, которые в поперечном сечении имеют форму равнобедренной трапеции; центры каналов расположены на концентрических окружностях, расстояние между которыми меньше высоты трапеции, а минимальный диаметр окружности расположения каналов равен диаметру изношенного круга, на каждой окружности размещено одинаковое число каналов с угловым шагом 2π/n1 (n1 - целое число, большее трех), центры каналов, расположенных на каждой последующей окружности, смещены относительно центров каналов, размещенных на предыдущей окружности, на угол 2π/(n1• n2), где n2 количество концентрических окружностей; каналы заполнены твердой смазкой в процессе изготовления круга.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки и их причинно-следственная связь с целью изобретения: каналы в поперечном сечении имеют форму равнобедренной трапеции; центры каналов расположены на концентрических окружностях, расстояние между которыми меньше высоты трапеции, а минимальный диаметр окружности равен диаметру изношенного круга; на каждой окружности размещено число каналов с угловым шагом 2π/n1, центры каналов на каждой последующей окружности смещены относительно центров каналов на предыдущей окружности на угол 2π/(n1• n2); каналы заполнены твердой смазкой в процессе изготовления круга. Наличие осевых каналов, заполненных твердой смазкой, позволяет существенно усилить смазочное действие СОТС, обеспечить его равномерность по зоне контакта и, как следствие этого, снизить износ и расход шлифовального круга. Расположение центров каналов на концентрических окружностях с шагом 2π/n1 и смещение их относительно друг друга на угол 2π/(n1• n2) позволяет, с одной стороны, обеспечить одинаковую прочность шлифовального круга во всех его осевых сечениях, с другой стороны, обеспечить своевременную и в необходимом количестве смазку всей зоны контакта. Наличие каналов, имеющих в поперечном сечении равнобедренную трапецию, позволяет исключить выпадение твердой смазки под действием центробежных сил в процессе вращения шлифовального круга при "раскрытии" канала в результате износа круга. Размещение концентрических окружностей на расстоянии, несколько меньшим высоты канала (трапеции), обеспечивает гарантированное смазочное действие СОТС независимо от износа круга.
Благодаря наличию системы осевых каналов шлифовальный круг приобретает свойства прерывистого круга со всеми его преимуществами.
По имеющимся у авторов сведениям совокупность существенных признаков, характеризующих сущность заявляемого изобретения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов, сущность заявляемого изобретения не следует явным образом из известного уровня техники, т.к. из него не выявляется вышеуказанное влияние на получаемый технический результат новое свойство объекта - совокупности признаков, которые отличают заявляемое изобретение от прототипа, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе, может быть многократно использована в машиностроении при изготовлении шлифовальных кругов.
Получение технического результата, заключающего в повышении стойкости шлифовальных кругов, позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
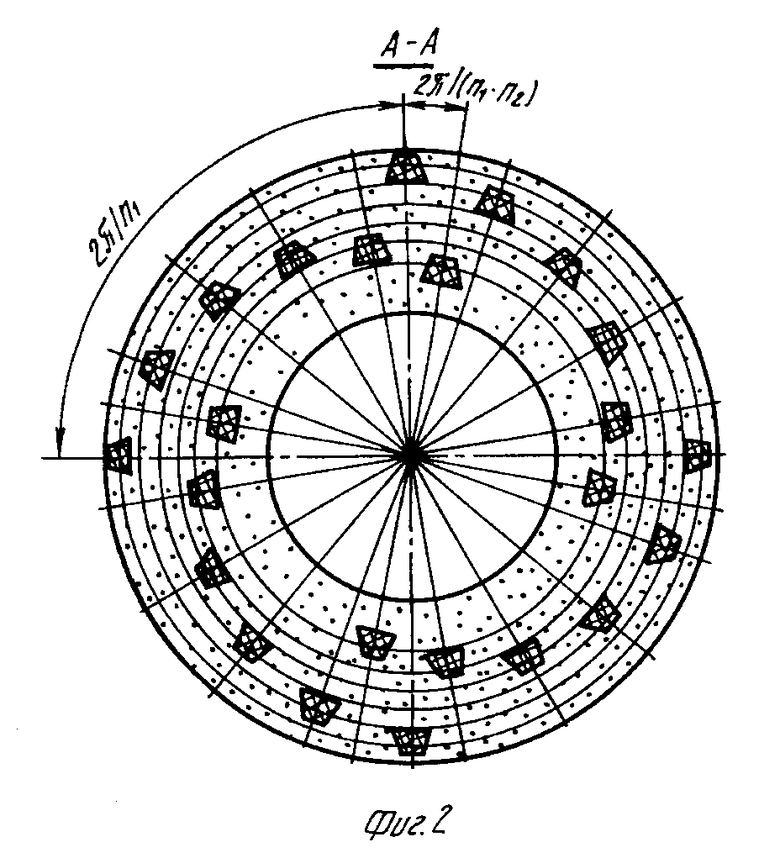
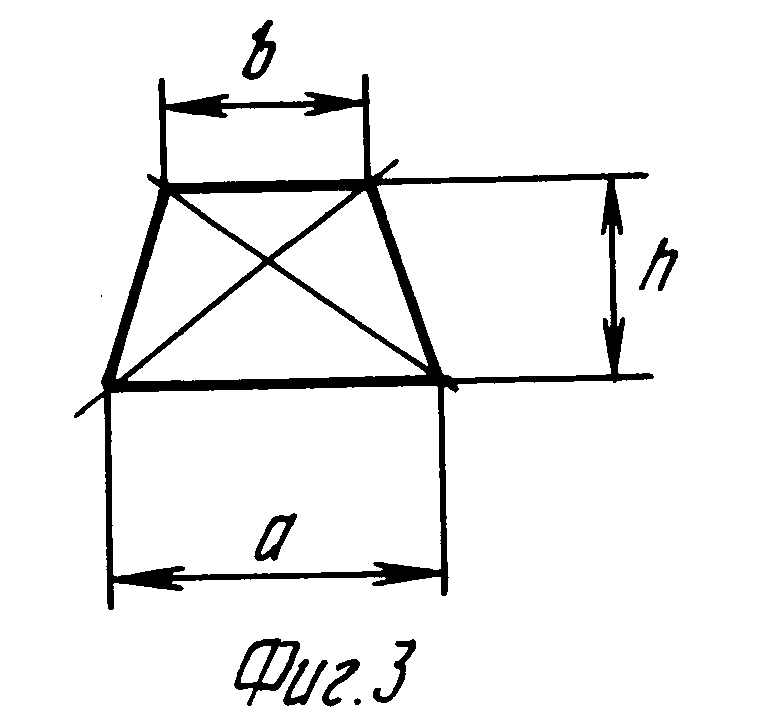
На фиг. 1 представлен общий вид шлифовального круга; на фиг. 2 разрез А-А; на фиг. 3 поперечное сечение канала.
Шлифовальный круг 1 содержит осевые каналы 2, которые в поперечном сечении имеют форму равнобедренной трапеции и заполнены твердой смазкой в процессе изготовления круга. Оси каналов расположены на концентрических окружностях, расстояние между которыми меньше высоты трапеции ΔR, на каждой окружности расположено одинаковое число каналов с угловым шагом 2π/n1, центры каналов на каждой последующей окружности смещены относительно центров каналов, расположенных на предыдущей окружности, на угол 2π/(n1• n2), диаметр ближайшей к оси вращения круга окружности, на которой расположены центры каналов, соответствует диаметру изношенного круга.
Шлифовальный круг работает следующим образом. В процессе шлифования в зону контакта круга с заготовкой периодически попадают каналы, заполненные твердой смазкой. При высоких контактных температурах, свойственных любому процессу шлифования, поверхностный слой твердой смазки переходит в другое агрегатное состояние смазка становится пластичной и равномерно наносится на рабочую поверхность круга и обрабатываемую поверхность заготовки. Одновременно смазкой пропитываются прилегающие к каналу периферийные объемы круга. Благодаря тому и другому обеспечивается эффективное смазочное действие СОТС, предотвращается непосредственный контакт абразивных зерен круга с металлом заготовки, уменьшается тепло-силовая напряженность обработки, сокращается износ круга и улучшается качество шлифовальной поверхности.
Заявляемое решение не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153971C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153972C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153975C2 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153974C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113342C1 |
| АБРАЗИВНЫЙ КРУГ (ВАРИАНТЫ) | 1996 |
|
RU2160661C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153412C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ТОРЦОВОГО ШЛИФОВАНИЯ | 2008 |
|
RU2372182C1 |
Изобретение можно использовать в машиностроении на операциях шлифования заготовок деталей из различных материалов. С целью повышения стойкости шлифовальных кругов в них выполнены осевые каналы, которые в поперечном сечении имеют форму равнобедренной трапеции и заполнены твердой смазкой в процессе изготовления кругов, центры каналов расположены на концентрических окружностях, расстояние между которыми меньше высоты канала (трапеции), на каждой окружности размещено одинаковое число каналов с угловым шагом 2π/n1, центры каналов на каждой последующей окружности смещены относительно центров каналов на предыдущей окружности на угол 2π/(n1• n2). 3 ил.
Шлифовальный круг с равномерно расположенными, выходящими на периферию осевыми каналами, отличающийся тем, что указанные каналы заполнены твердой смазкой и в поперечном сечении имеют форму равнобедренной трапеции, меньшее основание которой обращено к периферии круга, а центры каналов расположены на концентрических окружностях с шагом, меньшим высоты трапеции, причем радиус расположения минимальной окружности соответствует радиусу допустимого износа круга и на каждой окружности размещено одинаковое число каналов с угловым шагом, равным 2π/n1, где n1 целое число более 3, при этом центры каналов на каждой последующей окружности смещены относительно центров каналов на предыдущей окружности на угол, равный 2π/(n1• n2), где n2 количество концентрических окружностей, на которых размещены осевые каналы.
| Kare F Nene Spezial Schleifscheiben mit Kuhlkanalen Des Maschienenmarkt, 1961, N 27, p | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
