Изобретение относится к области машиностроения и служит для автоматической поверки (аттестации) измерительных головок (ИГ) на многооперационном станке (МС) в условиях переналаживаемого комплекса, например, станках с ЧПУ и гибких производственных систем. Приспособление имеет ряд преимуществ перед аналогичными устройствами, служащими для аттестации контрольно-измерительных средств. Наиболее важным является простота конструкции, возможность быстрой автоматической аттестации ИГ посредством аттестационного кольца в период проведения контрольных операций с деталью.
Актуальной задачей является повышение точности и скорости аттестации ИГ посредством аттестационного кольца временно устанавливаемого в автоматическом режиме на поверхность стола станка с ЧПУ, что ведет к увеличению точности изготовления деталей.
Например, известен способ измерения погрешностей деталей сложной формы (авт. свид. N 444626, БИ N 36 от 30.09.74.), где погрешности обработки регистрируются при обходе по заданной программе на станке с ЧПУ контура детали посредством ИГ. Недостатком устройства является то, что аттестация ИГ проводится отдельно.
Наиболее близким к изобретению, по технической сути, является способ настройки станка с ЧПУ (SU, авт. свид. N 1316792, БИ N 22 от 15.06.87.), где применено устройство для повышения точности настройки станка с ЧПУ за счет бесконтактного метода измерения координат (X,Y) станка, посредством кольца и контрольной оправки с встроенными индуктивными элементами. Недостатком известного способа является ограниченное его применение, позволяющее контролировать только положение осей координат (X,Y) шпинделя относительно стола станка, без проведения аттестации ИГ на станке, причем предлагаемое устройство (кольцо с индуктивным элементом) устанавливается жестко, несъемно, на специальную позицию осей координат стола станка, без учета тепловых деформаций.
Технический результат достигается тем, что в известном устройстве кольцо и контрольная оправка с индуктивными элементами заменяется на аттестационное кольцо и установочную оправку, посредством которой кольцо устанавливается в любое доступное место стола станка с ЧПУ только на период проведения аттестации ИГ и последующей операции контроля сложных поверхностей детали.
С целью повышения точности базирования аттестационного кольца на оправке в период его установки на стол МС, оправка содержит элементы фиксации и совокупность отверстий и каналов для подвода и распределения сжатого воздуха, способствующего точной взаимной осевой ориентации аттестационного кольца на оправке.
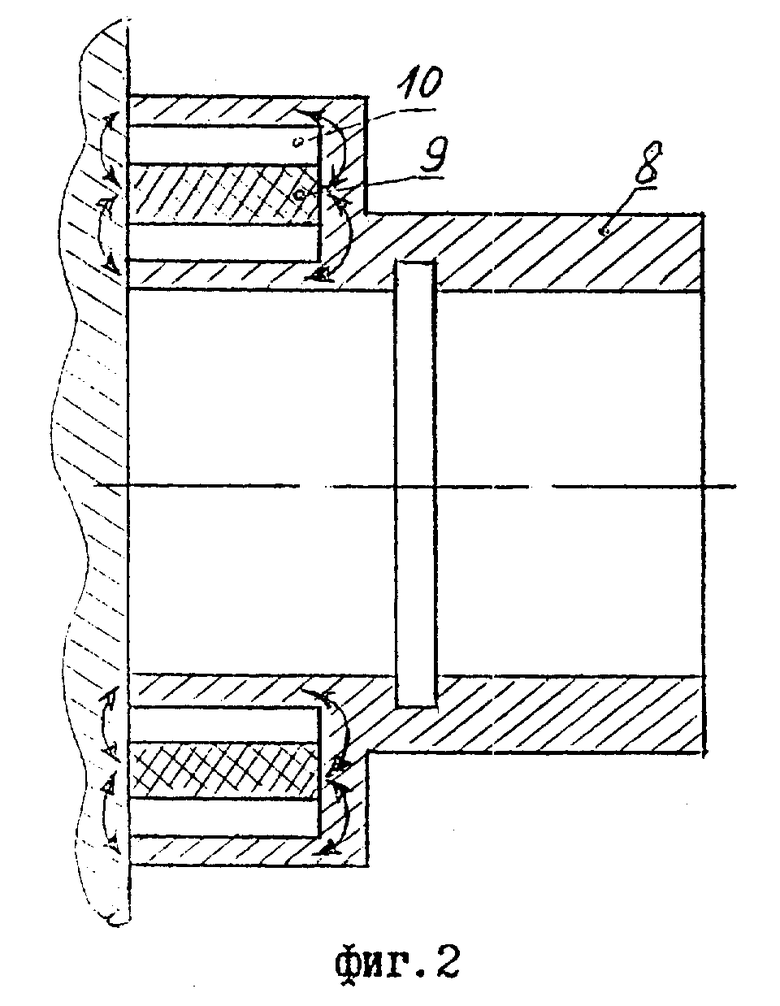
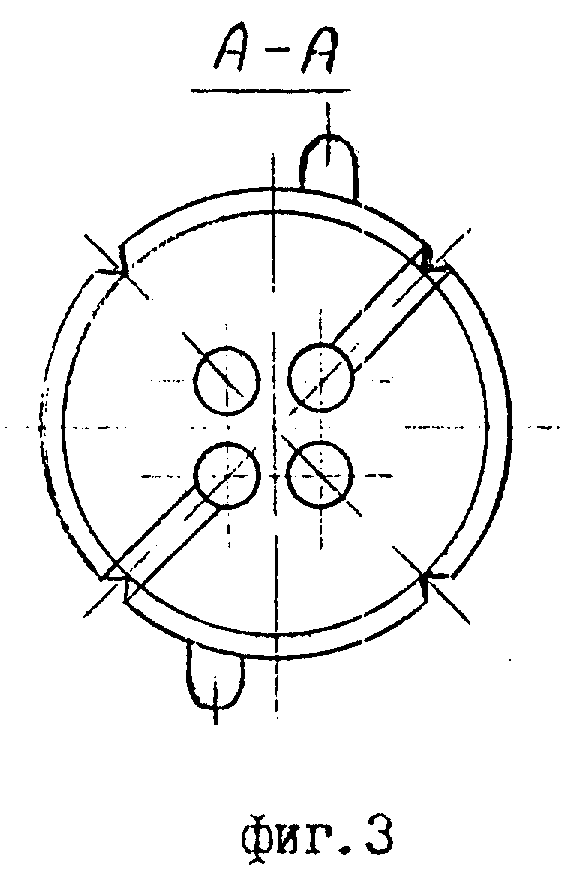
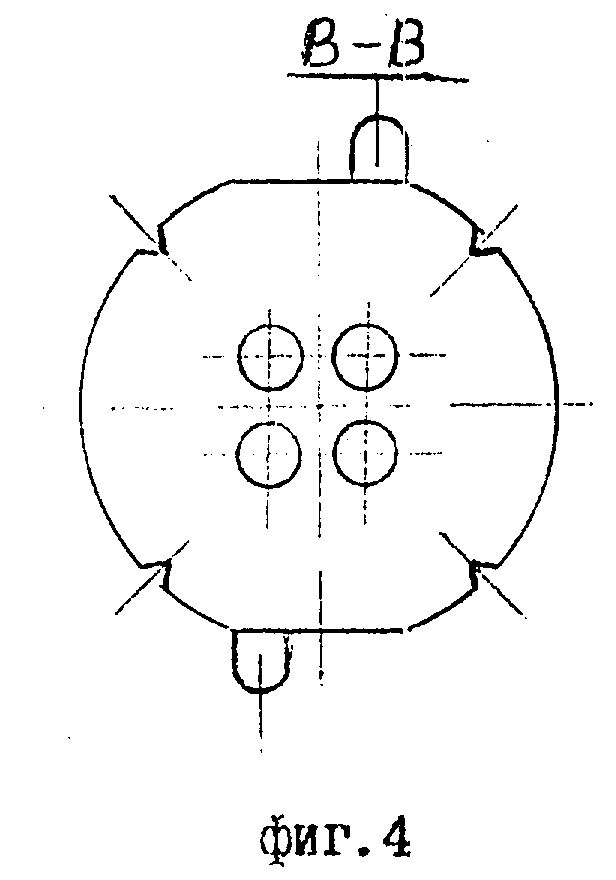
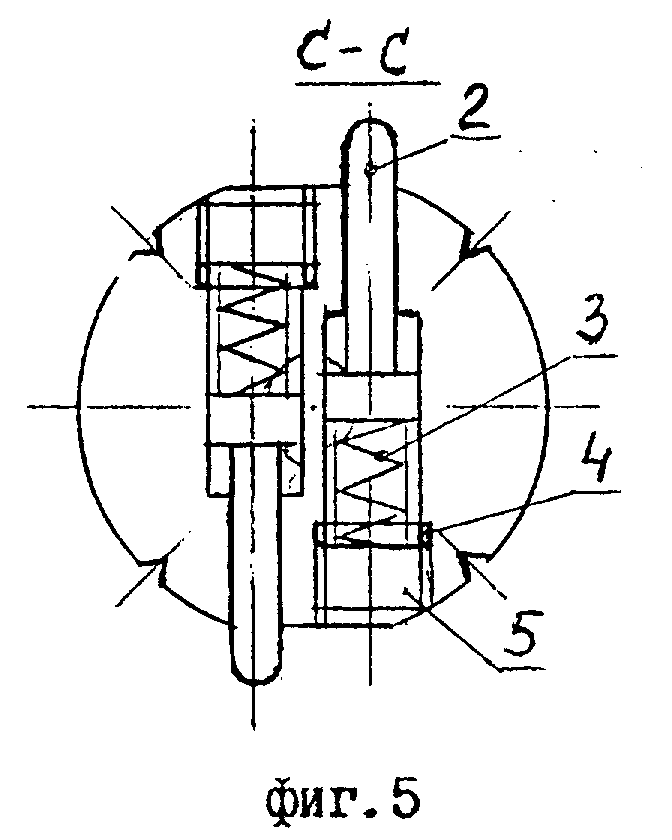
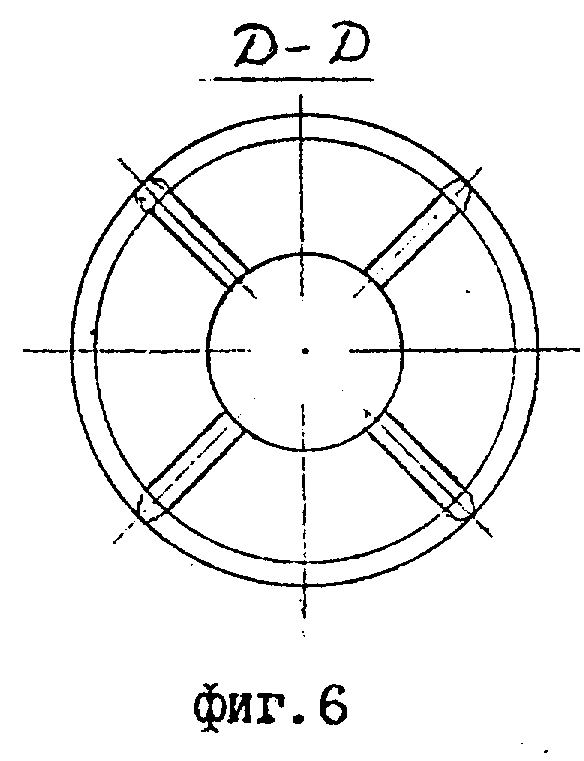
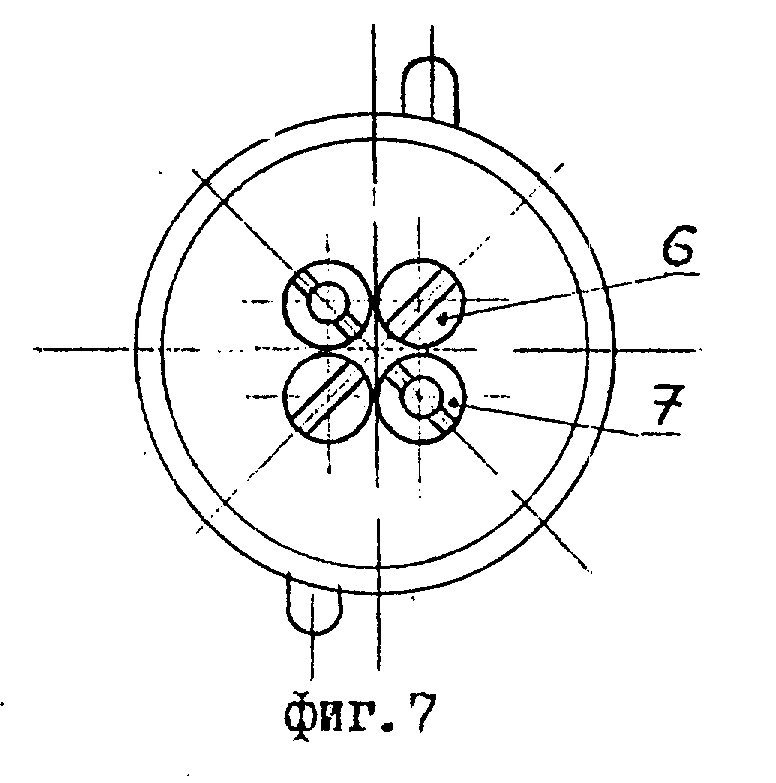
При оценке соответствия новых признаков заявляемого изделия критерию "изобретательский уровень" по достигнутым авторами и заявителем информационным источникам в известных технических решениях, признаков, сходных с заявляемыми, обнаружить не удалось. Сущность изобретения поясняется чертежом, где на фиг. 1 изображена установочная оправка с обозначением элементов сечения, которые поясняют ее внутреннее устройство, отображаемое на фиг. 3, 4, 5, 6; на фиг. 3, 4 и 6 каналы и отверстия внутри оправки в сечениях по фиг. 1; на фиг. 5 оправка 1, поршни пальцы 2, пружины 3, уплотнители 4, заглушки 5; на фиг. 7 торец оправки с элементами дросселей 7 и заглушек 6; на фиг. 2 аттестационное кольцо 8, с магнитным элементом 9, и изолятором 10. Оправка имеет стандартный конический хвостовик крепления на одной стороне и цилиндрическую рабочую поверхность с профильными канавками на другой.
В теле оправки, для подачи сжатого (избыточного) воздуха, выполнено центральное отверстие, в которое выходят отверстия перфорации и смежные каналы для соединения с рабочей камерой оправки.
Отверстия перфорации выполнены в двух сечениях A и D. На цилиндрической рабочей внешней поверхности оправки выполнены "V"-образные микроканавки, соединяющие между собой все перфорационные отверстия, назначение которых - распределение вытекающего избыточного потока воздуха по цилиндрической рабочей поверхности и обеспечении смазочного зазора (воздушной подушки) между кольцом и оправкой в сопряженном состоянии. В оправке выполнены две рабочие камеры, соединенные через каналы с входным отверстием. В камерах расположены пальцы -поршни 2, фиксируемые пружинам 3, уплотнители 4 и заглушки 5. Со стороны торца установлены заглушки каналов 6 и дроссели 7. Через дроссельные отверстия сбрасывается часть избыточного давления воздуха из рабочих камер в процессе перемещения внутрь поршней для расфиксирования кольца. В отверстии аттестационного кольца выполнена кольцевая канавка, служащая для его фиксации на оправке при съеме. Аттестационное приспособление (АП) работает следующим образом. В момент нахождения АП в инструментальном магазине или шпинделе станка и при отсутствии подачи сжатого воздуха, кольцо аттестационное 8 находится на оправке 1 и зафиксировано пальцами 2. Когда АП приводится в рабочее положение и, находясь в шпинделе станка, вводится в рабочую зону установки кольца, к АП, со стороны шпинделя, через центральное отверстие в оправке подводится сжатый воздух, который протекая по каналам оправки попадает в камеру, действует на поршневую систему, в результате чего пальцы-поршни втягиваются внутрь тела оправки, расфиксируя (освобождая) аттестационное кольцо. Через перфорационные отверстия воздух поступает в V-образные канавки цилиндрической внешней части оправки и создает воздушный микрозазор между оправкой 1 и кольцом 8, центрируя кольцо на оправке; т.е. кольцо всплывает и центрируется относительно оси оправки.
Давление воздуха на входе в (АП) составляет 0,2 0,4 МПа.
При подводе аттестационного кольца и его контакте непосредственно с рабочей зоной стола станка, кольцо под действием магнитов, расположенных в кольце, фиксируется на столе с известными координатами. Освободившаяся оправка возвращается в накопительную систему станка воздух закрыт. Обратные действия по процессу снятия кольца аналогичны. Оправка АП подводится к рабочей зоне кольца, на нее подается сжатый воздух, в результате чего фиксирующие пальцы втягиваются внутрь оправки и позволяют ей беспрепятственно (по программе станка с достаточной точностью), произвести сопряжение с отверстием аттестационного кольца, после чего подача воздуха прекращается. После снятия избыточного давления воздуха с АП, поршневые пальцы выходят из тела оправки и фиксируются в канавке кольца. Сравнительные испытания предлагаемого АП с аналогичным, имеющим возможность аттестации станка с ЧПУ с жесткой фиксацией приспособления (авт. свид. N 1316792), но не имеющим указанных выше признаков изобретения, показали возможность оперативного контроля ИГ посредством кольца, без жесткой его привязки на длительное время к осям координат станка и его оперативного снятия на период изготовления новой детали. Таким образом, предлагаемое АП позволяет повысить точность аттестации ИГ. Его практическое применение позволяет повысить точность измерения изделий и эффективность станков с ЧПУ.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ АТТЕСТАЦИИ ИЗМЕРИТЕЛЬНОЙ ГОЛОВКИ НА СТАНКАХ С ЧПУ | 1995 |
|
RU2099171C1 |
| Устройство для настройки сверлильно-фрезерно-расточных станков с ЧПУ | 1990 |
|
SU1773684A1 |
| Способ аттестации индикатора детали для размерной настройки сверлильно-фрезерно-расточных станков с ЧПУ и устройство для его осуществления | 1987 |
|
SU1521562A1 |
| Измерительная головка | 1990 |
|
SU1744436A1 |
| Система автоматического управления размерной настройкой токарных станков с ЧПУ | 1981 |
|
SU1144775A1 |
| Способ позиционирования режущего инструмента | 1986 |
|
SU1324822A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| Способ настройки станка с программным управлением | 1984 |
|
SU1238944A1 |
| Устройство для обработки отверстий | 1984 |
|
SU1230755A1 |
Использование: изобретение относится к области машиностроения и служит для аттестации измерительных головок на многооперационных станках с ЧПУ. Сущность изобретения: приспособление состоит из кольца с магнитными элементами внутри и установочной оправки с элементами фиксации. В момент нахождения приспособления в инструментальном магазине станка кольцо находится на установочной оправке и зафиксировано. Когда приспособление приводится в рабочее положение и, находясь в шпинделе станка, вводится в рабочую зону установки кольца, к приспособлению подводится сжатый воздух, кольцо освобождается. Кроме того, создается воздушная подушка между оправкой и кольцом, кольцо центрируется. При подводе кольца к столу станка, под действием магнитов кольца, оно фиксируется на столе в заданных координатах. После аттестации измерительной головки, операции контроля изделия и заключительной проверки измерительной головки, приспособление убирается. 7 ил.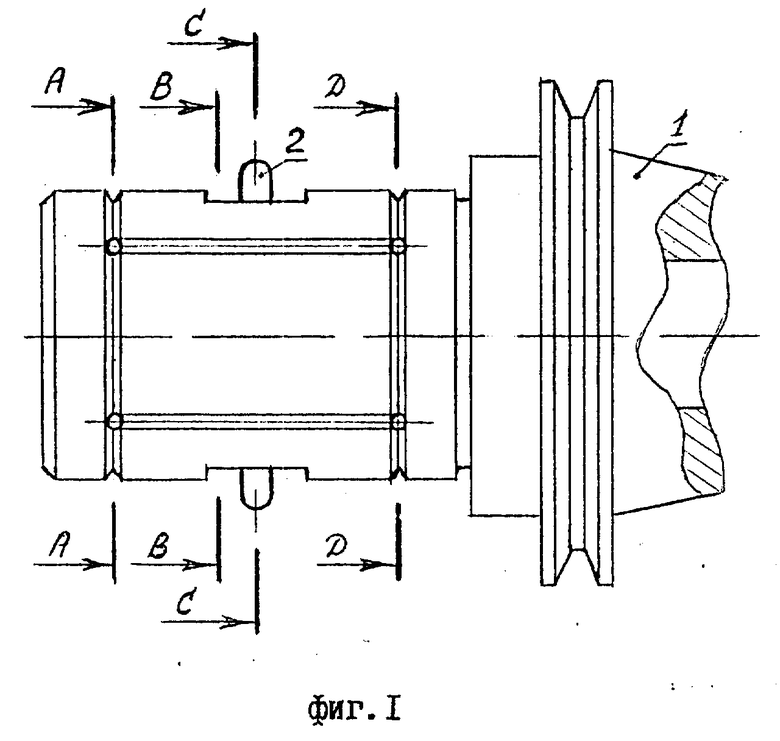
Приспособление для автоматической аттестации измерительной головки, состоящее из кольца и оправки, отличающееся тем, что оправка содержит элементы захвата, предназначенные для фиксации оправки относительно кольца, снабженного магнитным креплением, при этом на наружной поверхности оправки выполнены соединенные друг с другом кольцевые и радиальные канавки, связанные с внутренними отверстиями оправки, предназначенными для подачи сжатого воздуха в оправку.
| SU, авторское свидетельство, 1316792, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
