Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления бандажированных труб в трубных решетках в процессе локализованного направленного пластического деформирования материала трубы.
Известен способ закрепления труб в трубных решетках, пари котором трубу устанавливают в отверстие решетки, имеющее кольцевую канавку, фиксируют от возможного осевого перемещения с последующим закреплением трубы в решетке путем приложения осевого сжимающего усилия к торцу трубы (см. а.с. N 277712, B 21 D 39/06, БИ N 25, 1970).
К недостаткам известного способа следует отнести:
пониженные характеристики прочности и герметичности сборки вследствие неоднородности пластической деформации материала трубы как на этапе ее раздачи, так и заполнения объема кольцевой канавки;
большие радиальные давления на стенки отверстия в решетке, что вызывает коробление последней.
Известен также способ закрепления труб в трубных решетках, при котором на внешней поверхности концов трубы формируют кольцевые выступы, устанавливают ее в решетку, имеющую кольцевые выемки прямоугольного поперечного сечения, обеспечивая совпадение выступов и выемок, фиксируют трубу от возможного осевого перемещения с последующим ее закреплением в решетке путем приложения осевого сжимающего усилия со стороны внутренней поверхности трубы (см. а.с. N 265060, B 21 D 39/06, 1970 прототип).
К недостаткам известного способа закрепления труб в трубных решетках следует отнести:
недостаточные характеристики герметичности из-за превышения геометрических размеров кольцевых выемок по ширине в решетке соответствующих геометрических размеров кольцевых выступов на трубе;
заниженные характеристики прочности сборки из-за того, что закрепление трубы в трубной решетке осуществляют заполнением объемов кольцевых канавок материалом трубы, без их изначального внедрения.
Задачей настоящего изобретения является разработка такого способа закрепления труб в трубных решетках на стадии ремонта теплообменного аппарата, который в условиях регламентируемого силового воздействия на решетку, позволил бы повысить характеристики прочности и герметичности сборки при условии постановки труб с возможным зазором до 07 мм на сторону; увеличение срока службы решетки и уменьшение износа инструмента, например, вальцовки.
Технический результат в предлагаемом способе достигается тем, что в способе закрепления труб в трубных решетках, при котором на внешней поверхности концов трубы формируют кольцевые выступы, устанавливают ее в решетку, имеющую кольцевые выемки прямоугольного поперечного сечения, обеспечивая совпадение выступов и выемок, фиксируют трубу от возможного осевого перемещения с последующим ее закреплением в решетке путем приложения осевого сжимающегося усилия с стороны внутренней поверхности трубы, согласно изобретению на концах трубы формируют кольцевые выступы трапециевидного поперечного сечения с одновременной калибровкой ее отверстия, для чего на торец разъемной матрицы, имеющей кольцевые выемки трапециевидного поперечного сечения, размещают соосно отверстию диск из упругого материала с диаметром отверстия, превышающим диаметр отверстия в матрице, устанавливают трубу, располагая ее торец в плоскости свободного торца диска, фиксируют трубу от осевого перемещения, затем ее нагружают осевым сжимающим усилием в пределах части площади поперечного сечения посредством ступенчатого пуансона, вызывая последовательную раздачу трубы до диаметра отверстия в диске, обеспечивая на заключительной стадии подрезку по линии, лежащей в плоскости контакта торцев диска и матрицы, и запрессовку материала трубы между диском и большой ступенью пуансона с окончательным заполнением объемов кольцевых выемок, после чего производят разделение трубы в плоскости ее подрезки. Причем разделение трубы производят вращением диска из упругого материала относительно оси или осевым перемещением ступенчатого пуансона в направлении, противоположном направлению его движения при погружении трубы.
Осуществление предлагаемого способа закрепления бандажированных труб в трубных решетках позволит регламентировать силовое воздействие трубы на решетку и обеспечивать повышенные (по сравнению с известным техпроцессом-прототипом) стабильные характеристики прочности и герметичности сборки, увеличить срок службы решетки и уменьшить износ инструмента-вальцовки.2 Это объясняется тем, что бандажирование концов трубы, выполнением с внешней стороны кольцевых выступов, создает предпосылки:
закрепления трубы в трубной решетке посредством прогнозируемого внедрения кольцевых выступов на трубе в кольцевые канавки трубной решетки. В результате устраняется возможность коробления трубной решетки и, следовательно, возрастает ее эксплуатационный ресурс;
получения кольцевых выступов на поверхности трубы пластическим деформированием ее материала, обеспечивая упрочнение последнего, что гарантирует повышенные прочностные характеристики сборки;
полного заполнения материалом трубы объемов кольцевых выемок, что приводит к обеспечению требуемой герметичности;
Снижение износа инструмента вальцовки, поскольку выполняется операция калибровки отверстия в трубе.
Кроме того, выполнение кольцевых выступов за счет материала, находящегося в припуске, позволяет не уменьшать исходную толщину стенки трубы, а совмещение операций бандажирования трубы с операцией отделения припуска не вызывает существенного повышения себестоимости производства одного погонного метра трубы.
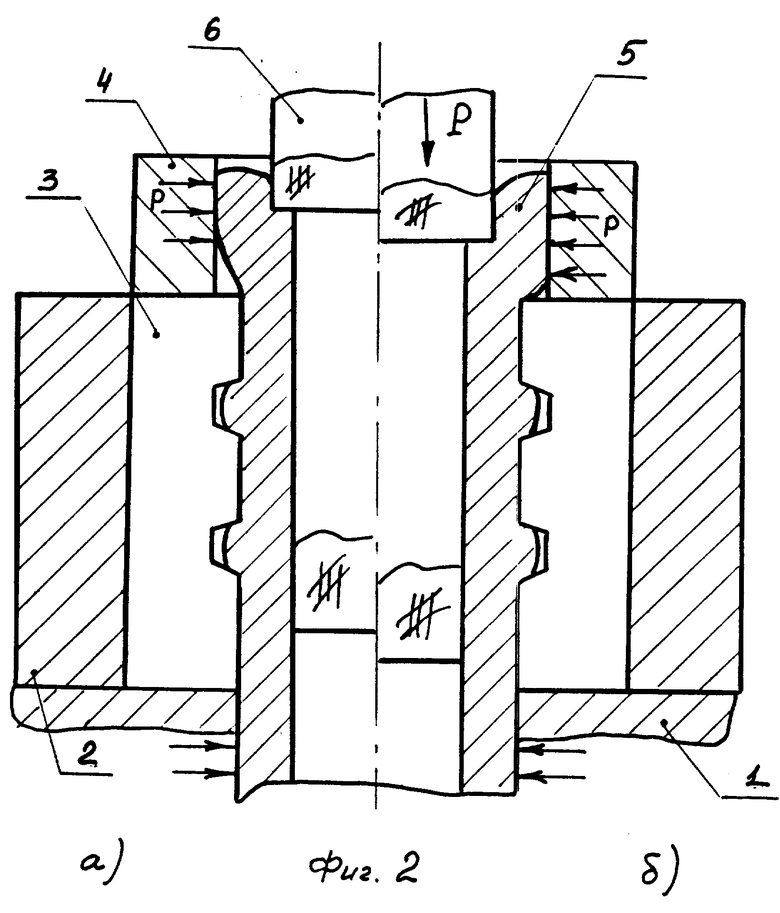
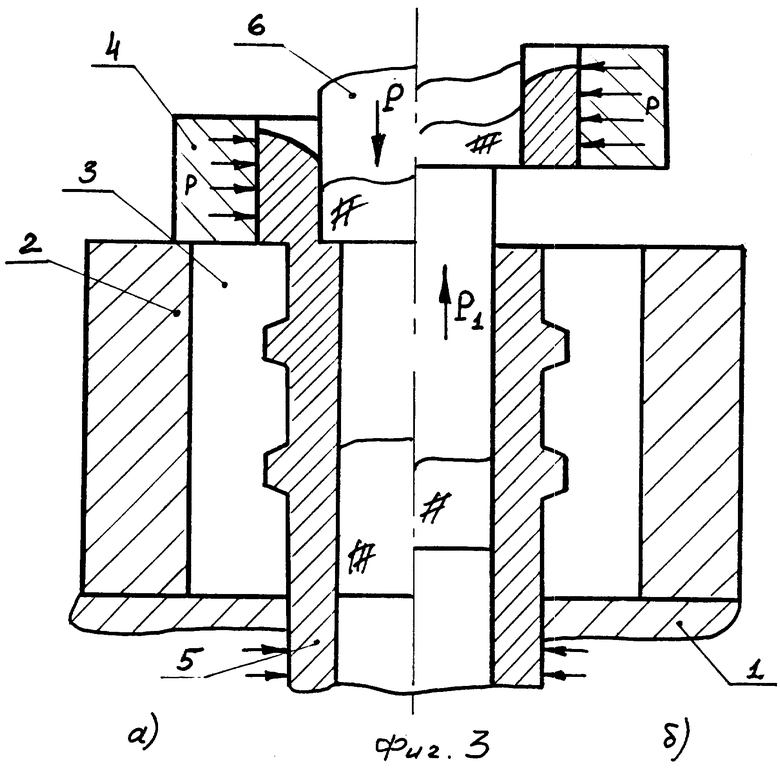
Сущность изобретения поясняется чертежами, где на фиг. 1а показано исходное положение технологической оснастки и трубы перед выполнением операции раздачи трубы; на фиг. 1б стадия раздачи трубы до диаметра отверстия в диске из упругого материала; на фиг. 2а стадия раздачи трубы с начальным этапом ее подрезки и частичным заполнением объемов кольцевых выемок; на фиг. 2б стадия раздачи трубы с одновременной ее подрезкой и заполнением объемов кольцевых выемок; на фиг. 3а стадия запрессовки материала трубы между диском и большой ступенью пуансона с окончательным заполнением объемов кольцевых выемок; на фиг. 3б стадия разделения трубы в плоскости ее подрезки посредством осевого перемещения ступенчатого пуансона в направлении, противоположном направлению его движения при нагружении трубы.
Вариант осуществления предлагаемого к рассмотрению способа закрепления труб в трубных решетках состоит в следующем:
На плиту 1, имеющую отверстие, устанавливают обойму 2 с размещенной в ней разъемной по образующей матрицей 3. На внутренней поверхности последней выполнены кольцевые выемки трапециевидного поперечного сечения. На торец матрицы 3 соосно ее отверстию устанавливают диск 4 из упругого материала, например инструментальной стали У8А. Причем диаметр D отверстия в диске 4 больше, чем диаметр D1 отверстия в матрице 3. Затем в технологической оснастке размещают трубу 5, создавая необходимый припуск посредством размещения ее торца в плоскости свободного торца диска 4. Фиксируют трубу от осевого перемещения (на чертеже показано стрелками). В отверстие трубы 5 устанавливают ступенчатый пуансон 6, малая ступень которого выполнена с наименьшим зазором по отношению к диаметру отверстия в трубе 5, а большая ступень диаметром D2 не превышает срединного диаметра трубы 5 (фиг. 1а). Перед установкой ступенчатого пуансона 6 в трубу 5 на его боковую поверхность наносится смазка.
При воздействии усилием P на торец ступенчатого пуансона 6 вызывают его перемещение в осевом направлении. В результате на первом этапе внедрения ступенчатого пуансона 6 в трубу 5 наблюдается раздача последней до диаметра D в диске 4 (фиг. 1б), а также частичное заполнение объемов кольцевых выемок в матрице 3. Дальнейшее перемещение ступенчатого пуансона 6 в один из моментов приводит к реализации начальной стадии подрезки трубы 5 по линии, лежащей в плоскости контакта торцев матрицы 3 и диска 4 (фиг. 2а). Развитие процесса подрезки трубы 5 обуславливает увеличение площади контакта между трубой 5 (ее припуском) и диском 4 (фиг. 2б), и запрессовку материала трубы 5 между большой ступенью пуансона 6 и диском 4 за счет упругой деформации последнего фиг. 3а. Причем на заключительной стадии подрезки трубы 5 имеет место окончательное заполнение объемов кольцевых выемок матрицы 3 материалом трубы 5, находящимся в припуске.
Следует подчеркнуть, что в процессе подрезки трубы 5 площадь ее поперечного сечения уменьшится по сравнению с исходной и станет равной:
Усилие, необходимое для окончательного разделения трубы 5, например, отрывом определяется из выражения:
где σв предел прочности материала труб на растяжение.
Следовательно, сила трения между трубой 5 и диском 4, обеспечивающая этот процесс окончательного разделения трубы 5, может быть найдена, как
Pтрения = πDρμH,
где
ρ -радиальное давление материала трубы 5 на стенки отверстия в диске 4;
H толщина диска;
m коэффициент трения между материалом трубы 5 и материалом диска 4.2 Тогда искомая величина радиального давления r при запрессовке материала трубы 5 между диском 4 и ступенчатым пуансоном 6 будет определена в виде:
Для окончательного разделения трубы 5 прикладывают усилие P1 к ступенчатому пуансону 6 (фиг. 3б) в направлении, противоположном направлению его движения при нагружении трубы 5.
Кроме того, окончательное разделение трубы 5 можно осуществить, прикладывая крутящий момент к диску 4.
Опытно-промышленная проверка предлагаемого способа прошла при бандажировании стальных (сталь 20) труб с внешним диаметром, равным 25,0 мм, и толщиной стенки, равной 2,5 мм.
Технологическая оснастка изготавливалась из инструментальной стали У8А с твердостью HRCэ после закалки не менее 58 ед. и точностью исполнительных размеров по 7-му квалитету точности.
Разъемная по образующей матрица имела кольцевые выемки трапециевидного поперечного сечения с геометрическими размерами: длина малого основания 2 мм, длина большого основания 4,0 мм; глубина 0,5 мм. Расстояние между выемками по оси 9,0 мм. Размещение разъемной матрицы в обойме осуществляли по легкопрессовой посадке. Геометрические размеры диска: внешний диаметр 50 мм, внутренний диаметр 27 мм, высота 10,0 мм. Ступенчатый пуансон имел геометрические размеры: диаметр алой ступени 19,8 мм, ее длину 40,0 мм; диаметр большой ступени 22,5 м.
Фиксирование трубы от осевого перемещения выполняли с помощью гидроцилиндра и механических захватов.
Нагружение трубы осуществляли на гидравлическом прессе ПСУ-250 с максимальным усилием деформирования в 0,4 Мн. Усилие разделения трубы не превышало 40 кн. Качество торцевой поверхности трубы, имеющей бандажи, соответствовало требованием производства.
Закрепление бандажированных труб в трубных решетках ремонтного варианта выявило полное соответствие новой технологии задачам производства.
Изобретение применимо для ремонтных работ на теплообменных аппаратах нефтеперерабатывающей, нефтехимической и других отраслях промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1996 |
|
RU2107572C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2162021C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2133165C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129056C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2160175C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2109589C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129054C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2205719C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2169631C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164835C2 |
Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления труб в трубных решетках в процессе локализованного направленного пластического деформирования материала трубы. Способ закрепления труб в трубных решетках, при котором на внешней поверхности концов трубы формируют кольцевые выступы, устанавливают ее в решетку, имеющую кольцевые выемки прямоугольного поперечного сечения, обеспечивая совпадение выступов и выемок, фиксируют трубу от возможного осевого перемещения с последующим ее закреплением в решетке путем приложения осевого сжимающего усилия со стороны внутренней поверхности трубы. Формирование кольцевых выступов трапециевидного поперечного сечения на концах трубы производят с одновременной калибровкой ее отверстия, для чего на торец разъемной матрицы, имеющей кольцевые выемки трапециевидного поперечного сечения, размещают соосно отверстию диск из упругого материала с диаметром отверстия, превышающим диаметр отверстия в матрице, устанавливают трубу, располагая ее торец в плоскости свободного торца диска, фиксируют ее от осевого перемещения, затем ее нагружают осевым сжимающим усилием в пределах части площади поперечного сечения посредством ступенчатого пуансона, вызывая последовательно раздачу трубы до диаметра отверстия в диске. На заключительной стадии производят подрезку по линии, лежащей в плоскости контакта торцев диска и матрицы, и запрессовку материала трубы между диском и большей ступенью пуансоса с окончательным заполнением объемов кольцевых выемок, после чего производят разделение трубы в плоскости ее подрезки. Разделение трубы производят или вращением кольца из упругого материала относительно оси, или перемещением ступенчатого пуансона в направлении, противоположном направлению его движения при нарушении трубы. 2 з.п. ф-лы, 3 ил.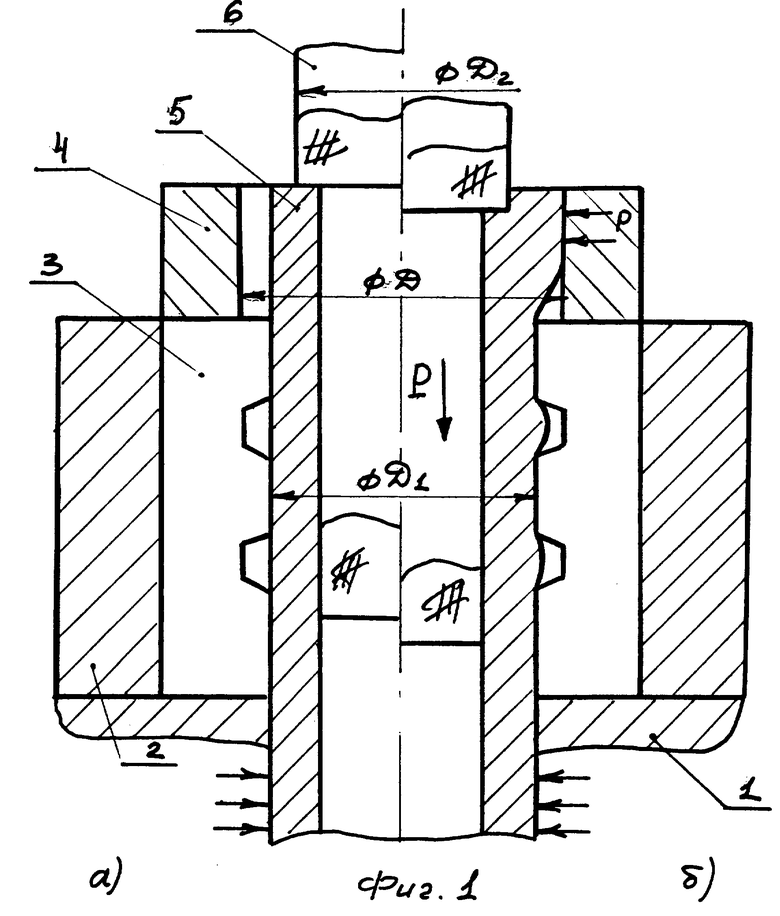
| SU, авторское свидетельство, 265060, кл.B 21D 39/06, 1968. |
