Изобретение относится к машиностроению, а именно к способам обработки конических поверхностей вращения, например колец и роликов конических подшипников с выпуклыми дорожками качения.
Известен способ абразивной обработки поверхностей вращения (а. с. N 1199593 B 24 B 1/00 // B 24 B 19/06, Б.И. N 47, 1985), при котором берут инструмент, форма профиля которого в осевом сечении заготовки представляет дугу окружности, и обкатывают им обрабатываемую поверхность, при этом скорость обкатки и (или) силу прижима инструмента к заготовке выбирают по математической зависимости.
Недостатком данного способа является то, что он не может обеспечить высокую точность формы выпуклости на конической поверхности, так как в процессе обкатки постоянная ширина инструмента (в плоскости перпендикулярной оси вращения заготовки) взаимодействует с различными диаметрами обрабатываемой поверхности. С наименьшего диаметра конической заготовки будет удален наибольший припуск, а с наибольшего наименьший припуск. Следовательно, при таких условиях взаимодействия инструмента с конической поверхностью получить на ней требуемую выпуклость в осевом сечении заготовки невозможно.
Наиболее близким по технической сущности является способ абразивной обработки поверхностей вращения (патент N 1809799, B 24 B 1/00, Б.И. N 14, 1993), при котором инструмент, форма которого в осевом и поперечном сечениях представляет окружность, а длина равна длине обрабатываемой поверхности заготовки, прижимают к обрабатываемой поверхности вращающейся заготовки и обкатывают им обрабатываемую поверхность, радиус окружности инструмента в каждом поперечном сечении выбирают по формуле ,
,
где hmin минимальная ширина инструмента; Rmin радиус профиля инструмента в месте минимальной его ширины; Ri радиус профиля инструмента в i-м сечении; hi ширина инструмента в i-м сечении; перед прижимом устанавливают инструмент так, чтобы его сечение с минимальной шириной совпадало с сечением заготовки с минимальным радиусом, а усилие прижатия при обкатке изменяют пропорционально изменению ширины бруска.
Недостатком данного способа является то, что он, удаляя равномерный припуск по всему обрабатываемому профилю и обеспечивая при этом высокую точность профиля в осевом сечении детали, не может обеспечить требуемую выпуклость конической поверхности, так как не предусматривает целенаправленное удаление припуска с конической поверхности в каждом ее поперечном сечении.
Целью изобретения является повышение точности заданной формы образующей конической поверхности путем обеспечения постоянства отношения длины режущей части инструмента к площади удаляемого припуска, обусловленного формой образующей, в каждом из множества сечений взаимодействующих поверхностей инструмента и заготовки.
Цель достигается тем, что используют инструмент, ширину в каждом поперечном сечении которого выбирают по формуле
где Ri радиус заготовки в i-м сечении;
li длина режущей части инструмента в i-м сечении.
Сопоставительный анализ заявленного решения с прототипом показал, что предлагаемый способ отличается от известного тем, что берут инструмент, ширину в каждом поперечном сечении которого выбирают по формуле
при этом отношение длины режущей части инструмента, представляющей собой длину следа, оставленного на обрабатываемой поверхности совокупностью режущих зерен, к площади сечения удаляемого припуска в каждом из множества сечений взаимодействующих поверхностей инструмента и заготовки есть величина постоянная. Таким образом, предлагаемый способ соответствует критерию "новизна".
Известны технические решения (а. с. N 1199593, B 24 B 1/00 // B 24 B 19/06, Б.И. N 47, 1995), в которых инструмент обкатывает обрабатываемую поверхность. Однако постоянная ширина инструмента не обеспечивает необходимую форму выпуклости на обрабатываемой конической поверхности, которая достигается в заявленном техническом решении. Это позволяет сделать вывод о соответствии условию "изобретательский уровень"
Использование инструмента, ширину в каждом поперечном сечении которого выбирают по формуле ,
,
где Ri радиус заготовки в i-м сечении;
li длина режущей части инструмента в i-м сечении,
обеспечивает постоянство отношения длины режущей части инструмента, представляющей собой длину следа, оставленного на обрабатываемой поверхности совокупностью режущих зерен, к площади удаляемого припуска в каждом из множества сечений взаимодействующих поверхностей инструмента и заготовки. В результате этого на долю одного и того же зерна бруска в любом произвольном сечении приходится один и тот же микрообъем удаляемого металла, что обеспечивает управляемое удаление припуска различной величины по всему коническому профилю обрабатываемой поверхности и стабильную высокую точность формы выпуклого профиля в осевом сечении детали.
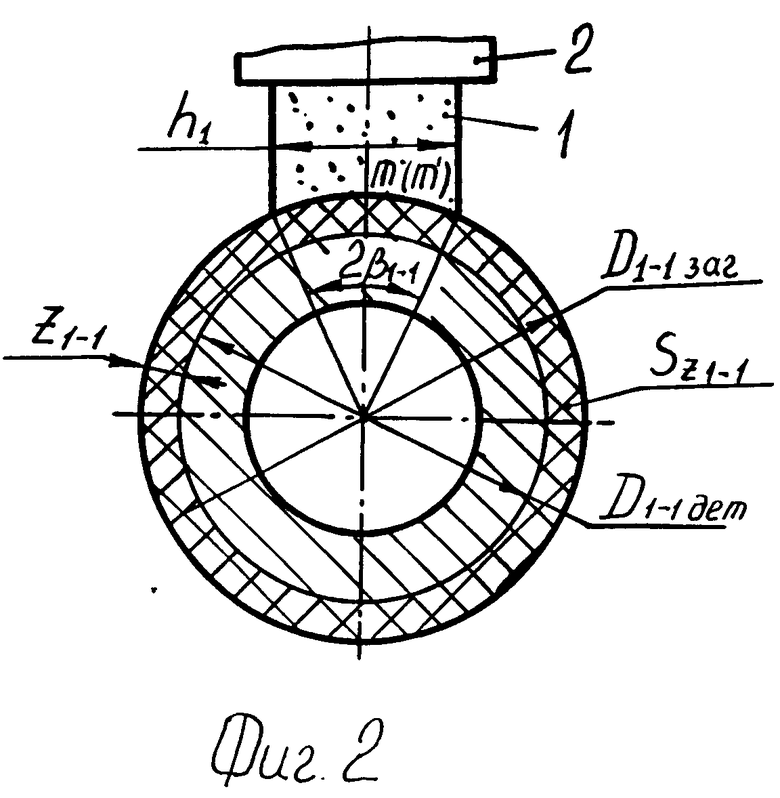
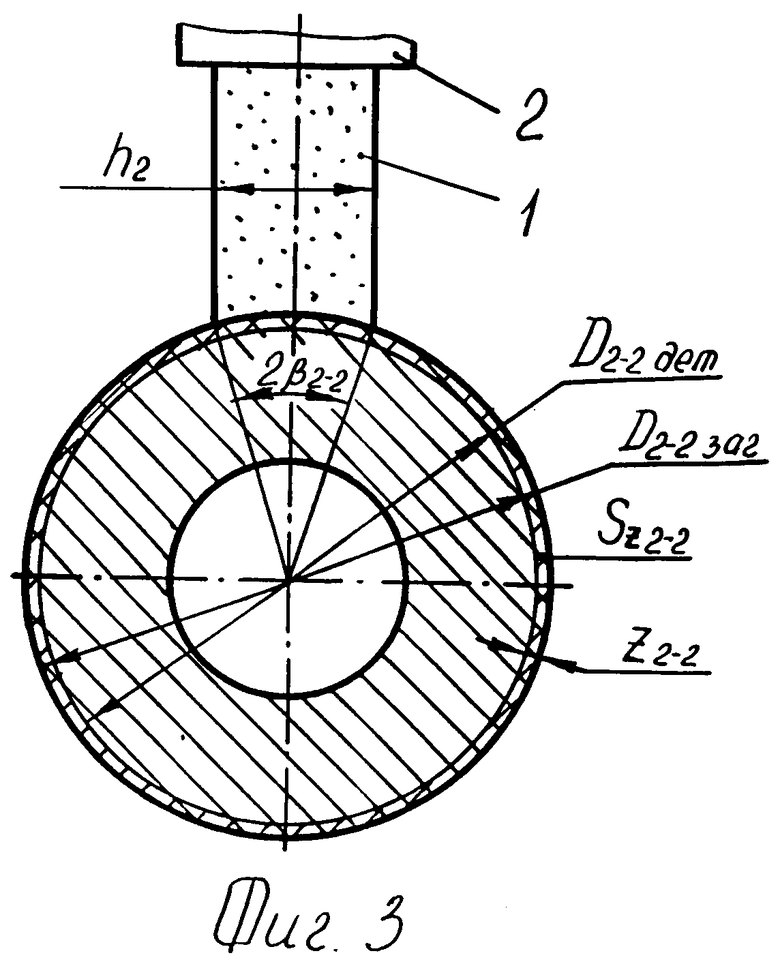
На фиг. 1 приведена схема реализации способа; на фиг. 2 инструмент (брусок) и заготовка в минимальном сечении; на фиг. 3 то же, в промежуточном сечении; на фиг. 4 то же, в максимальном сечении; на фиг. 5 приведена схема образования режущей части инструмента в одном из поперечных сечений заготовки; на фиг. 6 вид формы рабочей поверхности инструмента в горизонтальной плоскости.
Устройство содержит брусок 1 и оправку 2 для обработки заготовки 3 с обрабатываемой конической поверхностью 4 длиной L (фиг. 1). Величина снимаемого слоя металла Z плавно возрастает от центра к краям обрабатываемой поверхности 4.
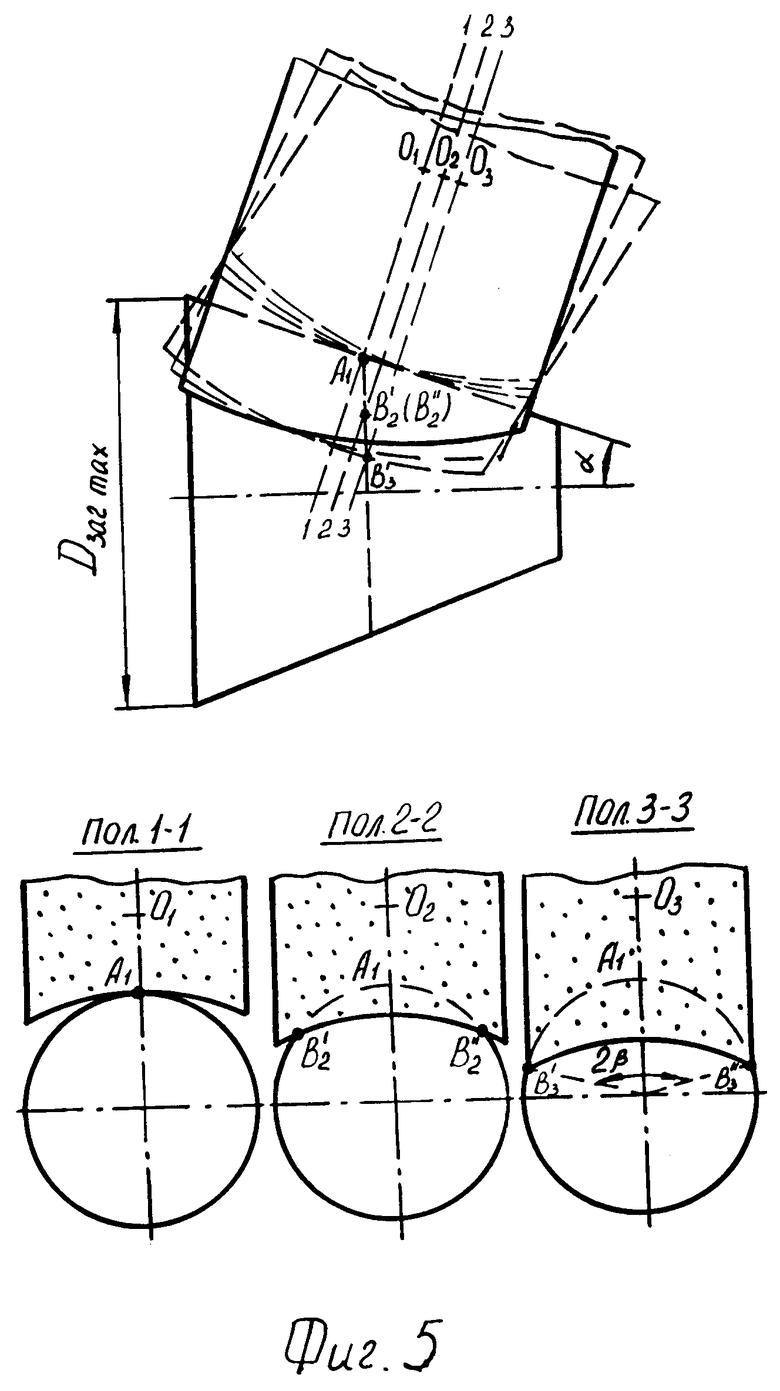
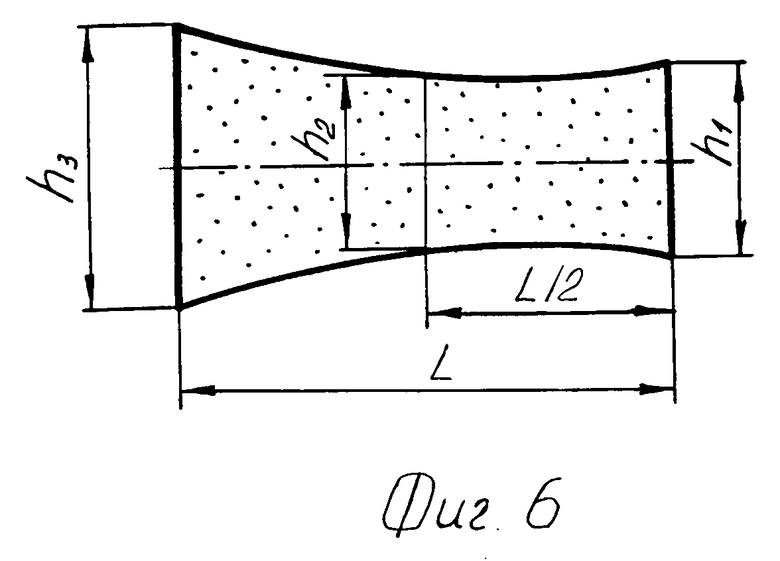
Бросок 1 в различных поперечных сечениях заготовки имеет переменную ширину h1, h2 и h3 (фиг. 2, 3 и 4). Площадь удаляемого припуска Sz в сечениях 1-1, 2-2 и 3-3 имеет также переменную величину. Режущая часть инструмента с длиной L, участвующая в съеме материала, представляет собой длину следа, оставленного на обрабатываемой поверхности совокупностью режущих зерен бруска при взаимодействии с заготовкой в рассматриваемом поперечном сечении при одном полном рабочем ходе инструмента (фиг. 5). Рабочая поверхность инструмента в проекции на горизонтальную плоскость имеет форму трапеции с вогнутыми боковыми сторонами (фиг. 6).
Способ осуществляется следующим образом. Брусок 1, имеющий профиль, форма которого в проекции на горизонтальную плоскость имеет форму трапеции с вогнутыми боковыми сторонами, а в проекции на вертикальную плоскость тороид, предварительно ориентируют относительно детали таким образом, что его торцевая часть минимального основания трапеции с шириной h1 совпадает с минимальным диаметром Dmin обрабатываемой поверхности 4, а максимальное основание трапеции с шириной h3 совпадает с максимальным диаметром Dmax. После ориентации брусок 1 устанавливают путем совмещения его плоскости симметрии в продольном сечении с серединой длины L обрабатываемой поверхности 4. Заготовке 3 сообщают вращение и брусок 1 прижимает к ее конической поверхности 4.
При перекатывании абразивного бруска 1 вдоль профиля конической поверхности 4 каждая точка его рабочей поверхности периодически контактирует с обрабатываемой поверхностью без проскальзывания, т.е. взаимодействие бруска и заготовки осуществляется точечным контактом. Точка m на бруске 1 совпадает с точкой m' на поверхности заготовки, а точка n с точкой n'. Давление бруска 1 в направлении от минимального диаметра Dmin (сечение 1-1) к большему Dmax (сечение 3-3) увеличивается пропорционально изменению диаметров конической поверхности 4 в каждом ее поперечном сечении (фиг. 1 4).
В месте соприкосновения бруска с обрабатываемой конической поверхностью в некотором поперечном сечении происходит начало формирования его режущей части (фиг. 5 положение инструмента 1-1, точка A1). При этом в работе резания участвует только одно абразивное зерно (или точка взаимодействия поверхности инструмента и заготовки). При перекатывании инструмента (например, в направлении наименьшего диаметра Dmin) в работу вступают зерна, которые, срезая стружку и производя работу, увеличивают режущую часть инструмента в данном поперечном сечении заготовки, установленную первым зерном (точкой) (положение инструмента 2-2, точки  ). Каждые последующие зерна (точки), срезая стружку, также увеличивают режущую часть инструмента установленную предыдущими зернами, и это продолжается до образования полной дуги режущей части инструмента li (положение инструмента 3-3, точки
). Каждые последующие зерна (точки), срезая стружку, также увеличивают режущую часть инструмента установленную предыдущими зернами, и это продолжается до образования полной дуги режущей части инструмента li (положение инструмента 3-3, точки  ). Следовательно, длина режущей части бруска, участвующая в съеме металла, представляет собой длину следа, оставленного на обрабатываемой поверхности совокупностью точек (режущих зерен) взаимодействия бруска и заготовки в рассматриваемом поперечном сечении. Дальнейшее перемещение бруска вызывает аналогичные образования режущих частей на обрабатываемой поверхности в любом из множества поперечных сечений заготовки. Длина следа в произвольном сечении (фиг. 2, 3 и 4) рассчитывается по формуле
). Следовательно, длина режущей части бруска, участвующая в съеме металла, представляет собой длину следа, оставленного на обрабатываемой поверхности совокупностью точек (режущих зерен) взаимодействия бруска и заготовки в рассматриваемом поперечном сечении. Дальнейшее перемещение бруска вызывает аналогичные образования режущих частей на обрабатываемой поверхности в любом из множества поперечных сечений заготовки. Длина следа в произвольном сечении (фиг. 2, 3 и 4) рассчитывается по формуле
li= Ri•2β,
где Ri радиус в i-м сечении, 2β угол охвата бруска. Откуда
Ширину инструмента в i-м сечении определяем по формуле (фиг. 2, 3 и 4)
hi= 2•Ri•sin(β).
Подставляя получаем ,
,
где Ri радиус заготовки в i-м сечении;
li длина режущей части инструмента в i-м сечении заготовки.
В силу того что ширина инструмента в каждом поперечном сечении выбирается по формуле (1) и его рабочий профиль при этом имеет форму трапеции с вогнутыми боковыми сторонами (фиг. 6), то значение длины режущей части инструмента в поперечных сечениях заготовки различно. При выполнении условия постоянства отношения длины режущей части инструмента li к площади удаляемого припуска SZi (li/SZi= const) величина снимаемого слоя металла плавно возрастает от середины к краям обрабатываемой поверхности. Из этого следует, что на каждое единичное зерно в произвольном сечении бруска приходится один и тот же микрообъем удаляемого металла.
Этим условием обеспечивается необходимый выпуклый симметричный профиль на конической поверхности, а следовательно, и высокая герметическая точность формы в ее осевом сечении.
Пример. Рассмотрим обработку дорожки качения внутреннего кольца конического подшипника 7516.
Заготовка имеет прямолинейную коническую поверхность с минимальным диаметром Dminзаг= 40,24 мм, максимальным диаметром Dmaxзаг=50,2 мм и средним диаметром Dсрзаг=45,22 мм.
Необходимо получить кольцо с выпуклым симметричным профилем на конической поверхности, у которой Dminдет= 40,14 мм, Dmaxдет= 50,06 мм и Dсрдет=45,14 мм. Следовательно, припуск по обрабатываемой поверхности распределяется следующим образом: в сечении 1-1 удаляется припуск Z1-1=0,05 мм, в сечении 2-2 Z2-2=0,04 мм и в сечении 3-3 - Z3-3=0,07 мм.
В соответствии с рекомендациями (Мазальский В.Н. Суперфинишные станки. Л. Машиностроение, 1988, 26 с.) принимаем угол охвата бруска 2β в сечении 1-1 равным 2β1-160o.
Тогда длина режущей части инструмента в сечении 1-1 будет равна
При этом площадь удаляемого припуска составит
Исходя из постоянства отношения ,
,
находим величину C
Следовательно, можно определить длины режущих частей инструмента в сечениях 2-2 и 3-3, обеспечивающих заданную выпуклость.
Согласно формуле (1) находим ширину бруска в сечении 1-1
в сечении 2-2
в сечении 3-3
Исходя из пропорциональности количества зерен на рабочей поверхности инструмента определим количество зерен на длинах дуг режущей части в сечениях 1-1, 2-2 и 3-3. Приняв шаг между зернами равным t=0,1 мм, получаем
Объем металла, подлежащий удалению с поверхности заготовки (по ширине кольцо k=1 мм) составляет
в сечении 1-1
в сечении 2-2
в сечении 3-3
Тогда объем металла, приходящийся на одно зерно, составит
в сечении 1-1
в сечении 2-2
в сечении 3-3
Следовательно, предлагаемый способ обеспечивает условие, при котором на одно зерно в любом произвольном поперечном сечении взаимодействующих поверхностей режущего инструмента и детали приходится одинаковый микрообъем удаляемого металла, но при этом величина снимаемого припуска в данных сечениях различна, чем и достигается заданная высокая геометрическая точность формы выпуклого симметричного профиля конической поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2094206C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ | 2004 |
|
RU2270085C2 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1998 |
|
RU2146595C1 |
| Способ абразивной обработки поверхностей вращения | 1991 |
|
SU1809799A3 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ ОБРАБОТКИ НАРУЖНЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2124977C1 |
| СПОСОБ ДВУСТОРОННЕГО ТОРЦОВОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182072C2 |

Использование: в машиностроении при обработке конических поверхностей вращения, например, колец и роликов конических подшипников с выпуклыми дорожками вращения. Сущность изобретения: способ абразивной обработки поверхностей вращения инструментом, форма профиля которого в осевом и поперечном сечениях представляет окружность, а длина равна длине обрабатываемой поверхности заготовки. Ширину инструмента в каждом поперечном сечении выбирают по формуле: hi= 2Ri•sin[li/Ri] , где Ri - радиус заготовки в i-м сечении, li - длина режущей части инструмента в i-м сечении заготовки. Отношение длины режущей части инструмента, представляющей собой длину следа, оставленного на обрабатываемой поверхности совокупностью режущих зерен, к площади сечения удаляемого припуска в каждом из множества сечений взаимодействующих поверхностей инструмента и заготовки выбирают постоянным. 6 ил.
Способ абразивной обработки поверхностей вращения, при котором инструмент, форма профиля которого в осевом и поперечном сечениях представляет окружность, а длина равна длине обрабатываемой поверхности заготовки, прижимают к обрабатываемой поверхности вращающейся заготовки и обкатывают им обрабатываемую поверхность, перед прижимом устанавливают инструмент так, чтобы его сечение с минимальной шириной совпадало с сечением заготовки с минимальным радиусом, а усилие прижатия при обкатке изменяют пропорционально изменению ширины бруска, отличающийся тем, что берут инструмент, ширину в каждом поперечном сечении которого выбирают по формуле
где Ri радиус заготовки в i-м сечении;
li длина режущей части инструмента в i-м сечении заготовки,
при этом отношение длины режущей части инструмента, представляющей собой длину следа, оставленного на обрабатываемой поверхности совокупностью режущих зерен, к площади сечения удаляемого припуска в каждом из множества сечений взаимодействующих поверхностей инструмента и заготовки есть величина постоянная.
| Способ абразивной обработки поверхностей вращения | 1983 |
|
SU1199593A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
