Изобретение относится к металлургии, а именно к прокатному производству листов и может быть использовано при прокатке и дрессировке тонких листов, а также в тех случаях, когда необходима выборочная уборка с шагового конвейера рулонов или установка на него перемещаемых грузов.
Наиболее близким техническим решением, принятым в качестве ближайшего аналога, является устройство для подачи рулонов на стан [1] содержащее шаговый конвейер для рулонов, имеющий неподвижную балку и подвижную часть с приводом подъема и горизонтального перемещения, а также средство промежуточной обработки рулонов, смонтированное сбоку от конвейера, и подъемно-передаточную тележку, размещенную между конвейером и средством промежуточной обработки рулона.
Недостатком известного устройства является неудобство в эксплуатации при передачи рулонов на средство их промежуточной обработки, нарушение непрерывного цикла подачи рулонов на стан и снижение производительности.
Задача изобретения, заключается в обеспечении непрерывной подачи рулонов на стан и обеспечение удобства обслуживания за счет устранения перекосов балок и исключения возможности сползания транспортируемых рулонов.
Задача решается тем, что в устройстве для подачи рулонов на стан, содержащем шаговый конвейер для рулонов, имеющий неподвижную балку и подвижную часть с приводом подъема и горизонтального перемещения, а также средством промежуточной обработки рулонов, смонтироваанное сбоку от конвейера, и подъемно-передаточную тележку, размещенную между конвейером и средством промежуточной обработки рулона, подвижная часть выполнена из двух последовательно расположенных балок, имеющих общую рабочую позицию на неподвижной балке и общий привод горизонтального перемещения и связанных между собой посредством ролика, смонтированного на конце одной балки и размещенного в возможностью возвратно-поступательного перемещения в вертикальном пазу, выполненном в примыкающем конце другой балки, а подъемно-передаточная тележка размещена оппозитно общей рабочей позиции упомянутых балок.
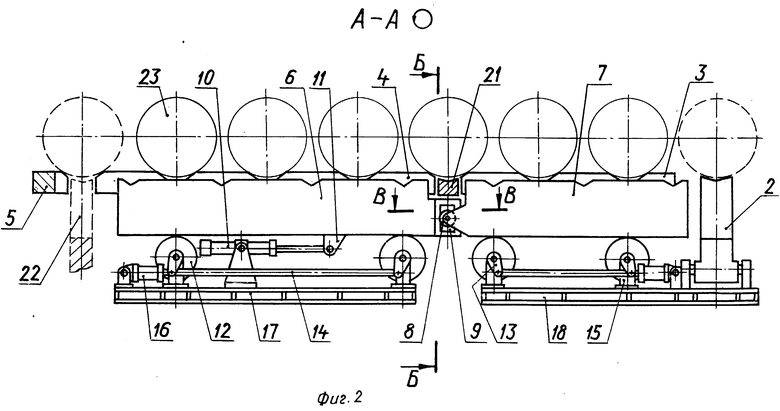
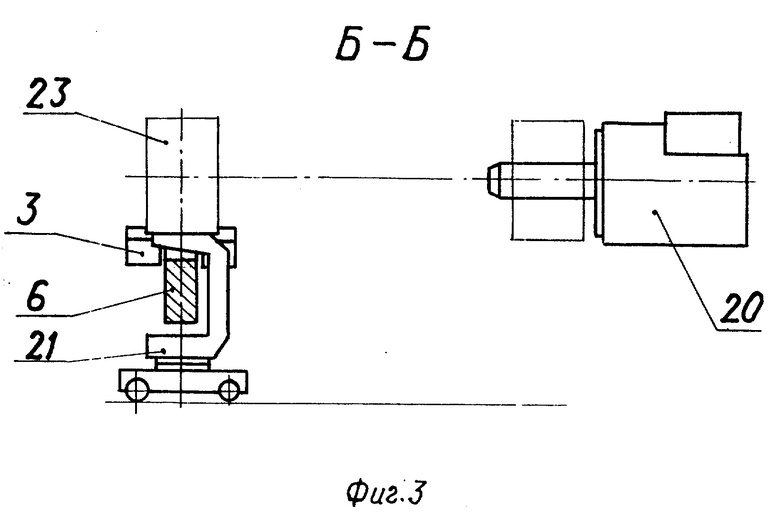
На фиг. 1 схематично изображен план устройства для подачи рулонов на стан со средством промежуточной обработки рулона; на фиг. 2 разрез по шаговому конвейеру (разрез А-А на фиг. 1); на фиг.3 разрез по передаточной тележке средства промежуточной обработки рулона (разрез Б-Б на фиг. 2); на фиг. 4
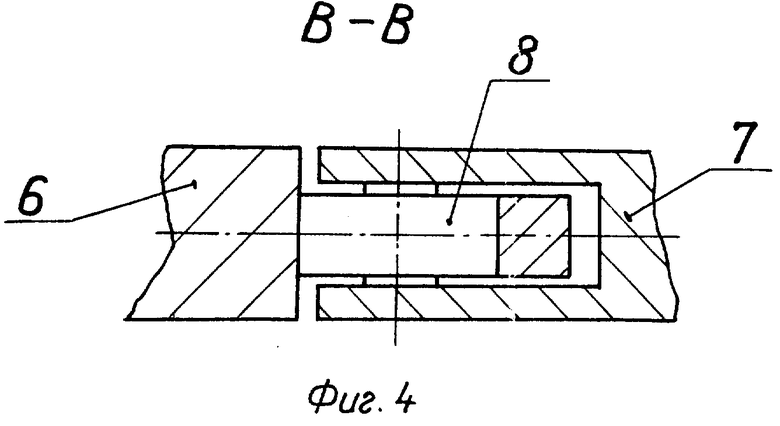
разрез по сопряжению двух подвижных балок (разрез В-В на фиг. 2).
Устройство для подачи рулонов на стан содержит шаговый конвейер 1 для рулонов с вертикальной осью, кантователь рулонов 2, шаговый конвейер из неподвижных стеллажей (балок) 3,4 и 5, двух подвижных балок 6 и 7, соединенных между собой при помощи ролика 8, установленного на одной балке и сопряженного с пазом 9, выполненным на второй балке, с возможностью вертикального перемещения в упомянутый паз. Гидроцилиндр горизонтального перемещения балок 10 соединен с балкой 6 через кронштейн 11. Две пары роликов 12 с эксцентриковыми осями соединены попарно через рычаги 13 и тяги 14, установлены в опорах 15 и служат для опоры обеих подвижных балок, а для ее вертикального перемещения служат два гидроцилиндра 10, связанных с рычагами 13 эксцентриковых осей роликов. Все механизмы шагового конвейера размещены на рамах 17 и 18.
Устройство для подачи рулонов на стан содержит также средство промежуточной обработки рулонов 19, содержащее в свою очередь средство размотки полосы из рулона (в данном случае- разматыватель 20), передаточную тележку 21 средства промежуточной обработки. В устройство также входит передаточная тележка 22, передающая рулоны 23 с шагового конвейера на разматыватель стана.
Работает устройство для подачи рулонов на стан следующим образом.
Рулоны устанавливаются краном (или другим средством) на конвейер 1 в положении с вертикально расположенной осью. Конвейер 1 по мере необходимости, подает рулоны к кантователю 2, который кантует рулоны в положение с горизонтально расположенной осью.
Гидроцилиндром горизонтального перемещения 10 обе подвижные балки 6 и 7 перемещаются по роликам 12 с эксцентриковой осью в сторону кантователя 2 до совпадения оси крайней позиции балки 6 с осью рулона 23 на кантователе 2. Гидроцилиндрами 10 вертикального перемещения через рычаги 13 и тяги 14 эксцентриковые оси роликов 12 поворачиваются в опорах, в результате чего обе подвижные балки 6 и 7 поднимаются, снимая рулоны с неподвижных балок 3,4 и с кантователя 2. Гидроцилиндром горизонтального перемещения 10 обе подвижные балки 6 и 7 вместе с находящимися на них рулонами перемещаются по роликам в стороны передаточной тележки22 разматывателя стана до совпадения оси крайнего рулона 23 с осью разматывателя. Гидроцилиндрами вертикального перемещения 10 обе части подвижной балки 6,7 опускаются, оставляя рулоны на неподвижных стеллажах 3,4,5 и на позиции передаточной тележки 22 разматывателя. При этом один рулон оказывается на позиции, по оси которой расположена передаточная тележка 21 средства 19 промежуточной обработки рулонов. Гидроцилиндром горизонтального перемещения 10 обе подвижные балки 6,7 возвращаются в исходное положение. Передаточная тележка 22 разматывателя стана передает рулон на разматыватель.
Если рулон, находящийся на позиции по оси передаточной тележки 21 средства промежуточной обработки 19 требует обработки, то он передаточной тележкой 21 снимается с неподвижного стеллажа 3,4 шагового конвейера и передается на средство промежуточной обработки 19 (а именно на его разматыватель).
Если рулон может быть обработан за период времени до очередного цикла подачи рулона на стан, то он передаточной тележкой 21 средства промежуточной обработки 19 передается на неподвижный стеллаж 3,4 шагового конвейера, В этом случае цикл загрузки стана осуществляется, как описано выше.
Если обработка рулона на средстве 19 не укладывается в период времени до очередного цикла подачи рулона на стан, то подача рулона осуществляется следующим образом.
Обе подвижные балки 6,7 перемещаются в сторону кантователя 2 до совпадения оси крайней позиции балки 6 с осью рулона на кантователе 2. Затем гидроцилиндром вертикального перемещения 16 через рычаги 13 и тяги 14 поворачиваются эксцентриковые оси рычагов 12, находящихся под подвижной балкой 6 у кантователя 2. При этом она поднимается, снимая рулоны со стеллажей 3 и с кантователя 2, а вторая подвижная балка 7 остается в опущенном положении. Гидроцилиндром горизонтального перемещения 10 обе балки 6,7 перемещаются в сторону передаточной тележки 22 разматывателя стана на полный ход. Поднятая балка 6 опускается, устанавливая рулоны на стеллажи. При этом все стеллажи окажутся заполненными. Далее подача рулона на разматыватель стана осуществляется, как было описано выше.
Если стеллажи 3,4 шагового конвейера полностью заполнены рулонами, а на средстве промежуточной обработки 1( имеется рулон, подготовленный к прокатке на стане, то загрузка стана осуществляется следующим образом. Обе подвижные балки 6,7 конвейера подаются в сторону кантователя 2, затем гидроцилиндром вертикального перемещения 10 поднимается подвижная балка 7 конвейера, находящаяся со стороны разматывателя стана. Эта балка снимает, поднимаясь, рулоны с неподвижных стеллажей 3,4, в том числе и со стеллажа, находящегося на оси передаточной тележки 21 средства промежуточной обработки 19. Вторая подвижная балка 6 остается в опущенном положении. Затем подвижные балки 6,7 перемещаются в сторону передаточной тележки 22 разматывателя на полный шаг. Поднятая балка 7 опускается, устанавливая рулоны на неподвижные стеллажи 4. При этом крайний рулон попадает на позицию передаточной тележки 22 разматывателя, а позиция шагового конвейера, совпадающая с осью передаточной тележки 21 средства промежуточной обработки 19 остается свободной. Подвижные балки 6,7 возвращаются в исходное положение. Передаточная тележка 21 средства промежуточной обработки устанавливает рулон на освобожденную позицию шагового конвейера. Позиции конвейера полностью загружены.
Выполнение устройства для подачи рулонов на стан описанным выше образом позволяет достигнуть большего удобства в эксплуатации оборудования, так как основное технологическое оборудование не задействовано в работе средства промежуточной обработки рулона и рулоны, не требующие подготовки, могут быть напрямую направлены на стан.
Оборудование средства промежуточной обработки используется лишь в том случае, когда рулон требует промежуточной обработки и, в большинстве случаев, не связано с временем цикла прокатки рулона на стане.
Позволяет более рационально использовать шаговый конвейер, так как дает возможность загружать рулонами, не требующими промежуточной обработки тех позиций конвейера, которые освобождаются в результате передачи рулонов на средство промежуточной обработки. В результате загрузки всех позиций шагового конвейера рулонами достигается ритмичная подача рулонов на стан вне зависимости от работы средства промежуточной обработки рулонов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ ПОЛОСЫ НА ПРОКАТНЫХ СТАНАХ | 1992 |
|
RU2015760C1 |
| Шаговый конвейер | 1990 |
|
SU1768475A1 |
| Линия загрузки-выгрузки рулонов | 1981 |
|
SU1026887A1 |
| Установка для упаковки рулонов на поддоне | 1979 |
|
SU861174A1 |
| Намоточно-транспортировочный комплекс прокатного стана | 1990 |
|
SU1810162A1 |
| Шаговый конвейер | 1989 |
|
SU1789454A1 |
| "Устройство для транспортирования рулонов | 1978 |
|
SU685381A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ РУЛОНОВ И ШПУЛЬ | 1992 |
|
RU2019331C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ РУЛОНОВ НА БАРАБАН РАЗМАТЫВАТЕЛЯ | 1992 |
|
RU2045361C1 |
Использование: непрерывная подача рулонов на прокатный стан с промежуточной обработкой. Цель: обеспечение непрерывности процесса подачи рулонов. Сущность изобретения: устройство для подачи рулонов на прокатный стан содержит шаговый конвейер для рулонов, который имеет неподвижную балку и две последовательно установленные подвижные балки с приводом их подъема и горизонтального перемещения, а также средство промежуточной обработки рулона, установленное сбоку от конвейера, подвижные балки конвейера имеют общую позицию на неподвижной балке и общий привод горизонтального перемещения. Устройство имеет подъемно-передаточную тележку, смонтированную с возможностью перемещения между общей позицией подвижных балок и средством промежуточной обработки рулона. Две последовательно расположенные подвижные балки связаны между собой посредством ролика, смонтированного на конце одной балки и размещенного с возможностью возвратно-поступательного перемещения в вертикальном пазу, выполненном в примыкающем конце другой балки. 4 ил.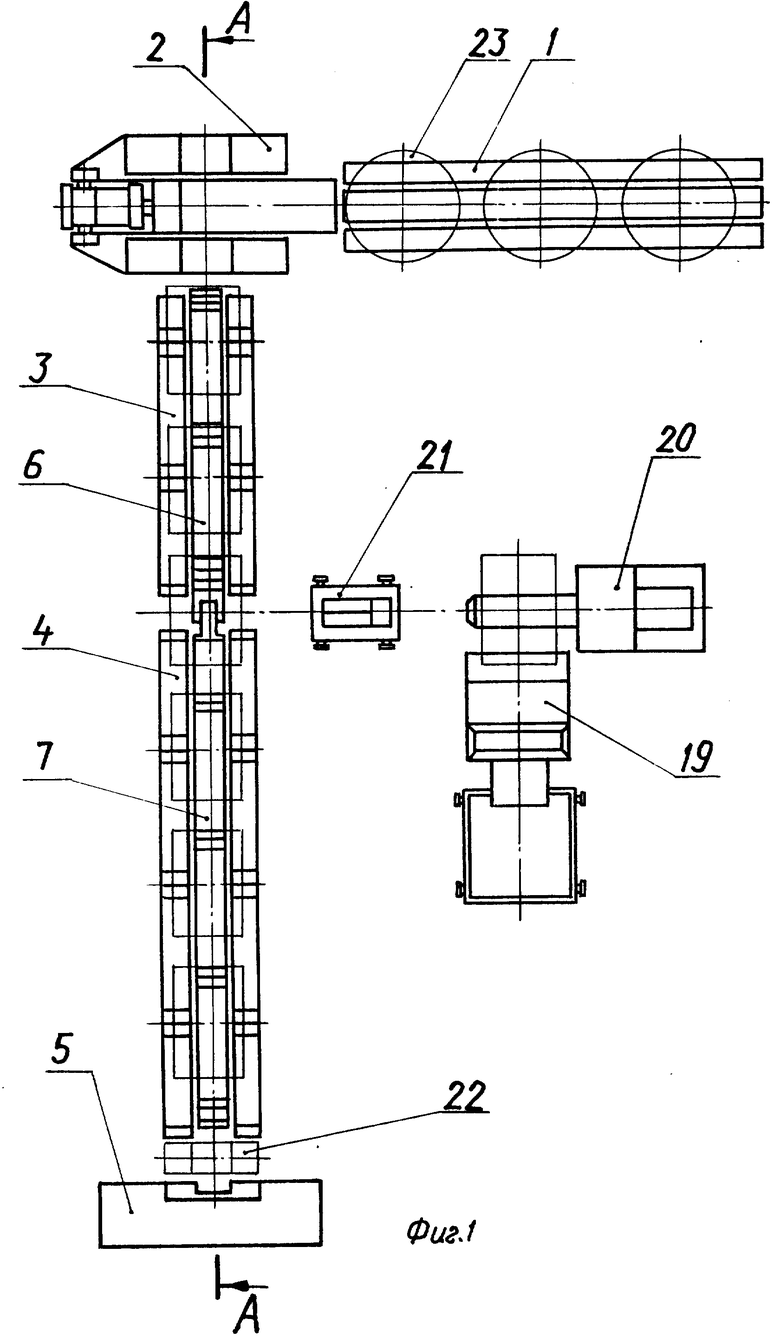
Устройство для подачи рулонов на стан, содержащее шаговый конвейер для рулонов, имеющий неподвижную балку и подвижную часть с приводом подъема и горизонтального перемещения, а также средство промежуточной обработки рулонов, смонтированное сбоку от конвейера, и подъемно-передаточную тележку, размещенную между конвейером и средством промежуточной обработки рулона, отличающееся тем, что подвижная часть выполнена из двух последовательно расположенных балок, имеющих общую рабочую позицию на неподвижной балке и общий привод горизонтального перемещения и связанных между собой посредством ролика, смонтированного на конце одной балки и размещенного с возможностью возвратно-поступательного перемещения в вертикальном пазу, выполненном в примыкающем конце другой балки, а подъемно-передаточная тележка размещена оппозитно общей рабочей позиции упомянутых балок.
| Патент Великобритании N 1081581, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
