Изобретение относится к изготовлению абразивного инструмента, используемого в процессе шлифования, требующего обеспечения минимальных температур в зоне резания.
Известен абразивный инструмент, работающий торцовой частью, на одной оси с абразивным кругом установлена крыльчатка, обеспечивающая подачу смазочно-охлаждающей жидкости в зону шлифования. Лопасти своей корневой частью расположены параллельно оси круга и нагнетают охлаждающую жидкость преимущественно к периферийной части круга. Известное техническое решение эффективно при работе абразивных кругов с относительно узкой периферийной режущей кромкой, когда подаваемый к периферийной зоне поток жидкости достаточен для охлаждения зоны шлифования.
Однако при работе круга с более обширной режущей частью возникает необходимость распределения подаваемой смазочно-охлаждающей жидкости по всей рабочей (режущей) части инструмента, чего известный инструмент не обеспечивает.
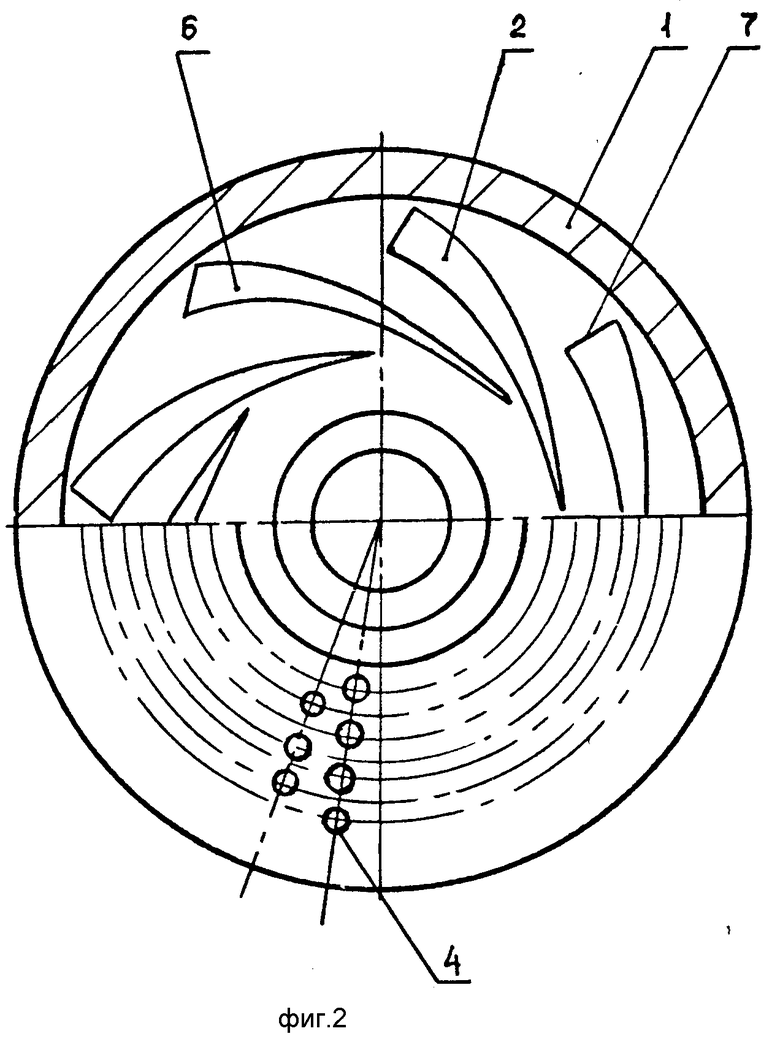
На фиг. 1 показан торцовый абразивный круг, разрез; на фиг. 2 вид с торца с частичным разрезом.
Корпус 1 инструмента имеет в сечении II-образную форму и образует двумя боковыми и периферийными стенками полость, в которой размещены лопасти 2. Крепление каждой из лопастей может осуществляться к противолежащим стенкам корпуса. На одной из боковых стенок корпуса размещен рабочий (режущий) абразивный слой 3. В указанной стенке и в абразивном слое образованы сквозные отверстия 4, предназначенные для подачи СОТС из полости корпуса на рабочую поверхность инструмента.
Корневая часть лопасти закреплена у фланцевой части 5 корпуса так, что ее образующая расположена параллельно оси инструмента. Своей концевой частью 6 каждая лопасть зафиксирована на уровне максимального радиуса абразивного слоя. Образующая 7 концевой части лопасти наклонена в сторону оси инструмента. Таким образом, лопасти перекрывают в радиальном направлении весь абразивный слой, а благодаря наклону образующей концевой части 6 лопатки последней обеспечен плавный наклон плоскости лопасти от нуля (в корневой части) до максимального.
В процессе шлифования СОТС через фланцевую часть 5 попадает в полость корпуса 1. Жидкость поступает на лопасти и направляется ими вдоль сквозных отверстий 4. Подобное расположение лопастей обеспечивает перераспределение смазочно-охлаждающей жидкости из условий пропорциональности количества этой жидкости и теплонапряженности процесса шлифования на заданном радиусе шлифования инструмента. Так, в области минимального радиуса режущего слоя, где абразивные зерна относительно меньше нагружены, необходимость в обильном охлаждении отсутствует, в то время как на уровне максимального радиуса абразивные зерна максимально нагружены и поэтому требуют максимальной степени охлаждения. Наклон направляющих СОТС лопастей в этой зоне обеспечивает сосредотачивание охлаждающей жидкости в зоне максимально возможной теплонапряженности, требующей пропорционально большей доли охлаждающей жидкости. Кроме того, наклон концевой части лопасти обеспечивает повышенный напор жидкости в направлении оси сквозных отверстий, т.е. в направлении истечения жидкости. Подобное техническое решение не ограничивает закона расположения отверстий, которое в частном случае может быть согласовано с размерами этих отверстий с радиусом их расположения, с законом расположения направляющих лопастей, в углом их наклона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный инструмент | 1990 |
|
SU1838081A3 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228832C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА | 2001 |
|
RU2196039C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2190516C1 |
| Алмазный круг | 1990 |
|
SU1838082A3 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ПОНИЖАЮЩЕГО ТЕМПЕРАТУРУ ШЛИФОВАНИЯ | 2001 |
|
RU2199429C1 |
Изобретение относится к изготовлению абразивного инструмента. Сущность изобретения: в полости корпуса 1 инструмента закреплены лопасти, перекрывающие в радиальном направлении абразивный слой 3. Каждая из концевых частей лопасти наклонена в сторону оси инструмента. На торцевой поверхности рабочего слоя выполнены сквозные отверстия, сообщающие рабочую поверхность инструмента с полостью корпуса. 2 ил.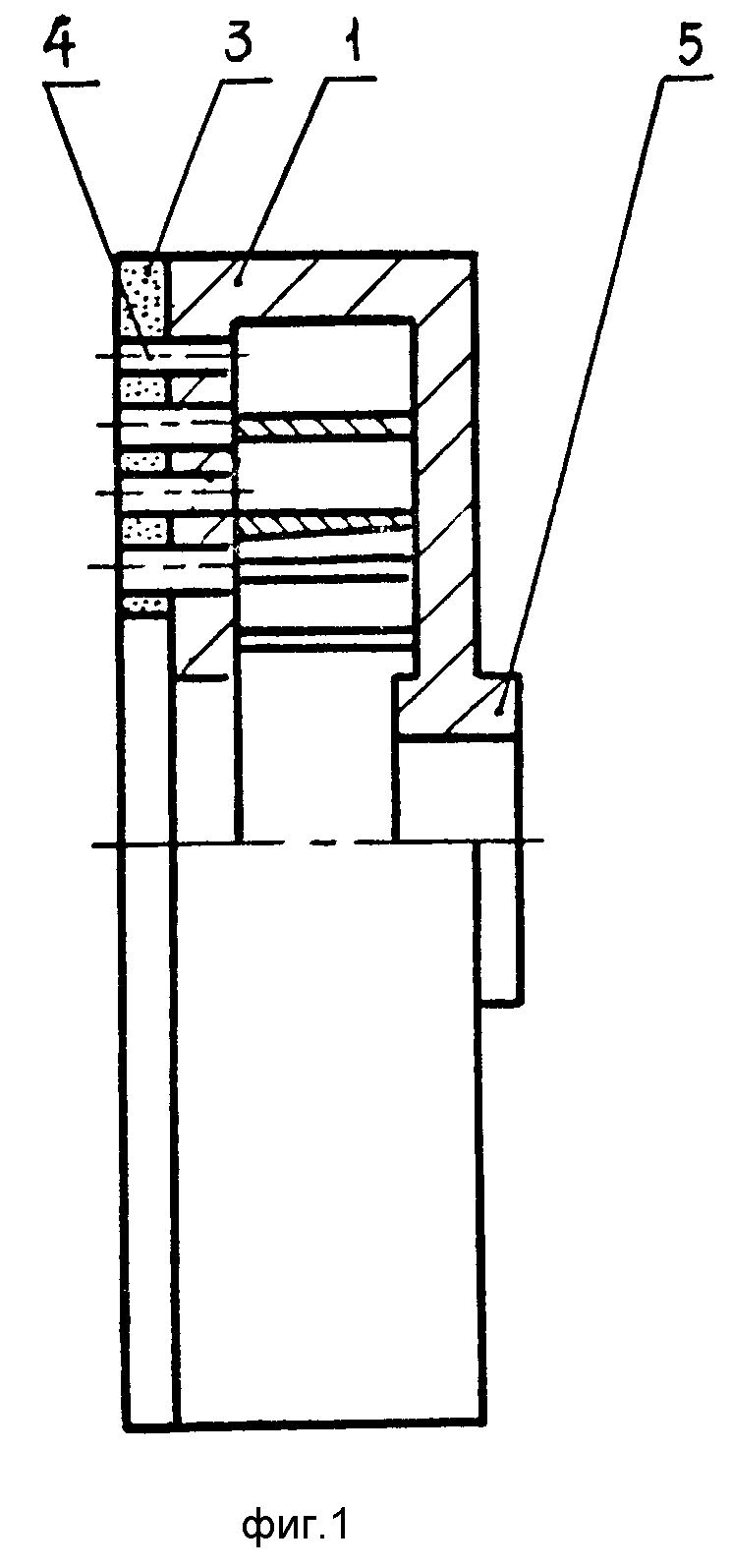
Абразивный инструмент, выполненный в виде корпуса с закрепленным на нем абразивным слоем и криволинейными лопастями, каждая из которых корневой частью расположена параллельно оси инструмента, отличающийся тем, что в корпусе выполнена открытая в направлении оси инструмента полость, образованная двумя боковыми стенками и сопряженной с ними периферийной стенкой, абразивный слой размещен на наружной стороне одной из стенок корпуса, в которой выполнены осевые сквозные отверстия, проходящие через абразивный слой, при этом криволинейные лопасти размещены внутри полости, а каждая из лопастей расположена из условия перекрытия абразивного слоя в радиальном направлении, причем образующая концевой части лопасти наклонена в сторону оси инструмента.
| УСТРОЙСТВО ДЛЯ ТОНКОРАСПЫЛЕННОГО ОХЛАЖДЕНИЯ И ВЕНТИЛЯЦИИ К ЗАТОЧНЫМ СТАНКАМ | 0 |
|
SU222189A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
