Настоящее изобретение относится к усовершенствованной конструкции высокоскоростной производственной установки для выполнения операций механической обработки, которая была раскрыта в итальянской заявке на патент TO91U 000132 на имя заявителя по настоящей заявке, а также в соответствующей заявке на Европатент EP-0 517 168.
В вышеуказанных заявках раскрывается высокоскоростная производственная установка для выполнения операций механической обработки, которая содержит:
станину,
первые салазки, установленные с возможностью скольжения вдоль первой горизонтальной оси на станине,
вторые салазки, установленные с возможностью скольжения на первых салазках вдоль второй горизонтальной оси, перпендикулярной первой горизонтальной оси, причем вторые салазки имеют нижнюю плоскость скольжения, которая наклонена под углом, меньшим, чем 90o, по отношению к горизонтальной плоскости,
третьи салазки, установленные с возможностью скольжения вдоль третьей вертикальной оси на вторых салазках и несущие инструментальную бабку, и
инструментальный магазин для инструментальной бабки, имеющий опорный корпус, оснащенный средствами для крепления множества инструментов, каждый из которых предусмотрен со средствами для быстрого соединения с инструментальной бабкой; причем опорный корпус неподвижен по отношению к станине, а бабка приспособлена для того, чтобы захватывать и устанавливать инструменты в неподвижный магазин, чтобы выполнить различные операции в цикле механической обработки детали, подлежащей обработке.
Благодаря вышеописанному наклонному расположению вышеописанной плоскости скольжения вторых салазок достигается то, что во взаимодействующих направляющих образуются меньшие напряжения, а также в результате появляется возможность более быстрого смещения подвижных масс, что обеспечивает повышение производительности.
При обработке детали предусмотрена установка и захват инструментов из неподвижного инструментального магазина самой инструментальной бабкой, так что она может выполнять все операции механической обработки по программе для данной детали. Однако, когда срок службы инструмента (период стойкости) в неподвижном магазине подходит к концу вследствие износа или разрушения, он должен быть заменен, что можно выполнить путем остановки станка с имеющей место в результате этого потерей времени.
Целью настоящего изобретения является дальнейшее усовершенствование производственной установки, предложенной ранее заявителем, которое позволяет заменять сломанные или изношенные инструменты без какой-либо потери времени производственного цикла.
Чтобы достичь этой цели, производственная установка, составляющая предмет настоящего изобретения, оснащена подвижным инструментальным магазином для инструментальной бабки, причем подвижный магазин имеет опорный корпус, оснащенный средствами для крепления множества инструментов, каждый из которых предусмотрен со средствами для быстрого соединения с инструментальной бабкой, и тем, что опорный корпус подвижного магазина может смещаться между рабочим положением, при котором он находится рядом с рабочей зоной инструментальной бабки, чтобы обеспечить возможность инструментальной бабке выгрузить сломанный или изношенный инструмент в подвижный магазин и захватить новый инструмент, имеющийся в подвижном магазине, и нерабочим положением, в которой корпус находится на некотором расстоянии от рабочей зоны инструментальной бабки, так что обеспечивается возможность замены сломанных или изношенных инструментов (13) без создания каких-либо помех рабочему циклу инструментальной бабки (10).
Благодаря вышеуказанным признакам производственная установка согласно изобретению может автоматически заменять инструменты, срок службы которых закончен, без каких либо потерь времени производственного цикла. Когда инструмент, который установлен в инструментальную бабку, оказывается в указанном состоянии, бабка устанавливает этот инструмент не в неподвижный магазин, а в подвижный магазин, после того как последний переведен в свое рабочее положение, и захватывает новый инструмент, также имеющийся в подвижном магазине, после чего последний может быть снова переведен в свое нерабочее положение. В конце операции механической обработки с использованием нового инструмента бабка может установить этот инструмент в неподвижный магазин, причем все вышеперечисленные операции выполняются без какой-либо потери времени производственного цикла.
Дополнительные признаки и преимущества производственной установки согласно изобретению станут очевидными из нижеследующего описания со ссылками на приложенные графические материалы, приведенные исключительно в качестве неограничивающего примера, в которых:
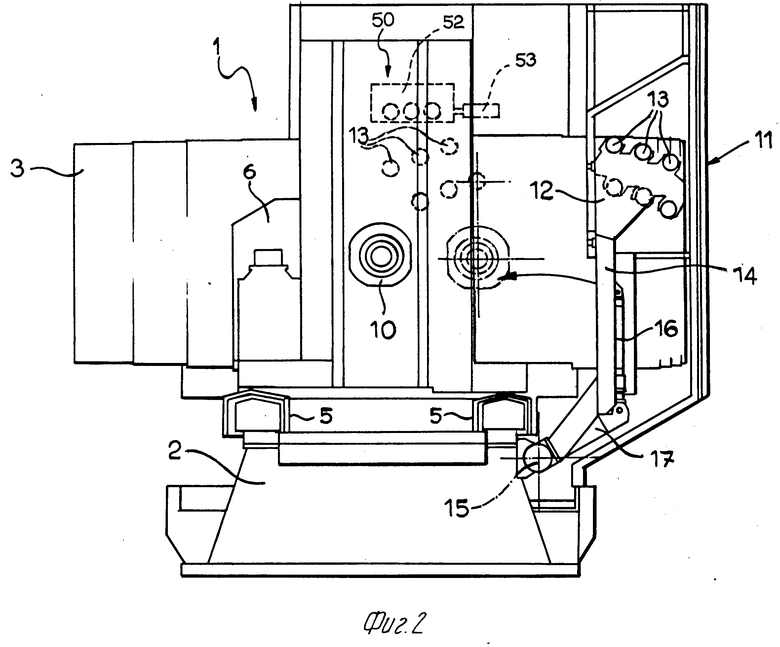
Фиг.1 представляет собой вертикальный вид сбоку производственной установки согласно изобретению, выполненный с частичным разрезом;
Фиг.2 представляет собой вид спереди по стрелке II на фиг. 1;
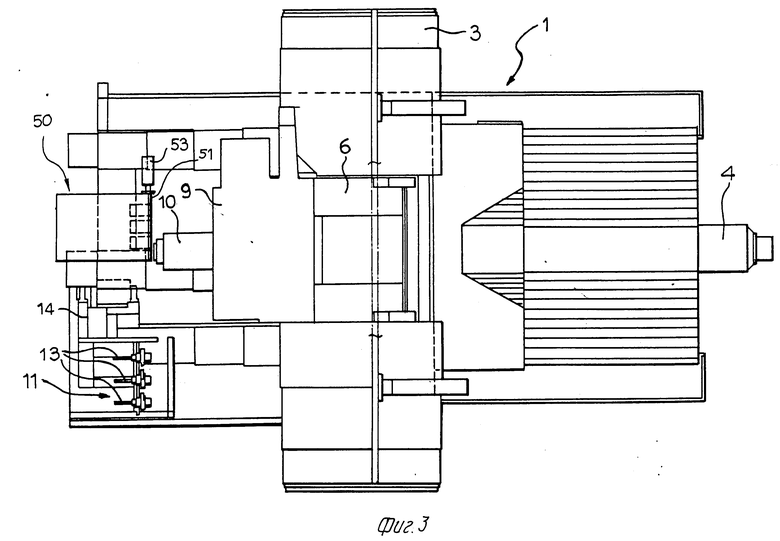
Фиг.3 представляет собой вид сверху по стрелке III на фиг. 1;
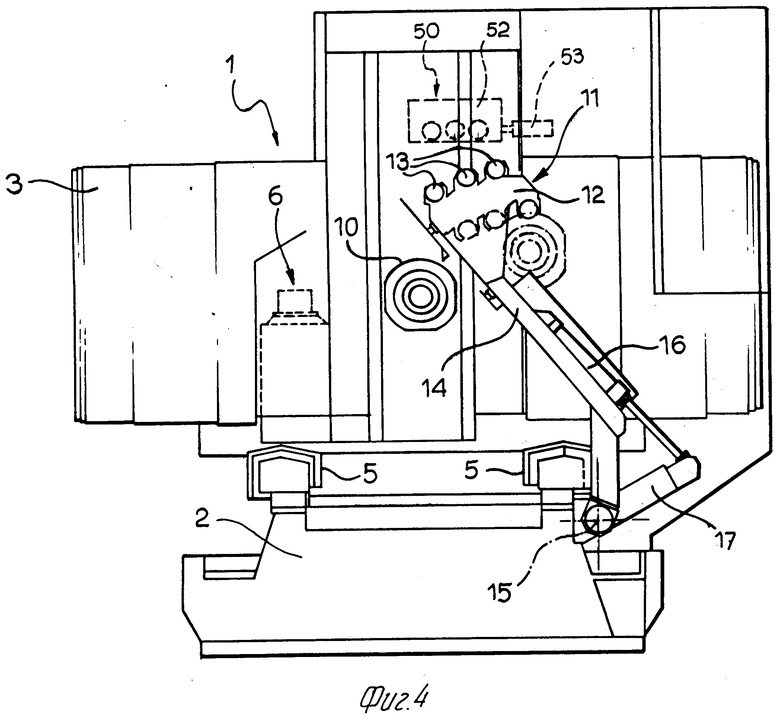
Фиг. 4 представляет собой вид, соответствующий виду по фиг. 2, который показывает производственную установку в другом рабочем положении.
На графических материалах позицией 1 в целом обозначена высокоскоростная производственная установка для выполнения операций механической обработки, имеющая станину 2. Первые салазки 3 установлены с возможностью скольжения на станине 2 вдоль первой горизонтальной оси Х и приводятся в движение узлом 4 привода с электродвигателем, который расположен на некотором расстоянии вверх по отношению к нижней плоскости скольжения салазок 3, заданной направляющими 5 (фиг. 4), установленными на станине 2.
Вторые салазки 6 установлены с возможностью скольжения на первых салазках 3 вдоль второй горизонтальной оси V, которая перпендикулярна первой горизонтальной оси X. Салазки 6 имеют нижнюю плоскость 7 скольжения, заданную направляющими 8, выполненными на салазках 3, которая наклонена под углом А, меньшим, чем 90o, и предпочтительно составляющим 45o, по отношению к горизонтальной плоскости.
Третьи салазки 9 установлены с возможностью скольжения на вторых салазках 6 вдоль вертикальной оси Z и несут инструментальную бабку 10.
Установка 1 также оснащена неподвижным магазином 50 для различных инструментов 13, которые предназначены для выполнения различных операций, предусмотренных циклом обработки данной детали. Неподвижный магазин 50 имеет базовую деталь 51, оснащенную средствами любого известного типа (например, зажимными приспособлениями или упругими захватами) для крепления инструментов 13. При обработке инструментальная бабка 10 может сама устанавливать и захватывать инструменты в неподвижном магазине 50 (который может быть предусмотрен с подвижным экраном 52, приводимым гидро- или пневмоцилиндром (53), чтобы выполнить цикл обработки детали по программе.
Согласно изобретению вышеописанная производственная установка дополнительно оснащена подвижным инструментальным магазином 11, имеющим опорный корпус 12 с множеством гнезд, которые предназначены для установки в них нескольких инструментов 13.
Опорный корпус 12 оснащен средствами любого известного типа, например, зажимными приспособлениями или упругими захватами, для фиксации инструментов в их гнездах. Детали конструкции, относящиеся к этим средствами фиксации инструментов, также не приводятся, поскольку, как уже упоминалось, такие средства могут быть любого известного типа, а их конструкция, взятая сама по себе, не лежит в рамках объема настоящего изобретения. Кроме того, отсутствие этих деталей конструкции на графических материалах облегчает понимание последних.
Как показано в графических материалах и, в частности на фиг. 2 и 4, опорный корпус 12 магазина 11 крепится к концу траверсы (штанги) 14, которая установлена на станине 2 с возможностью поворота вокруг горизонтальной оси 15. Поворот траверсы 14 может осуществляться с помощью гидро- или пневмоцилиндра 16, установленного между траверсой 14 и жестко закрепленным кронштейном 17, присоединенным к станине 2, так что корпус 12 может смещаться между рабочим положением, показанным на фиг. 4, и нерабочим положением, показанным на фиг. 2.
Когда магазин 11 находится в своем рабочем положении, показанном на фиг. 4, инструменты 13 расположены рядом с рабочей зоной инструментальной бабки 10. В этом положении салазки производственной установки могут приводиться в движение таким образом, чтобы инструментальная бабка 10 оказалась в положении, при котором она обращена к пустому гнезду под инструмент магазина 11, так что инструмент, ранее установленный в инструментальную бабку 10, может быть автоматически установлен в магазин 11. Сразу после этого инструментальную бабку 10 можно перевести в положение перед инструментом 13, находящимся в магазине 11, так что инструмент может захватываться инструментальной бабкой. Когда эта операция выполнена, магазин 11 может быть отведен назад в свое нерабочее положение, показанное на фиг. 2.
Как уже было показано, при работе станка бабка использует инструменты только из неподвижного магазина до тех пор, пока они находятся в рабочем состоянии. Когда инструмент, который в определенное время находился в инструментальной бабке, ломается или каким-либо образом вырабатывает свой ресурс (период стойкости) до конца, он выгружается не в неподвижный магазин, а в подвижный магазин, когда этот магазин переведен в свое рабочее положение.
В подвижном магазине также содержится новый инструмент того же типа, который может быть захвачен бабкой. В этот момент времени магазин 11 можно переместить обратно в его нерабочее положение, а бабка 10 может снова начинать обработку, при этом не возникает никакой необходимости в остановке станка, поскольку сломанный инструмент выгружается в магазин 11 не создавая никаких помех операции механообработки.
С этой целью количество гнезд, имеющихся в подвижном магазине 11 предпочтительно в два раза превышает число гнезд в неподвижном магазине, причем одна половина этих гнезд занята комплектом новых инструментов, а другая половина пустая.
Естественно, что при сохранении того же принципа изобретения детали конструкции и варианты исполнения могут в значительной степени отличаться от описанных и изображенных исключительно в качестве примера, не отходя от объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТОЧЕЧНОЙ СВАРКИ КОНСТРУКЦИЙ, ОБРАЗУЕМЫХ ИЗ МЕТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ, В ЧАСТНОСТИ, КУЗОВОВ АВТОМОБИЛЕЙ ИЛИ ИХ ПОДСБОРОК | 1997 |
|
RU2168403C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ АВТОМОБИЛЬНОГО КУЗОВА ИЛИ ЕГО УЗЛОВ И СПОСОБ СБОРКИ АВТОМОБИЛЬНОГО КУЗОВА ИЛИ ЕГО УЗЛОВ | 1998 |
|
RU2148517C1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| УСТРОЙСТВО ДЛЯ ТОЧЕЧНОЙ СВАРКИ КОНСТРУКЦИЙ ИЗ ШТАМПОВАННЫХ ЭЛЕМЕНТОВ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2090331C1 |
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| Многооперационный фрезерно-расточный станок | 1982 |
|
SU1065134A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА И СПОСОБ СМЕНЫ ИНСТРУМЕНТА НА ЭТОМ СТАНКЕ | 2001 |
|
RU2210466C2 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ КОНСТРУКЦИЙ | 1992 |
|
RU2062687C1 |
| Устройство для автоматическойСМЕНы иНСТРуМЕНТОВ HA МЕТАллО-РЕжущЕМ CTAHKE | 1978 |
|
SU852163A3 |
Использование: машиностроение, в частности оборудование для выполнения механической обработки деталей. Сущность изобретения: производственная установка для выполнения механических операций имеет первые горизонтальные салазки (3), вторые салазки (6), установленные с возможностью скольжения в горизонтальном направлении, перпендикулярном направлению скольжения первых салазок (3), и третьи салазки, скользящие в вертикальном направлении и несущие инструментальную бабку (10). Помимо неподвижного инструментального магазина (50), установка имеет подвижный инструментальный магазин (11), который может смещаться между рабочим положением рядом с рабочей зоной инструментальной бабки (10) и нерабочим положением, находящимся на определенном расстоянии от рабочей зоны, в котором выполняется замена сломанных или изношенных инструментов без какой-либо потери времени производственного цикла. 4 з.п. ф-лы, 4 ил.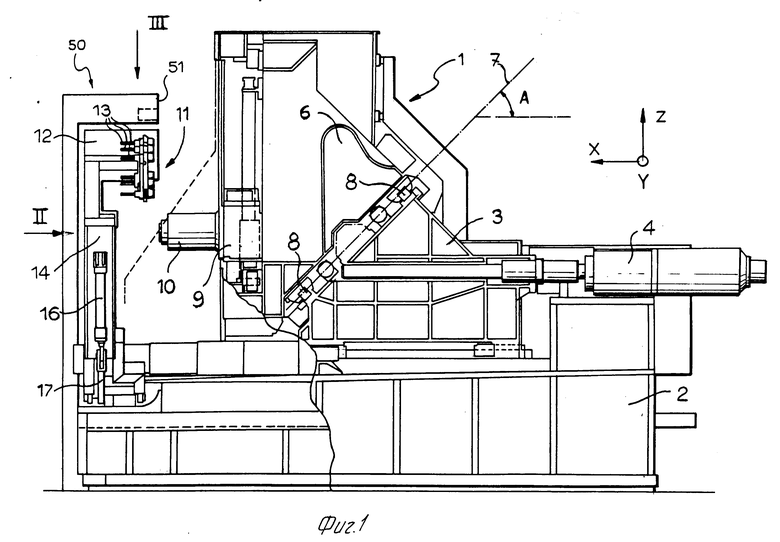
| Адаптивный корректор межсимвольных искажений в каналах с фазовой манипуляцией | 1975 |
|
SU517168A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

