Известен способ изготовления железобетонных труб с внутренним полимерным покрытием в виде листа с анкерными ребрами рельсовидной или Т-образной формы, в котором лист полимерного материала или сваренный из него цилиндр (рукав) устанавливают на внутренней форме таким образом, чтобы анкерные ребра были обращены в сторону укладываемого бетона 1. Наиболее близким к преддагаемому является способ изготовления полимербетон-10 ных труб, включающий сборку формы, установку в последнюю эластичного рукава, подачу бетонной смеси под вибровоздействием и последующую термообработку 2. Недостатком известных способов является низкое качество внутренней поверхно-15 сти труб. Цель изобретения - повыщение качества внутренней поверхности труб. Поставленная цель достигается тем, что согласно способу изготовления полимербетонных труб включающем сборку формы, установку в последнюю эластичного рукава, подачу бетонной смеси под вибровоздействием и последующую термообработку, эластичный рукав перед подачей бетонной смеси растягивают на 2-3% со скоростью25 0,5;-3 см/мин. На чертеже схематично изображена форма для осуществления способа изготовления полимербетонных труб. Форма состоит из съемного поддона 1, центрирующего (калибровочного)- кольца 2,зо раздвижного сердечника 3, раструбообразователя 4, наружной формы 5, загрузочного конуса 6, навесных вибраторов 7. Показан также установленный на раздвижной сердечник 3 комплект полиэтиленовой облицовки 8 в виде эластичного рукава с арматурным каркасом 9. Изготовление полимербетонных труб с применением предлагаемой формы выполняют следующим образом, В очищенную от остатков бетона горизонтально уложенную и смазанную наружную полуформу укладывают комплект полиэтиленовой облицовки 8 в виде эластичного рукава вместе с арматурным каркасом 9, далее устанавливают вторую полуформу и соединяют с первой при помощи откидных болтов. На съемный поддон 1 устанавливают центрирующее (калибровочное) кольцо 2 и наружную форму 5, собранную из двух полуформ, вместе с комплектом полиэтиленовой облицовки 8 в виде эластичного рукава и арматурным каркасом 9. Устанавливают раздвижной сердечник 3 и раструбообразователь 4, после чего разжимают сердечник с таким расчетом, чтобы эластичный рукав был растянут в поперечном направлении на 2-3% со коростью 0,5- 3 см/мин. в таком положении сердечник фиксируют устанавливают загрузочный конус б, навешивают вибраторы 7 и бетонируют трубу. После термообработки трубы сердечник 3 возвращают в исходное положение, снимают раструбообразователь, извлекают сердечник, наружную форму отсоединяют от поддона и переводят ее в горизонтальное положение, форму разбирают и извлекают трубу. Далее цикл повторяется, Использование предлагаемого способа позволяет повысить качество внутренней поверхности трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРБЕТОННЫХ ТРУБ И ОПАЛУБКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2091220C1 |
| Железобетонная труба и способ ее изготовления | 1988 |
|
SU1681115A1 |
| Сердечник | 1980 |
|
SU893547A2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРБЕТОННЫХ ТРУБ | 1999 |
|
RU2152303C1 |
| Способ изготовления виброгидропрессованных раструбных труб из бетонных смесей и устройство для его осуществления | 1983 |
|
SU1278230A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1990 |
|
SU1747281A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1985 |
|
SU1346435A1 |
| Установка для изготовления напорных труб | 1972 |
|
SU442070A1 |
| Сердечник для формования бетонных и железобетонных трубчатых изделий с пленочной полимерной облицовкой | 1978 |
|
SU735407A1 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1986 |
|
SU1329985A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРБЕТОННЫХ ТРУБ, включающий сборку формы, установку в последнюю эластичного рукава, подачу бетонной смеси под вибровоздействием и последующую термообработку, отличающийся тем, что, с целью повыщения качества внутренней поверхности труб, эластичный рукав перед подачей бетонной смеси растягивают на 2-3% со скоростью 0,5-3 см/мин.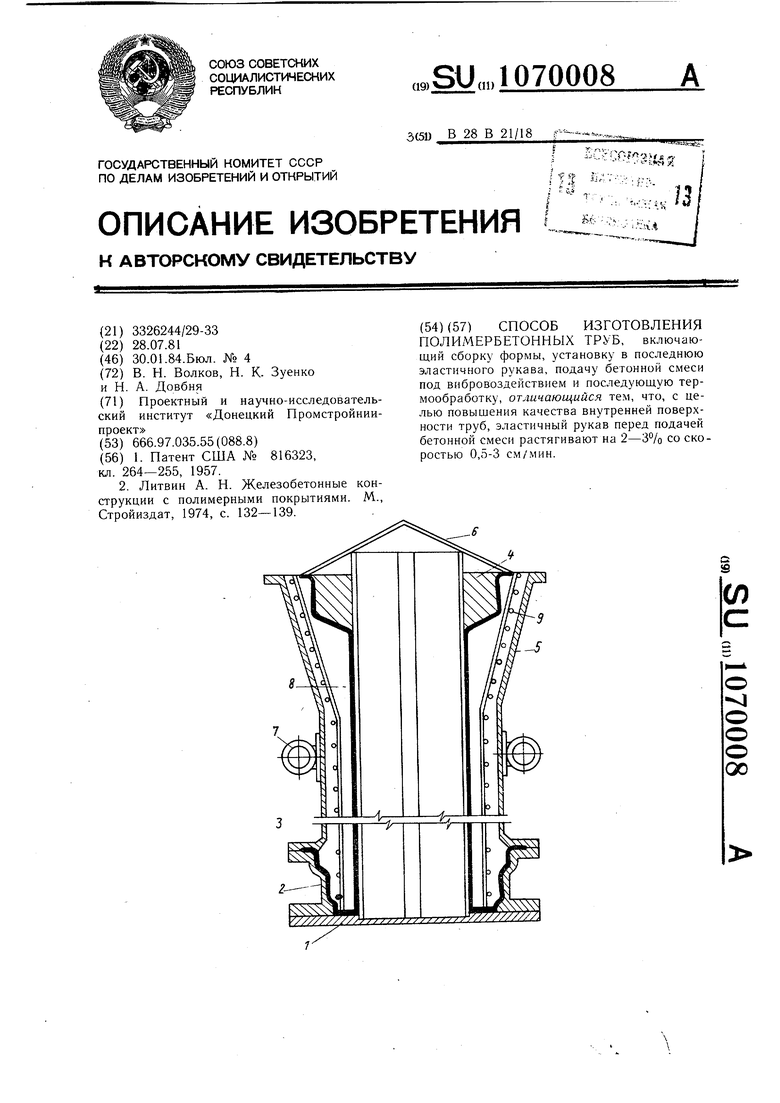
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 816323, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литвин А | |||
| Н | |||
| Железобетонные конструкции с полимерными покрытиями | |||
| М., Стройиздат, 1974, с | |||
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
| (Л с 00 (54) | |||
