Изобретение относится к металлургии стали и может быть использовано при изготовлении бесшовных и электросварных труб нефтяного сортамента и соединительных деталей, хладостойких к коррозионному растрескиванию в средах, содержащих Н2S и СО2 (СКРН).
Данный способ преимущественно применим для мало-, среднеуглеродистых сталей, а также комплекснолегированных углеродистых сталей.
Известен способ термической обработки сварных труб, включающий нормализацию сварного шва, после которой производят неполную закалку и отпуск [1]
Однако при такой обработке сохраняется структурная неоднородность зоны шва и остальной части периметра, а применительно к бесшовным трубам, сортамента установок с пильгерстаном наблюдается присущая этому способу значительная структурная неопределенность по толщине стенки и длине труб. В результате после термической обработки сохраняется анизотропия свойств, трубы обладают низкой хладостойкостью и стойкостью к сульфидному коррозионному растрескиванию под напряжением.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ термической обработки трубных изделий из конструкционных сталей, включающий первый нагрев выше Ас3, охлаждение в воде, второй нагрев в межкритический интервал температур (Ас1 Ас3), охлаждение и высокий отпуск с последующим охлаждением на воздухе [2]
Этот способ несколько повышает пластические свойства и ударную вязкость по линии сплавления, но значения ударной вязкости при температуре -40oС и коррозионные свойства остаются ниже требуемых.
Технической задачей изобретения является разработка способа термической обработки электросварных и бесшовных труб нефтяного сортамента, а также соединительных деталей к ним, обеспечивающего повышение хладостойкости и коррозионной стойкости в средах, содержащих Н2S и СО2 и повышению тем самым надежности этих изделий.
Согласно изобретению поставленная задача решается тем, что в способе термической обработки труб, включающем первый нагрев выше Ас3, охлаждение в воде, второй нагрев в межкритический интервал температур (Ас1 Ас3), охлаждение и высокий отпуск с последующим охлаждением на воздухе, первый нагрев ведут до Ас3 (Ас3 + 50)oС, после второго нагрева охлаждают в воде, а нагрев под отпуск ведут до (550 Ас1)oС.
При первом нагреве до температуры Ас3 (Ас3+50)oС, исходное зерно в результате фазовой перекристаллизации измельчается, после охлаждения в воде структура по всему объему трубы состоит из мартенсита и бейнита, которые в свою очередь имеют дисперсную структуру. При повторном нагреве в критическом интервале температур (Ас3 Ас1)oС аустенитные участки равномерно располагаются в феррите, поскольку зародыши аустенита образуются в местах с высокой концентрацией дислокаций и атомов углерода, а также на границах мартенситных кристаллов и вокруг бейнитных карбидов. При этом происходит дополнительное измельчение аустенитного зерна, а феррит приобретает полигонизованную структуру, так как не подвергается фазовой перекристаллизации. После охлаждения в воде равномерно распределенных участках аустенита образуется мартенсит, а последующий отпуск приводит к образованию однородной дисперсной структуры полигонизованного феррита с мелкими коагулированными частицами цементита. Кроме того, в результате значительного повышения удельной поверхности межзеренных границ происходит снижение концентрации вредных примесей по границе аустенита. Все это приводит к формированию благоприятного структурного состояния с точки зрения сопротивления хрупкому разрушению и коррозионной повреждаемости.
Предлагаемый способ термической обработки труб и соединительных деталей к ним осуществляется следующим образом.
После прокатки или сварки трубы и соединительных деталей их охлаждают на воздухе, затем производят первый нагрев в секционной проходной печи до температуры Ас3 (Ас3+50)oС, охлаждают в водяном спрейере, проводят второй нагрев до температуры (Ас3 Ас1)oС, охлаждают в водяном спрейере и проводят отпуск в проходной печи при температуре (550 Ас1)oС.
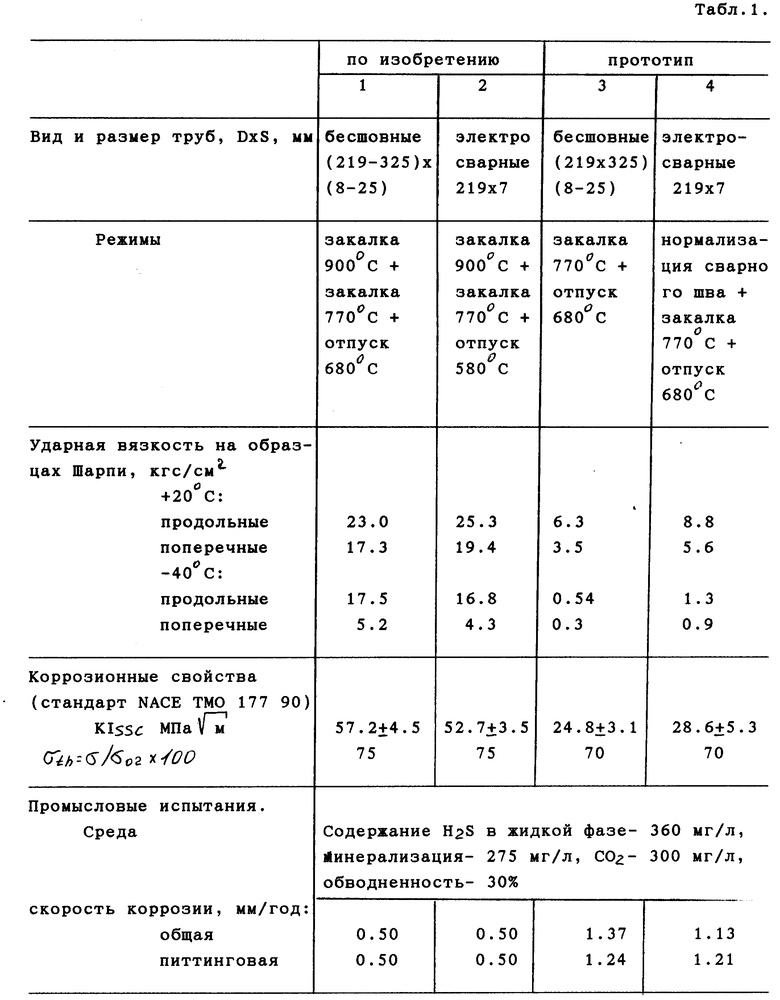
Способ был апробирован в промышленных условиях на электросварных трубах 219 х 5-8 мм и бесшовных трубах размером (219-325) х (8-25) мм, полученных на установке с пильгерстаном. Результаты лабораторных и промысловых испытаний приведены в таблице.
Как видно из таблицы, высокие результаты, относящиеся к задаче изобретения, получены как на бесшовных, так и на электросварных трубах. По сравнению с прототипом снижена анизотропия свойств, значения ударной вязкости при температуре -40oС на поперечных образцах возросли примерно в 8 раз, пороговое напряжение СКРН на 106% а стойкость к коррозии на 59%
Изобретение может быть промышленно использовано в производстве электросварных и бесшовных труб, изготавливаемых на установках с пильгерстаном для производства труб нефтяного сортамента, а также соединительных деталей к ним, стойких к коррозионному растрескиванию в средах, содержащих Н2S и СО2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 1997 |
|
RU2112049C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1996 |
|
RU2086670C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1999 |
|
RU2148660C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2430978C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОМПЛЕКСНО-ЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2564196C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ХРОМОМОЛИБДЕНОВОЙ СТАЛИ | 2015 |
|
RU2599465C2 |
| Высокопрочная коррозионно-стойкая бесшовная труба из нефтепромыслового сортамента и способ ее получения | 2019 |
|
RU2719212C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ТРУБ | 2011 |
|
RU2484149C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1997 |
|
RU2110588C1 |
| Бесшовная труба нефтяного сортамента из высокопрочной коррозионно-стойкой стали мартенситного класса и способ ее получения | 2021 |
|
RU2807645C2 |
Назначение: производство электросварных и бесшовных труб, изготавливаемых на установках с пильгерстаном для производства труб нефтяного сортамента, а также соединительных деталей к ним, стойких к коррозионному растрескиванию в средах, содержащих Н2S и СО2. Сущность изобретения: по способу термической обработки труб, включающему первый нагрев выше Ас3, охлаждение в воде, второй нагрев в межкритический интервал температур (Ас1 - Ас3), охлаждение и высокий отпуск с последующим охлаждением на воздухе, первый нагрев ведут до Ас3 - (Ас3+50)oС, после второго нагрева охлаждают в воде, а нагрев под отпуск до (550 - Ас1)oС. 1 табл.
Способ термической обработки труб, включающий первый нагрев выше Асз, охлаждение в воде, второй нагрев в межкритический интервал температур (Ас1 Ас3), охлаждение и высокий отпуск с последующим охлаждением на воздухе, отличающийся тем, что первый нагрев ведут до Ас3 (Ас3 + 50)oС, после второго нагрева охлаждают в воде, а нагрев под отпуск ведут до (550 Ас1)oС.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ термической обработки сварных труб | 1973 |
|
SU461955A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ термической обработки трубных изделий из конструкционных легированных сталей | 1984 |
|
SU1188214A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

