Изобретение относится к металлургии, преимущественно к охлаждению агломерата на линейных охладителях с продуваемым слоем материала, и может быть использовано в других отраслях промышленности при охлаждении различных полифракционных материалов.
Известен способ загрузки полифракционного материала (агломерата) на охладитель, при осуществлении которого материал загружается без фракционного регулирования и на полотно охладителя укладывается естественно образующийся смешанный (по фракциям) слой материала /1/.
Основными недостатками такого способа являются:
неизбежное размещение части крупных фракций материала (например, размером до 80 мм и более) в верхних зонах слоя, что ухудшает условия охлаждения крупных фракций, омываемых не холодным (как это имеет место внизу слоя), а уже прошедшим через часть слоя и, следовательно, нагретым воздухом. С учетом необходимости наибольших затрат охлаждающего агента и времени охлаждения именно на крупные куски отмеченный недостаток существенно усложняет процесс охлаждения всей массы материала (включая крупные куски) до заданной температуры, обусловливая повышение энергозатрат на охлаждение материала;
в загруженном на охладитель слое материала неизбежно содержатся мельчайшие пылевидные частицы, выдуваемые из охладителя воздухом, очистка всей массы которого (даже из начального участка охладителя) требует крупногабаритных аспирационно-очистных систем.
Указанный второй недостаток рассмотренного способа устраняется в наиболее близком по технической сути и достигаемому результату к предлагаемому (прототипе) способе загрузки охладителя кусковых материалов, реализованном в устройстве для охлаждения кусковых материалов /2/.
При загрузке охладителя согласно способу-прототипу через загружаемый материал снизу вверх продувается (и затем отсасывается) воздух со скоростями, достаточными для выноса из слоя материала пылевидных и мелких частиц.
Способ-прототип, обеспечивая обеспыливание загружаемого материала, не предусматривает, однако, рациональной загрузки охладителя с размещением в одном охлаждаемом слое на полотне охладителя крупных и мелких фракций с укладкой первых в нижней, а вторых в верхней частях слоя. Достаточно большие скорости воздуха, обеспечивающие в способе-прототипе вынос из охладителя не только пыли, но и мелких частиц, способствуют, как это известно из теоретических исследований и промышленной практики, интенсивному перемешиванию слоя, а не сепарации частиц по его высоте. Кроме перечисленных, недостатком способа-прототипа является также сложность аэродинамической регулировки работы технологического вентилятора, направленной на охлаждение материала на определенном участке охладителя и трудно совмещаемой с задачей сепарации материала в одной из зон этого участка.
Целью изобретения является совмещение обеспыливания загружаемого материала с регулированием укладки его крупных и мелких фракций на охладитель.
Поставленная цель достигается тем, что в способе загрузки охладителя кусковых материалов, включающем продув воздухом снизу вверх материала, загружаемого по наклонному желобу, согласно изобретению продув воздухом осуществляют на выгрузочном участке желоба с псевдоожижением материала в режиме сепарации крупных и мелких фракций по высоте желоба.
При загрузке линейного охладителя агломерата или подобного охладителя та часть слоя материала в загрузочном желобе, которая примыкает к его днищу, выгружается на полотно охладителя первой (тем более, что, например, в линейных охладителях агломерата днище желоба, как правило, примыкает к полотну, являясь одновременно загрузочным порогом). Затем на полотно охладителя поступают последовательно (снизу вверх) как бы прослойки материала по высоте слоя в желобе, так что последними на верх слоя материала на полотне охладителя поступают верхние прослойки слоя материала в желобе. Этот естественный принцип загрузки охладителя из наклонного желоба используется в предлагаемом способе для создания возможности регулирования фракционной укладки материала на полотно охладителя.
Достигается это псевдоожижением материала в желобе, причем не вообще псевдоожижением, а именно в режиме сепарации крупных и мелких фракций по высоте слоя материала внутри желоба.
Предлагаемое в заявляемом способе псевдоожиженние загружаемого через желоб материала в режиме сепарации обеспечивает создание крупных фракций на днище желоба и последующую первоочередную их выгрузку непосредственно на полотно охладителя, в то время как мелкие фракции, выносимые при сепарационном псевдоожижении материала в желобе в верх слоя, выгружаются на охладитель на уже лежавшие на полотно крупные фракции. Таким образом достигается требуемое с точки зрения рационального охлаждения материала формирование слоя на полотне охладителя, при котором крупные куски охлаждаются еще не нагретым в слое воздухом окружающей среды, подаваемым к полотну, что уменьшает время охлаждения в агрегате всей массы материала до заданной температуры и сокращает энергозатраты.
Акцентирование в отличительных признаках именно сепарационного режима псевдоожижения (а не псевдоожижения вообще) объясняется тем, что, например, при увеличении скорости воздуха до величин, приближающихся к верхним пределам существования псевдоожижения, наступает режим перемешивания материала в слое, когда процесс сегрегации частиц по крупности нарушается. Поэтому признак в режиме сепарации является необходимым.
Акцентирование признака сепарации. по высоте желоба также является необходимым, т. к. во-первых, вынос пыли из слоя также является процессом сепарационным по отношению к пыли и основной массе слоя. Однако сегрегация частиц по крупности внутри слоя практически не происходит, а именно она обеспечивает осуществимость заявляемого способа. Аналогично при скоростях воздуха выше вторых критических не только для пыли, но и для мелких фракций (например, размером до 5 мм) последние могут выноситься из слоя и желоба, что также можно считать сепарацией. При этом, однако, мелкие фракции, вынесенные из желоба, не укладываются в охладитель, а главное, в желобе из-за высоких скоростей осуществляется, как уже отмечалось, режим перемешивания, а не сегрегации материала.
Поэтому признак режима сепарации не вообще, а именно по высоте желоба также является необходимым для осуществления заявляемого способа.
Что касается признака на выгрузочном участке желоба, то он обусловлен необходимостью (и достаточностью) псевдоожижения на этом участке, т.к. он непосредственно примыкает к охладителю и определяют условия загрузки на него материала.
Поскольку сепарационный режим псевдоожижения осуществляется со скоростями выше скоростей пылевыноса при режиме фильтрации, то, естественно, в сепарационном режиме осуществляется и обеспыливание загружаемого материала.
Из изложенного следует, что каждый из отличительных признаков заявленного способа необходим, а все вместе они достаточны для достижения цели изобретения.
Пример осуществления способа поясняется с помощью чертежа.
Полифракционный кусковой материал (например, агломерат), содержащий условно мелкие фракции 1 (например, 30% размером до 5 мм) и условно крупные фракции 2 (например, 70% размером до 80 мм и более) загружают (например, из дробилки 3) через наклонный загрузочный желоб 4 и днищем 5 на полотно 6 охладителя 7. Во время прохода материала по желобу 4 на выгрузочном его участке с днищем в виде решетки 8 вентилятором 9 по воздуховоду 10 через решетку 8 и слой материала продувают воздух, который, пройдя через слой, отсасывается через проем 11 в крышке 12 желоба 4 по воздуховоду 13 в аспирационно-очистную систему (на чертеже не показанную).
Сущность способа заключается в том, что воздух продувают через слой материала со скоростями, обеспечивающими псевдоожижение материала в режиме сепарации крупных и мелких фракций по высоте слоя внутри желоба. Этот режим достигается при скоростях, ненамного (например, в 1,1-1,3 раза) превышающих скорости начала псевдоожижения мелкофракционных частиц (в нашем примере размером до 5 мм), определяемых по известным методикам для конкретного материала. В частности, для агломерата начальная скорость псевдоожижения частицы размером 5 мм составляет при определении по известной методике 1,2 м/с при нормальных условиях для охлаждаемого агломерата.
С учетом того, что 5 мм выбранный максимальный размер мелкофракционной группы, действительная (рабочая) скорость псевдоожижения может быть принята равной 1,2•1,1=1,32 м/с. Произведением данной скорости и площади продуваемого участка днища желоба (решетки) определяют, как обычно, требуемый расход воздуха.
При продуве через слой материала в желобе 4 воздуха в определенном по вышеприведенной методике количестве слой сепарируется по высоте с оседанием крупных фракций 2 в низ слоя на решетку 8 днища 5 желоба 4 и выходом мелких фракций 1 в верхние части слоя внутри желоба 4. Пылевидные же частицы 14 материала, для которых скорость витания ниже принятых рабочих скоростей псевдоожижения (например, частицы агломерата размером 2•10-4мм и ниже со скоростями витания 0,7 м/с и ниже), выносятся с воздушным потоком через воздуховод 13 в аспирационно-очистную систему.
Таким образом, в процессе загрузки материала по загрузочному желобу охладителя при осуществлении заявляемого способа происходит оседание крупных фракций на днище желоба и подъема мелких фракций в верхние части слоя при одновременном обеспыливании загружаемого материала, выносе из него и из желоба пылевидных частиц.
Сегрегация крупных и мелких фракций по высоте слоя материала внутри загрузочного желоба обеспечивает целенаправленное формирование слоя охлаждаемого материала на полотне охладителя, т.к. оседая на днище желоба, наиболее крупные фракции первыми загружаются на полотно, образуя нижнюю прослойку охлаждаемого слоя материала, а более мелкие фракции выгружаются на уже образованную подстилочную прослойку крупных фракций (см. на чертеже).
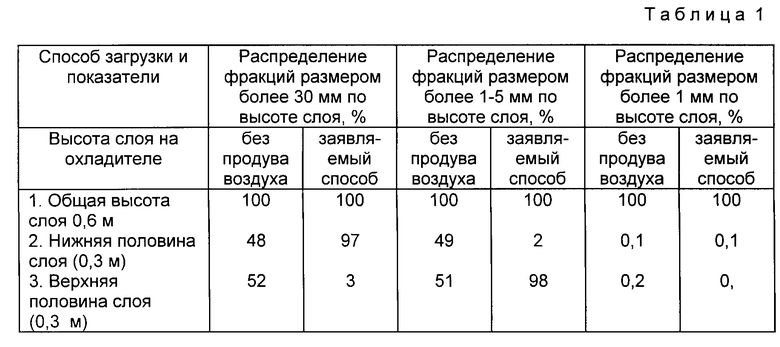
Основные результаты одного из конкретных примеров осуществления способа при загрузке охладителя кусковым материалом приведены в таблице. Результаты приводятся в сравнении с соответствующими показателями, получаемыми при осуществлении загрузки без продукта воздуха.
Таким образом, в предлагаемом способе сочетается обеспыливание загружаемого через желоб материала с регулированием формирования охлаждаемого слоя материала на полотне охладителя, при котором крупные фракции располагаются в нижней зоне слоя, а мелкие в верхней.
Заявляемый способ характеризуется еще и дополнительным преимуществом, заключающимся в том, что регулировка скоростей продува воздуха через слой материала в желобе (в пределах сепарационного режима) можно также регулировать содержание средних фракций (например, размером 10-30 мм) на уровне укладки крупнофракционного материала, т.к. согласно теории теплообмена при охлаждении агломерата наилучшему охлаждению крупных кусков способствует не только размещение их в нижней части слоя, но и окружение их небольшим количеством более мелких, средних фракций.
В отличие от известных технических решений заявляемый способ осуществляется без существенного усложнения конструкции загрузочного желоба и без каких-либо изменений порядка технологических операций.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛАССИФИКАТОР КУСКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2095711C1 |
| УСТРОЙСТВО ДЛЯ КЛАССИФИКАЦИИ КУСКОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2110028C1 |
| Классификатор кусковых материалов | 1984 |
|
SU1232909A1 |
| Загрузочное устройство ленточного охладителя агломерата | 1986 |
|
SU1388687A1 |
| Способ загрузки агломерата в охладитель перекрестного тока | 1980 |
|
SU981407A1 |
| Конвейерная машина для окускования железорудных материалов с двумя рабочими ветвями | 1990 |
|
SU1792511A3 |
| Охладитель кусковых материалов | 1986 |
|
SU1435637A1 |
| Устройство загрузки скипов доменной печи | 1983 |
|
SU1148869A1 |
| Устройство для загрузки агломерата на линейный охладитель | 1983 |
|
SU1122876A1 |
| Способ охлаждения агломерата | 1986 |
|
SU1420047A1 |
Использование: изобретение относится к металлургии, преимущественно к охлаждению агломерата на линейных охладителях с продуваемым слоем. Сущность: способ осуществляют продувом загружаемого по наклонному желобу слоя материала со скоростями, обеспечивающими его псевдоожижение в режиме сепарации крупных и мелких фракций по высоте слоя внутри желоба. Крупные фракции оседают на днище желоба и первыми выгружаются на полотно охладителя, а мелкие фракции, перемещающиеся в верхнюю часть слоя внутри желоба, выгружаются на крупные фракции, уже лежащие на полотне. При продуве воздуха через материал в желобе обеспечивается также обеспыливание загружаемого материала. Способ позволяет в процессе загрузки материала регулировать его пофракционную укладку на охладитель, обеспечивающую теплотехнически и экономически эффективное охлаждение формируемого слоя. 1 ил., 1 табл.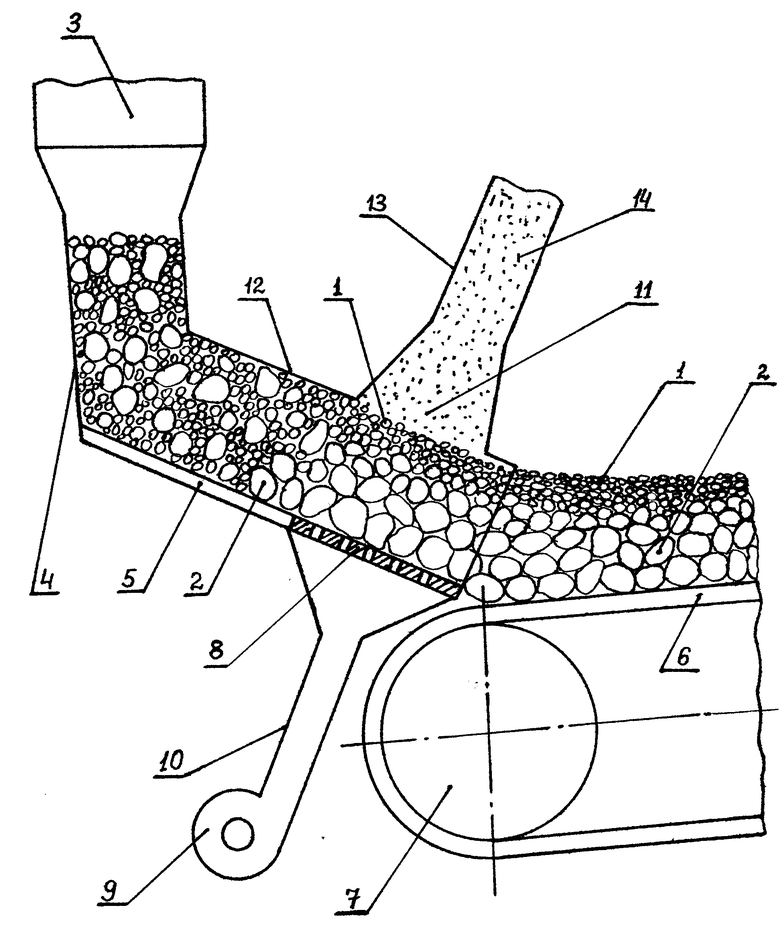
Способ загрузки охладителя кусковых материалов, включающий продув воздухом снизу вверх материала, загружаемого по наклонному желобу, отличающийся тем, что продув воздухом осуществляют на выгрузочном участке желоба с псевдоожижением материала в режиме сепарации крупных и мелких фракций по высоте желоба.
| Бабушкин Н.М | |||
| и др | |||
| Охлаждение агломерата и окатышей | |||
| - М.: Металлургия, 1975, с | |||
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
| Охладитель кусковых материалов | 1986 |
|
SU1435637A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
