Изобретение относится к обработке давлением и может быть использовано при горячей многопереходной штамповке изделий на поворотном столе с матрицами.
Известен способ штамповки, включающий шаговую транспортировку заготовок по позициям по прямолинейной траектории, загрузку нагретой заготовки на исходной позиции, опускание пуансонов для совмещения с матрицами на позициях штамповки и подачу охлаждающей жидкости из охлаждающего органа [1] Этот способ требует кинематически сложных устройств с грейферными механизмами.
Известен способ штамповки, включающий шаговую транспортировку в матрицах по позициям по круговой траектории с постоянным шагом транспортировки, загрузку нагретой заготовки в матрицу на исходной позиции, опускание пуансонов для совмещения с матрицами на позициях штамповки и подачу охлаждающей жидкости из охлаждающего органа [2] Этот способ требует более простых устройств в виде поворотного стола с матрицами.
Недостатком способа является отсутствие охлаждения пуансонов. Это снижает их стойкость. Другим недостатком является охлаждение матрицы на позиции разгрузки, не исключающее попадание охлаждающей жидкости на отштампованное изделие и частичное подкаливание изделия. Это требует последующей термической обработки изделия для снижения его твердости перед механической обработкой.
Технической задачей изобретения является повышение стойкости пуансонов за счет их охлаждения и исключение подкаливания изделий охлаждающей жидкостью.
Поставленная задача решается тем, что в способе штамповки на прессе с поворотным столом, включающем загрузку нагретой заготовки в матрицу на исходной позиции, шаговую транспортировку заготовок в матрицах по позициям по круговой траектории с постоянным шагом, опускание пуансонов для совмещения с матрицами и подачу охлаждающей жидкости из охлаждающего органа, шаговую транспортировку заготовок осуществляют нечетным количеством шагов за полный оборот стола, загрузку очередной нагретой заготовки в матрицу производят через шаг поворота стола, а охлаждающую жидкость подают на пуансон на позиции штамповки при отсутствии на ней заготовок и при синхронном опускании охлаждающего органа и пуансона.
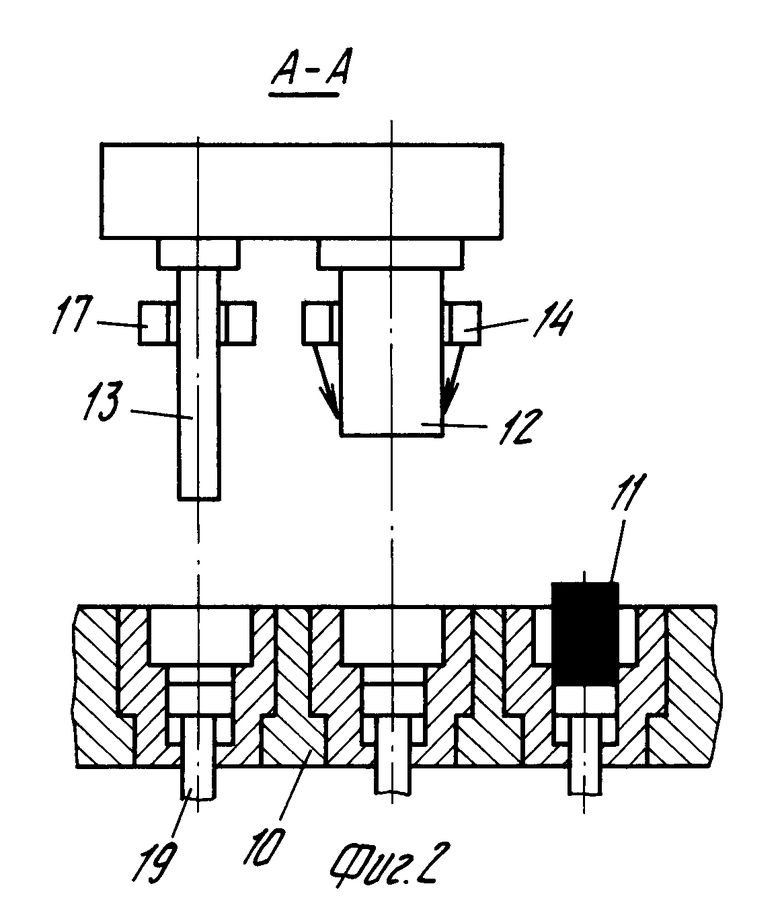
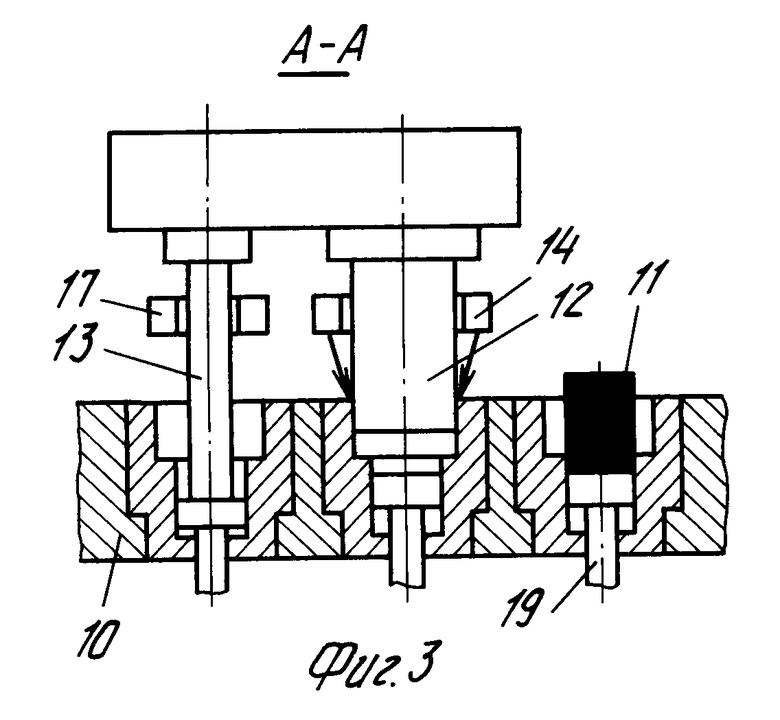
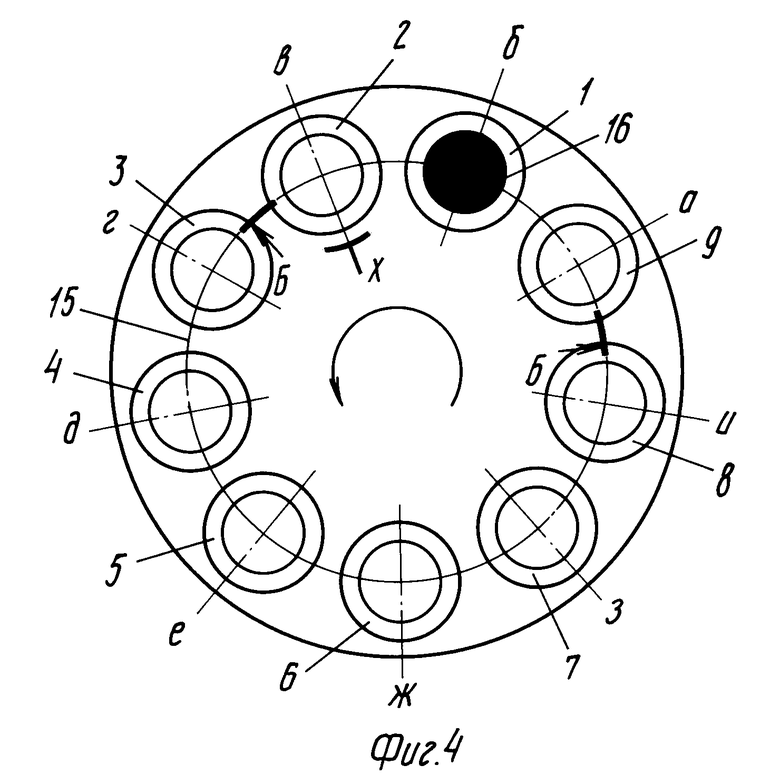
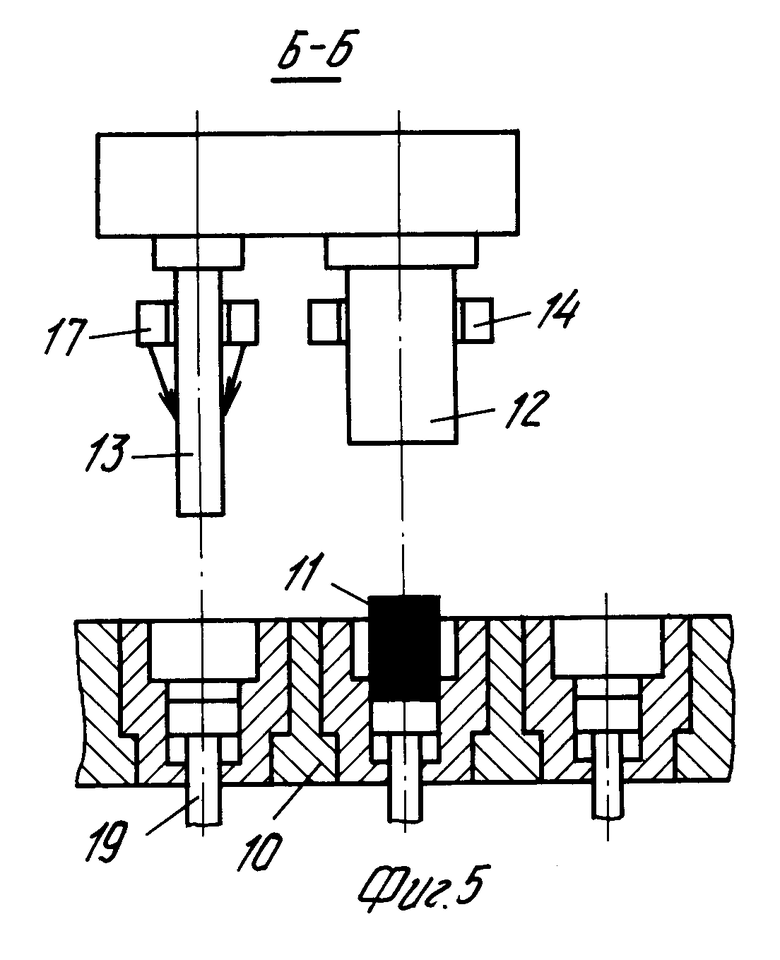
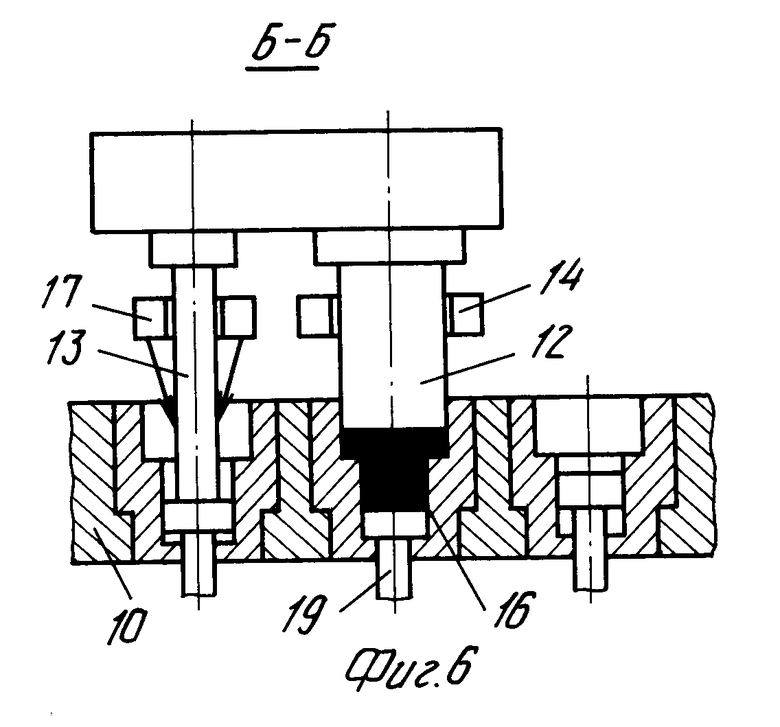
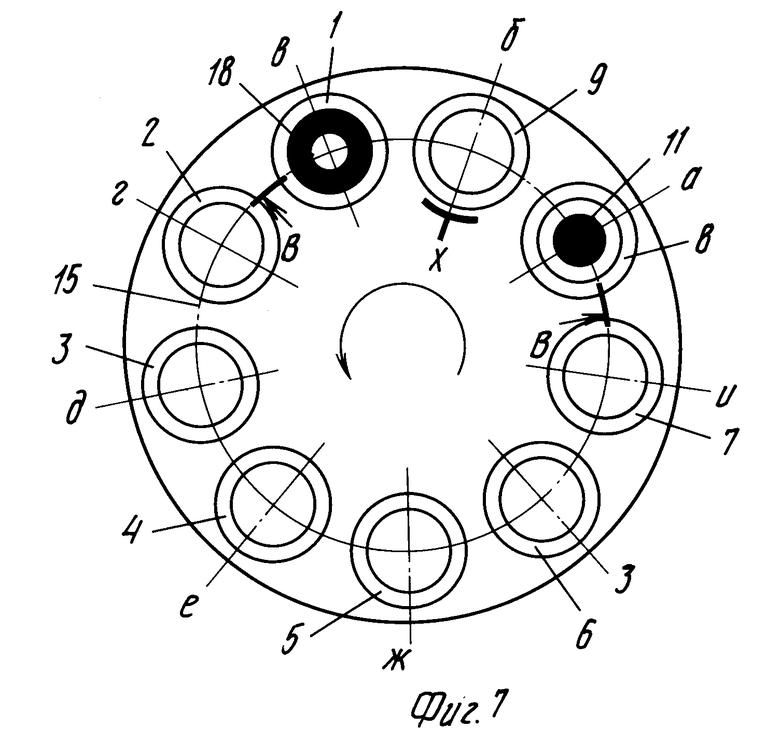
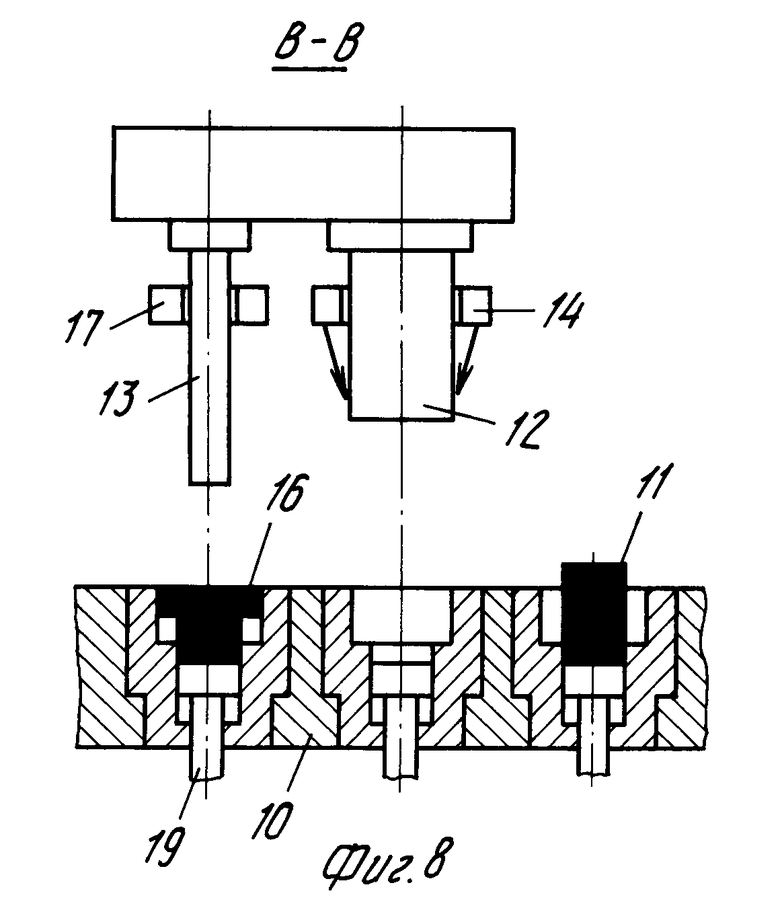
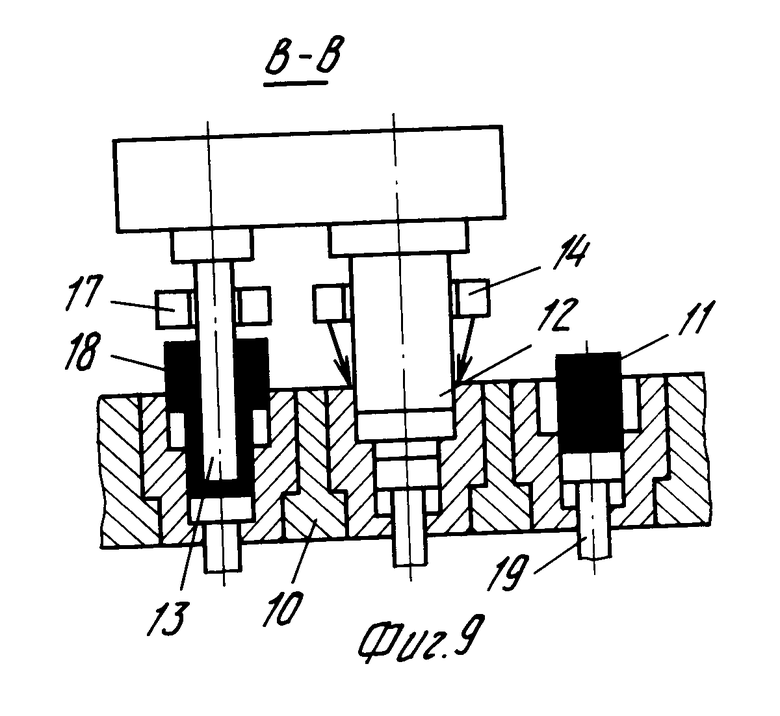
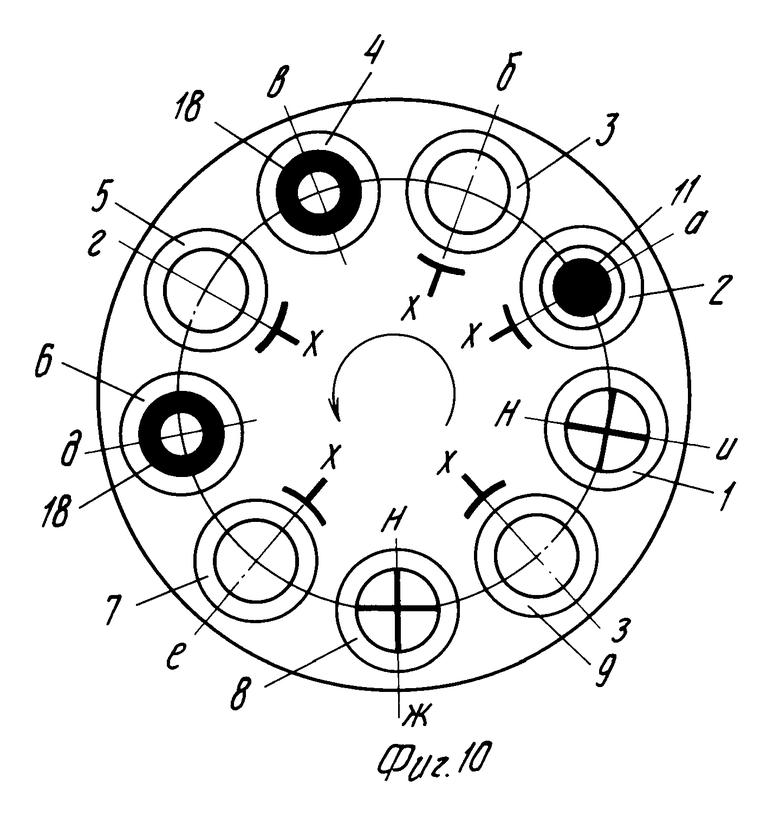
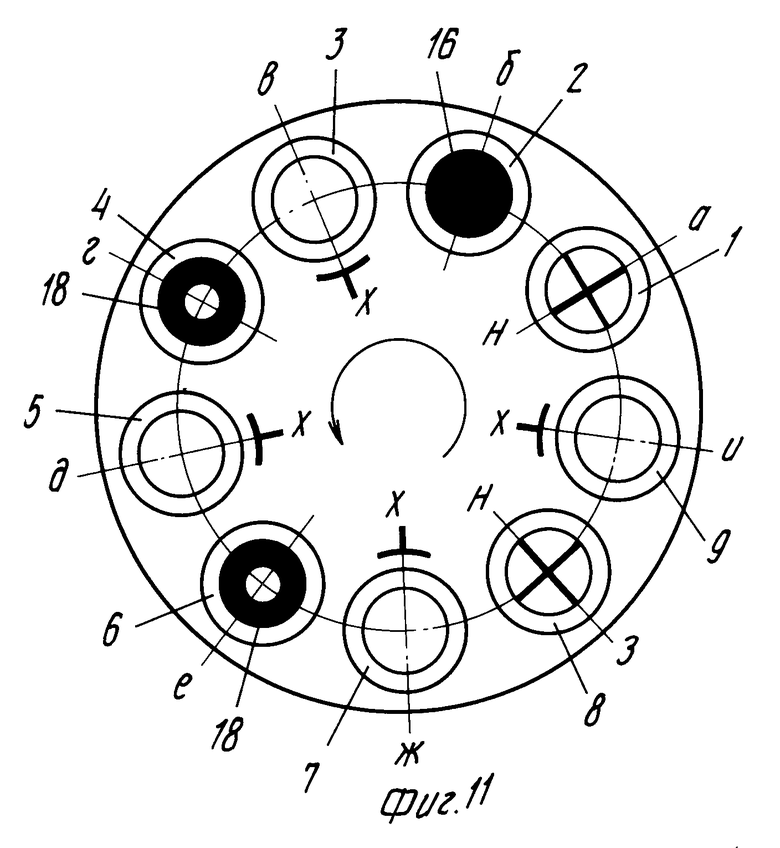
На фиг. 1 показаны загрузки нагретой заготовки на исходной позиции и подача охлаждающей жидкости на позиции штамповки; на фиг. 2 разрез А-А на фиг. 1 при крайнем верхнем положении пуансонов; на фиг.3 то же, при крайнем нижнем положении пуансонов; на фиг.4 получение промежуточной заготовки и подача охлаждающей жидкости на позиции штамповки; на фиг. 5 разрез Б-Б на фиг. 1 при крайнем верхнем положении пуансонов; на фиг. 6 то же, при крайнем нижнем положении пуансонов; на фиг. 7 загрузка нагретой заготовки на исходной позиции, подача охлаждающей жидкости на позиции штамповки и получение изделия; на фиг. 8 разрез В-В на фиг.1 при крайнем верхнем положении пуансонов; на фиг. 9 то же, при крайнем нижнем положении пуансонов; на фиг. 10 расположение заготовок, охлажденных и неохлажденных матриц после завершения оборота поворотного стола; на фиг. 11 то же, в начале последующего оборота поворотного стола.
Суть способа состоит в следующем.
В матрицу 1 (фиг.1,2,3), расположенную наряду с аналогичными, например, матрицами 2,3,4,5,6,7,8,9 на поворотном столе 10, на исходной позиции "а" загружают нагретую заготовку 11. Одновременно с этим на позициях штамповки "б" и "в" производят опускание пуансонов 12 и 13 для совмещения соответственно с матрицами 2 и 3. При этом также на позиции штамповки "б" из охлаждающего органа 14 производят подачу охлаждающей жидкости на пуансон 12. При этом также охлаждается и матрица 2, в которой отсутствует заготовка. Подачу охлаждающей жидкости производят при синхронном перемещении пуансона 12 и охлаждающего органа 14. Подачу охлаждающей жидкости прекращают, например в крайнем нижнем положении пуансонов 12 и 13. Пуансоны возвращаются в исходное положение. Далее производят транспортировку заготовки 11 в матрице 1 по круговой траектории 15 на позицию штамповки "б". После этого на позициях штамповки для совмещения соответственно с матрицами 1 и 2. При этом на позиции штамповки "б" производят деформацию нагретой заготовки 11, например, осадку с получением промежуточной заготовки 16. При этом также на позиции штамповки "в" из охлаждающего органа 17 производят подачу охлаждающей жидкости на пуансон 13. При этом также охлаждается и матрица 2, в которой отсутствует заготовка. Подачу охлаждающей жидкости производят при синхронном опускании пуансона 13 и охлаждающего органа 17. Подачу охлаждающей жидкости прекращают, например, в крайнем нижнем положении пуансонов 12 и 13. Пуансоны возвращаются в исходную позицию. Далее производят шаговую транспортировку промежуточной заготовки 16 в матрице 1 по круговой траектории 15 на позицию штамповки "в". После этого на позициях штамповки "б" и "в" (фиг.7,8,9) производят перемещение пуансонов 12 и 13 для совмещения соответственно с матрицами 9 и 1. При этом на позиции штамповки "в" производят деформацию промежуточной заготовки 16, например обратное выдавливание с получением изделия 18. При этом также на позиции штамповки "б" из охлаждающего органа 14 производят подачу охлаждающей жидкости на пуансон 12. При этом также охлаждается и матрица 9, в которой отсутствует заготовка. Подачу охлаждающей жидкости и прекращение подачи осуществляют аналогично описанному ранее. При этом на исходной позиции "а" в матрицу 8 загружают нагретую заготовку 11.
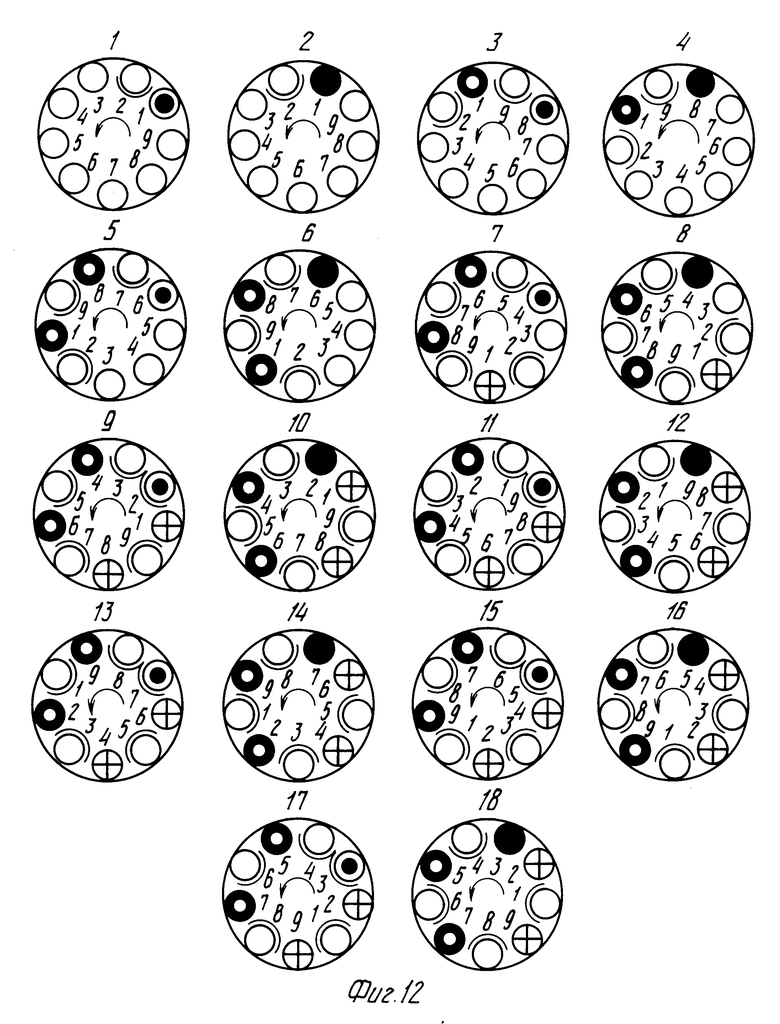
Далее продолжают шаговую транспортировку заготовок в матрицах по позициям по круговой траектории с постоянным шагом транспортировки (см.фиг.12). При этом загрузку очередной нагретой заготовки, охлаждение пуансонов и матриц, а также получение очередной промежуточной заготовки и изделия осуществляют аналогично описанному ранее. При этом также очередное изделие в матрице перемещают последовательно по промежуточным позициям "г", "д", "е" и далее на позицию разгрузки "ж". Здесь его извлекают из матрицы с помощью имеющегося в каждой матрице выталкивателя 19. При дальнейшей шаговой транспортировке опустошенную матрицу перемещают последовательно по промежуточным позициям "з" и "и". Таким образом, при полном обороте поворотного стола 10 заготовки в матрицах перемещают нечетным количеством шагов по аналогичному количеству позиций, например, по девяти позициям. При этом (фиг.10) охлаждены матрицы 2,3,5,7 и 9 (обозначены "х"). При этом также в охлажденную матрицу 2 на исходной позиции "а" загружают очередную нагретую заготовку 11. После следующего шага транспортировки в начале последующего оборота поворотного стола 10 (фиг.11) неохлажденную (обозначена "н") матрицу 1 размещают на исходной позиции "а", но загрузку в нее очередной нагретой заготовки не производят. В процессе дальнейшего шаговой транспортировки на этом обороте поворотного стола (см.фиг.12) охлаждают матрицы 1,4,6 и 8, а очередные заготовки в неохлажденные матрицы не загружают. Таким образом за два оборота револьверного диска охлаждают все матрицы.
Предлагаемый способ имеет следующие преимущества.
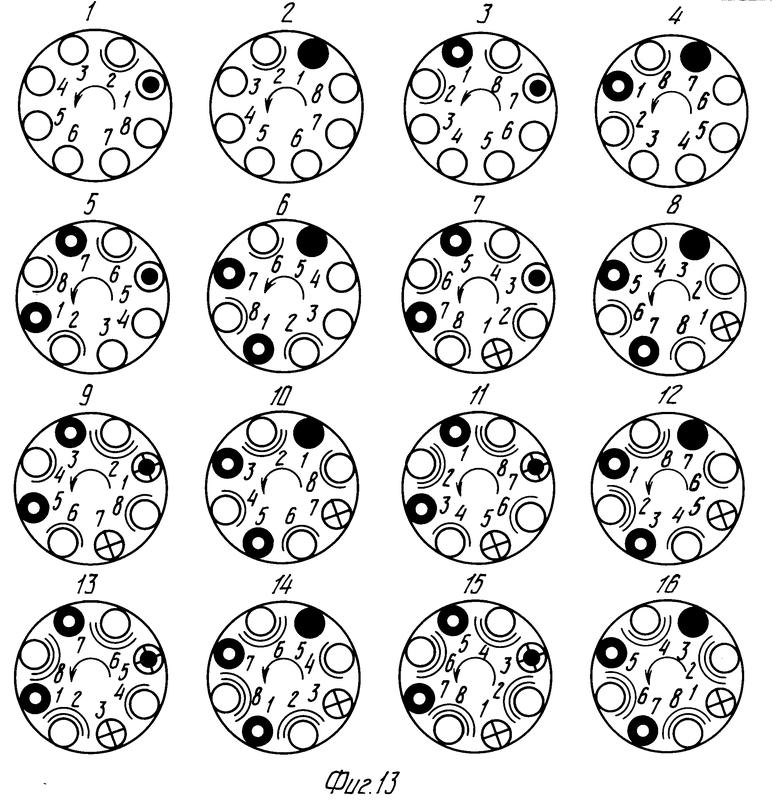
Подача охлаждающей жидкости на пуансон на позиции штамповки при отсутствии на ней заготовки обеспечивает охлаждение пуансона и матрицы и исключает попадание охлаждающей жидкости на отштампованное изделие. При этом подача охлаждающей жидкости при синхронном опускании охлаждающего органа и пуансона позволяет совмещать охлаждение пуансона и матрицы со штамповкой на смежной позиции, то есть без ущерба для производительности. При этом также опускание пуансона обеспечивает утапливание выталкивателей в случае их верхнего положения и охлаждение большей поверхности матрицы. При этом также в случае прекращения подачи охлаждающей жидкости в нижнем положении пуансона заполненность полости матрицы пуансоном обеспечивает уменьшение в ней остаточной охлаждающей жидкости, что облегчает ее удаление через зазоры к моменту загрузки в нее заготовки. Осуществление шаговой транспортировки заготовок нечетным количеством шагов обеспечивает охлаждение всех матриц и исключают загрузку заготовки в неохлажденную матрицу (см.фиг.12, а также фиг.13 для случая с четным количеством матриц, где видно, что охлаждению подвергаются только матрицы 2,4,6 и 8, а загрузка производится только в неохлажденные матрицы 1,3,5 и 7). Обеспечение по сравнению с прототипом охлаждения пуансонов повышает их стойкость, а исключение по сравнению с прототипом попадания охлаждающей жидкости на отштампованное изделие исключает подкаливание изделия и его последующую термическую обработку для снижения твердости перед механической обработкой.
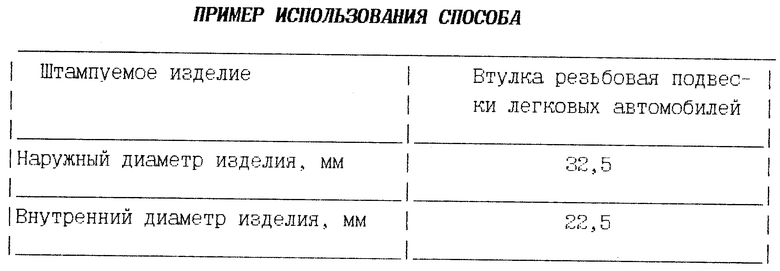
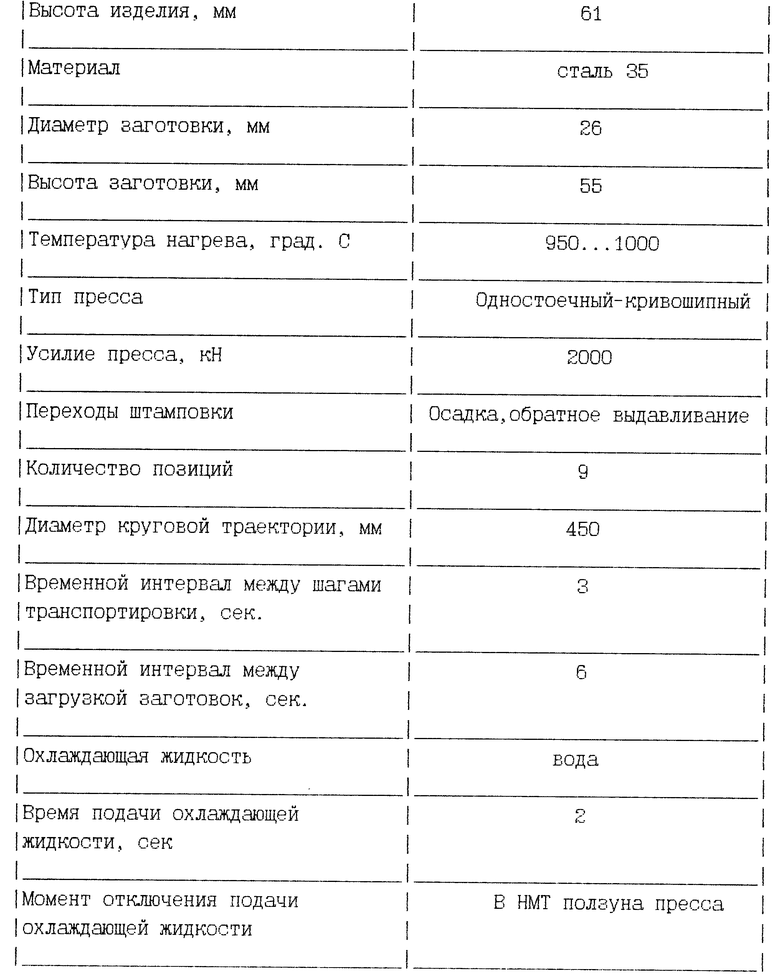
Пример использования способа приведен в таблице.
Стойкость пуансонов на позициях осадки и выдавливания удовлетворительная. Твердость отштампованного изделия НВ 187.217 обеспечивает удовлетворительную механическую обработку без специальной термической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167736C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1996 |
|
RU2085392C1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1996 |
|
RU2091235C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2333064C2 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
| Автоматическая линия для произведения заготовок колец крупногабаритных подшипников | 1971 |
|
SU374912A1 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2118219C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА КОНЦОВ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ИХ ПОДАЧИ К ТЕХНОЛОГИЧЕСКИМ ПОЗИЦИЯМ | 1999 |
|
RU2150517C1 |
Использование: в обработке металлов давлением при горячей многопереходной штамповке на поворотном столе с матрицами. Сущность изобретения: на исходной позиции нагретую заготовку загружают в матрицу и производят шаговую транспортировку заготовок в матрицах по круговой траектории с постоянным шагом, опускание пуансонов для совмещения с матрицами и подачу охлаждающей жидкости на инструмент. Шаговую транспортировку заготовок осуществляют нечетным количеством шагов за полный оборот стола. Загрузку очередной нагретой заготовки в матрицу производят через шаг поворота стола. Охлаждающую жидкость подают на позициях штамповки при отсутствии в матрицах заготовки. Охлаждающий орган опускают синхронно с пуансоном. 1 табл., 13 ил.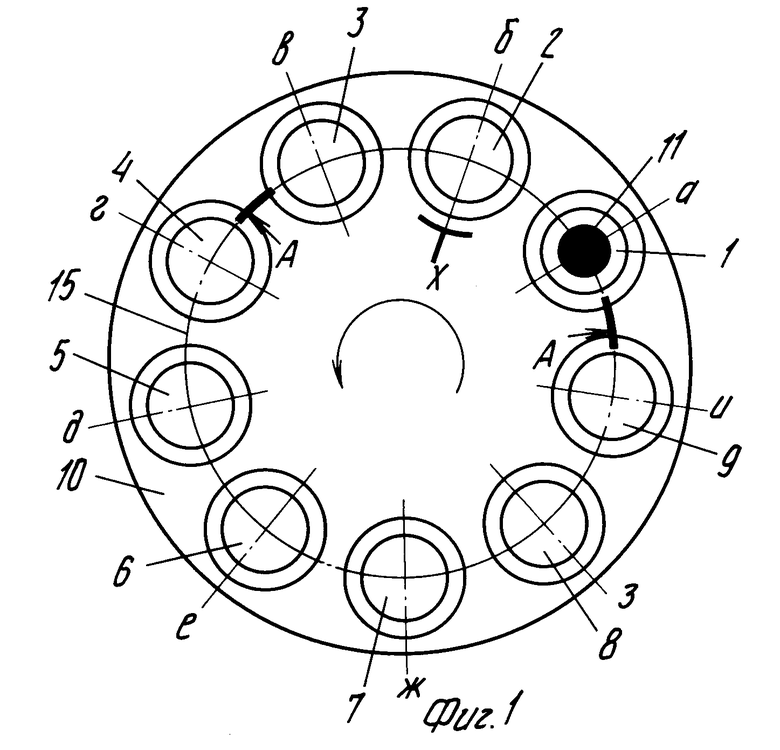
Способ штамповки на прессе с поворотным столом, включающий загрузку нагретой заготовки в матрицу на исходной позиции, шаговую транспортировку заготовок в матрицах по позициям по круговой траектории с постоянным шагом, опускание пуансонов для совмещения с матрицами и подачу охлаждающей жидкости из охлаждающего органа, отличающийся тем, что шаговую транспортировку заготовок осуществляют нечетным количеством шагов за полный оборот стола, загрузку очередной нагретой заготовки в матрицу производят через шаг поворота стола, а охлаждающую жидкость подают на пуансон на позиции штамповки при отсутствии на ней заготовки и при синхронном опускании охлаждающего органа и пуансона.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Трофимов И.Д | |||
| и Бухер Н.М., Автоматы и автоматические линии для горячей объемной штамповки | |||
| - М.: Машиностроение, 1981, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Трофимов И.Д., Бухер Н.М., Автоматы и автоматические линии для горячей объемной штамповки | |||
| - М.: Машиностроение, 1981, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |

