Изобретение относится к машиностроению и может быть использовано для упрочняющей обработки путем ультразвукового выглаживания плоских и цилиндрических поверхностей трения деталей.
Известно устройство (и реализуемый им способ) для упрочнения и нанесения твердосмазочного покрытия на поверхности деталей за счет воздействия на поверхность стальных шариков, получающих колебательные импульсы ультразвуковой частоты [1]
Известен способ формирования поверхностного слоя деталей цилиндрической и конической формы, при котором упрощение осуществляют концентратором - инструментом со сферическим наконечником, колеблющимся с ультразвуковой частотой. Этот же способ применяется и для нанесения на поверхности детали материала покрытия, который подается между поверхностями инструмента и детали [2]
Недостаток известных способов заключается в том, что они не позволяют получить максимальные остаточные направления сжатия на поверхностях упрочняемых деталей.
Качество покрытия также недостаточно ввиду того, что материал покрытия (графит, дисульфид молибдена, диселенид молибдена и др.) внедряется в поверхности трения только за счет нормальных ударных воздействий (ультразвуковых импульсов). Максимальная адгезия наблюдается непосредственно в точке удара инструмента (шарика или сферы наконечник), в то время как периферии воздействия (по краям сферической лунки) возможно вытеснение и даже отслоение материала твердой смазки. В результате покрытие получается качественно неоднородным и недостаточно износостойким, так как часть смазывающего материала практически не закрепилась на поверхности трения.
При упрощении сферическим инструментом, жестко закрепленным на конце ультразвукового концентрата, наблюдается интенсивный нагрев сферы до высоких температур, в результате чего возможно даже разрушение инструмента. Это заставляет перемывать процесс упрочнения или резко снизить режим (подачу инструмента вдоль оси, скорость вращения детали). Указанные явления вызваны тем, что при скольжении сферы инструмента по упрочняемой поверхности силы трения изменяется скачками и колеблется в широком диапазоне. Это приводит к появлению фрикционных автоколебаний инструмента, к неплавности движения инструмента и как следствие к снижению качества обработки. В том случае, когда наряду с упрочнением имеет место нанесение твердой смазки удается снизить коэффициент трения скольжения и уменьшить автоколебания. Но полностью ликвидировать их не удается, а нагрев инструмента выше 400oC приведет к разложению материала твердой смазки (дисульфида и деселенида молибдена) и снижению качества покрытия.
Известен способ формирования поверхностного слоя детали, согласно которому поверхность детали подвергают нормальному ударному воздействию концентратором-инструментом, которому также сообщают вращательное движение [3] Однако известный способ не обеспечения высокого качества поверхностного слоя.
Задачей изобретения является повышение качества упрочнения поверхностного слоя деталей.
Задача может быть решена за счет того, что инструменту-концентратору, колеблющемуся с ультразвуковой частотой в направлении, нормальном по отношению к обрабатываемой поверхности, сообщают дополнительно тангенциальные (крутильные) колебания ультразвуковой частоты.
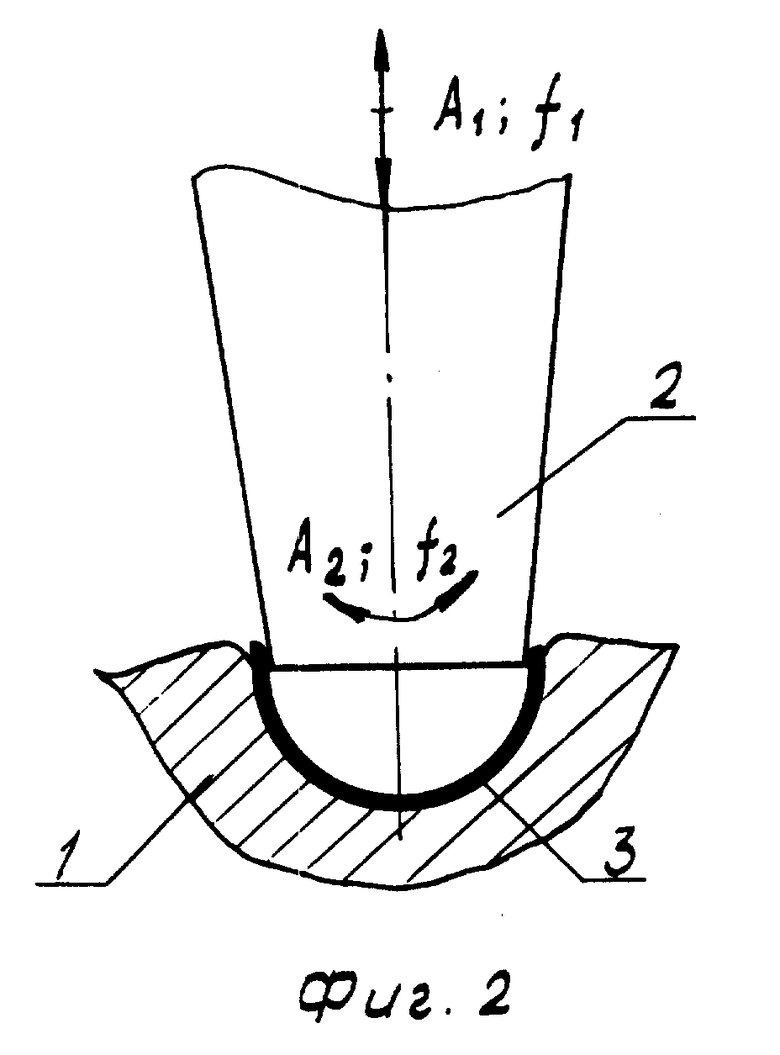
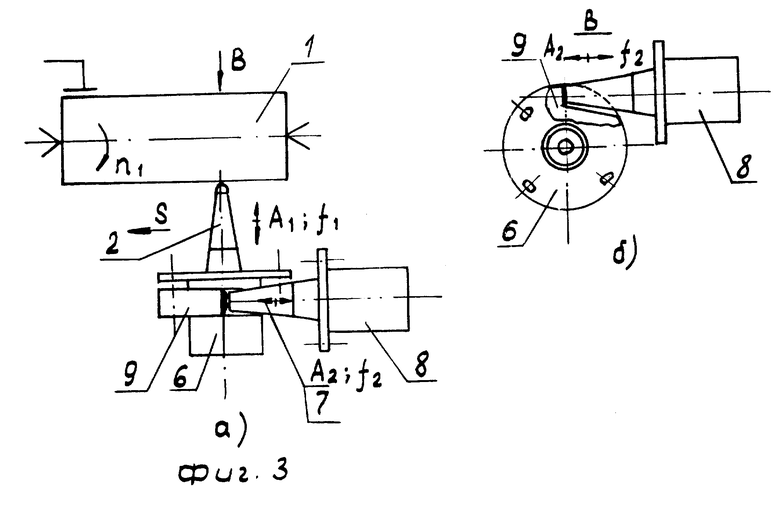
На фиг.1 показан характер воздействия на обрабатываемую поверхность инструмента, колеблющегося только в нормальном направлении; на фиг.2 - характер воздействия инструмента, которому сообщают как нормальные, так и тангенциальные крутильные колебания; на фиг.3а,б схема устройства для реализации заявленного способа.
Обрабатываемая деталь 1 (плоская, цилиндрическая или коническая поверхность) подвергается воздействию сферического инструмента концентратора 2, колеблющегося с амплитудой A1 и ультразвуковой частотой f1 (фиг.1). При этом ударный импульс (Pуд) направлен по нормали к обрабатываемой поверхности, в результате материал покрытия 3 (например, твердая смазка, предварительно натертая на поверхность дисульфид молибдена) надежно закрепляется в основном на дне лунки, образовавшейся в результате пластической деформации. На боковых поверхностях лунки 4 наблюдается выдавливание материала, которое может сопровождаться его отделением от поверхности в виде хлопьев 5. Покрытие получается неоднородным, непрочным. Демпфирование нормального ударного импульса за счет жесткости материала детали и слоя материала покрытия не позволяет достичь максимально-возможного упрочнения наибольших остаточных напряжений сжатия в поверхностном слое детали.
Если инструменту 2 сообщить дополнительные тангенциальные крутильные - ультразвуковые колебания с амплитудой A2 и частотой f2 (фиг.2), то характер воздействия на материал покрытия и обрабатываемую поверхность существенно меняется.
Материал покрытия 3 не "вбивается" (что неэффективно), а равномерно "втирается" в поверхность лунки по всей поверхности, чем обеспечивается качественная адгезия и равномерность распределения материала. При этом снижается трение инструмента-концентратора о деталь, уменьшается его нагрев, повышается стойкость.
Такой характер колебаний концентратора-инструмента меняет также общую схему формирования остаточных напряжений в поверхности детали. Наряду с нормальными в поверхности формируются (за счет ультразвуковых крутильных колебаний) тангенциальные напряжения сжатия, в результате чего создаются максимальные (для данных условий) сжимающие суммарные остаточные напряжения сжатия, что повышает износостойкость и поверхностную микротвердость поверхности. Получаем так называемую контактно-сдвиговую схему упрочнения детали, которая, как известно, более эффективна, чем контактная.
Реализация способа может быть осуществлена, например, на станках токарной группы (фиг.3), оснащенных специальной технологической оснасткой, содержащей два магнитострикционных преобразователя (например, типа ПМС), питающихся от одного общего или от автономных ультразвуковых генераторов (например, УЗГ-10, не показаны). Использование автономных генераторов и преобразователей позволяет для каждого конкретного случая подпирать оптимальные режимы обработки (A1 и A2; f1 и f2).
Способ реализуется следующим образом. Деталь 1 с предварительно нанесенной на упрочняемую поверхность твердой смазкой (например, натертой дисудльфидом молибдена) устанавливают в центре токарного станка и соединяют с поводковым приспособлением. Технологическое оснащение, состоящее из двух преобразователей 6 и 8, концентраторов 2 и 7, установленное на суппорте станка, подводят за счет привода суппорта к обрабатываемой детали так, что концентратор-инструмент 2 прижимается с определенным усилием к обрабатываемой поверхности детали. Включают ультразвуковые генераторы; в результате концентратору-инструменту 2 сообщают нормальные (по отношению к обрабатываемой поверхности) ультразвуковые колебания с амплитудой A1 и f1 и крутильные (тангенциальные) колебания A2 и f2, передаваемые от концентратора 7 через диск 9 всей системе концентратор-преобразователь 2, 6. Так как в данной схеме задействованы два ультразвуковых концентратора (например, мод. ПМС 15А-18), а воздействие на деталь осуществляется наконечником-инструментом концентратора 2, то частоты f1 и f2 (так же, как и амплитуды A1 и A2) это частоты сложной электромеханической колебательной системы (фиг.3). Каждая из них зависит не только от частот электрических ультразвуковых колебаний, подаваемых на обмотки концентраторов 6 и 8 от ультразвукового генератора (или двух автономных генераторов), но и от инерционно-жесткостных характеристик элементов системы (жесткости паяного соединения концентратора 7 и диска 9, момента инерции диска 9 и всей системы концентраторов 6 и т.д.).
Для качественного формирования поверхностного слоя детали 1 необходимо, чтобы исключался эффект "выбивания" материала твердой смазки из лунки, возникающей в результате упрочнения поверхности (фиг. 1), и твердая смазка "втиралась" бы в поверхность (фиг. 2). В максимальной степени эффект "втирания" будет наблюдаться в том случае, если нормальные (f1; A1) и крутильные (f2; A2) ультразвуковые колебания будут синхронизированы как по частоте (f1 f2), так и по фазе. В этом случае в течение всего этапа внедрения инструмента-концентратора вглубь поверхности детали он будет поворачиваться вокруг своей оси, а нулевая точка крутильного колебания будет соответствовать максимальной глубине внедрения концентратора-инструмента в поверхность (соответствовать дну лунки, фиг.2). Поэтому, оптимальной следует считать ситуацию, когда частота нормальных колебаний наконечника концентратора-инструмента равна частоте крутильных колебаний наконечника, и колебания эти совпадают по фазе. Совпадение это при реализации способа может быть обеспечено за счет подбора и согласования инерционно-жесткостных и электрических параметров колебательной системы.
Включают вращение детали и движение суппорта с осевой подачей S. Движение в направлении S продолжают до тех пор, пока вся обрабатываемая поверхность не будет пройдена. После этого суппорт отводят, станок останавливают, снимают готовую деталь и устанавливают следующую.
В результате реализации способа повышается качество нанесения и износостойкость покрытия, снижается температура в зоне упрочнения (уменьшается вероятность терморазрушения в зоне упрочнения (уменьшается вероятность терморазрушения материала покрытия), обеспечивается максимальная (для данных условий) величина и глубина упрочнения, повышается стойкость инструмента (снижается опасность разрушения рабочего наконечника концентратора-инструмента под действием высокой температуры).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ТРЕНИЯ | 1995 |
|
RU2100478C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2000 |
|
RU2203789C2 |
| Ультразвуковое устройство для упрочнения деталей | 1985 |
|
SU1252145A1 |
| Способ нанесения твердого антифрикционного покрытия | 2024 |
|
RU2828669C1 |
| Способ комбинированной обработки деталей поверхностно-пластическим деформированием с использованием ультразвуковых колебаний | 2022 |
|
RU2794512C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2016 |
|
RU2643289C2 |
| Способ повышения прочности детали с покрытием | 2016 |
|
RU2625619C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2008 |
|
RU2394919C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2447162C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ТОЧЕНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2012 |
|
RU2503532C1 |
Использование: обработка металлов давлением, в частности, упрочняющая обработка путем ультразвукового выглаживания плоских и цилиндрических поверхностей деталей. Сущность изобретения: при формировании поверхностного слоя детали на обрабатываемую поверхность воздействуют инструментом, совершающим колебательные движения ультразвуковой частоты по нормали к обрабатываемой поверхности, которому сообщают также вращательное движение вокруг своей продольной оси с ультразвуковой частотой, совпадающей с нормальными колебаниями по величине и по фазе. 3 ил.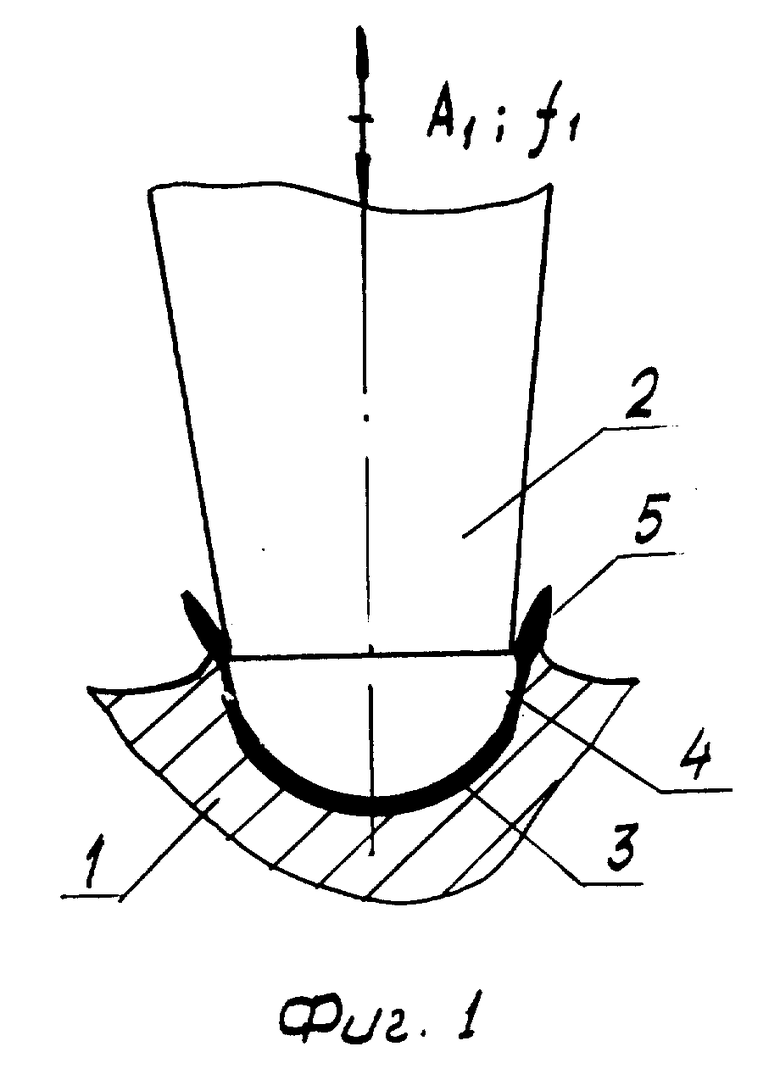
Способ формирования поверхностного слоя детали, при котором на обрабатываемую поверхность детали воздействуют инструментом, совершающим колебательные движения ультразвуковой частоты по нормали к обрабатываемой поверхности и вращательное движение вокруг своей продольной оси, отличающийся тем, что вращательное движение инструмента осуществляют с ультразвуковой частотой, совпадающей с нормальными колебаниями по величине и по фазе.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 098963, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Попилов Д.Я | |||
| Электрофизическая и электрохимическая обработка материалов | |||
| - М.: Машиностроение, 1982 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1821342, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
